第三代吹风气回收装置
- 格式:doc
- 大小:137.00 KB
- 文档页数:8

合成氨—造气三废流化混燃炉开车运行总结徐文伟(云南昆明神农汇丰化肥有限责任公司 652100)0 前言昆明神农汇丰化肥有限责任公司(原昆明氮肥厂),经过多次技术改造,现己发展成为具有合成氨110kt/a 、尿素100kt/a 、碳铵120kt/a 、商品氨80kt/a 的生产能力的中型化肥企业。
公司现有 2400mm 造气炉3台和 2650mm 造气炉8台,100kt/a “中-低-低”变换装置1套,80kt/a 碳丙脱碳和20kt/a 变压吸附脱碳装置,4台4M20型和3台4M40型氢氮压缩机, 1000mm 和 700mm 精炼系统, 1000mm 和 800mm 合成系统的装置规模。
2003年,为利用丰富廉价的本地无烟粉煤资源,建成1套年产100kt/a 的粘结煤球生产线。
采用煤球制气,大大降低了生产成本。
由于本地煤具有挥发分高的特点,造气半水煤气中CH 4含量高达1.0%~1.5%,合成放空气量相当大。
1 使用前的生产状况由于公司造气以当地劣质块煤和煤球为原料,为减小造气阻力,2004年拆除造气蒸汽过热少附加载荷,消除快速磨损现象。
间隙量标准:用450mm 管子钳能转动五级连接套即可。
(2)装配活塞环时,活塞环在活塞体槽内应能自由转动,保证活塞环有一定的热胀间隙。
当用手压紧时,活塞环应能全部埋入活塞槽内,并且活塞环表面应比活塞体表面低0.5~1.0mm 。
(3)装配活塞环时,应将开口互相错开,以减少工作时轴向泄漏。
3.4 保证备件质量(1)活塞环开口的选择。
活塞环的切口是气体泄漏的一个通道,其几种形式(见图3)比较如下。
直切口:泄漏量大;搭切口:气体不易泄漏;斜切口:介于两者之间。
为便于安装和加工,采用斜切口较为合适。
图3 切口形式 (2)活塞环平正度要合适,放在平板上时,活塞环端面与平板之间无间隙为合格。
同时活塞环内侧需倒角处理。
(3)活塞环的弹性及圆度要符合要求,当活塞环放入气缸内时,在弹性力的作用下与气缸贴合时在整个圆周上漏光不能多于2处,且漏光处径间隙应小于0.03mm (见图4)。

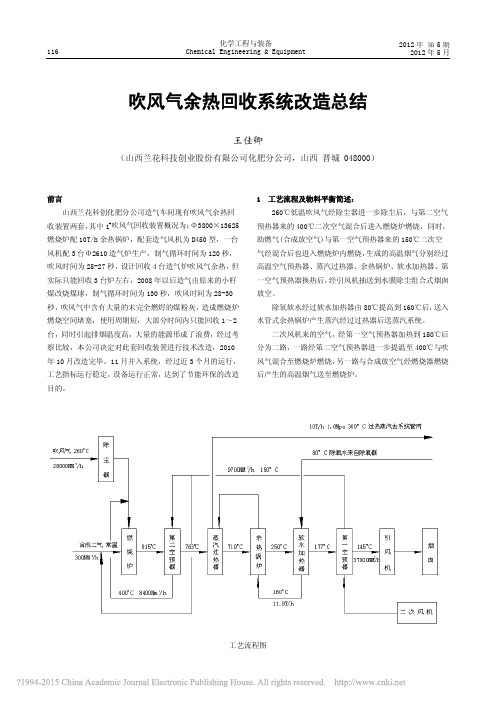
116 王佳卿:吹风气余热回收系统改造总结吹风气余热回收系统改造总结王佳卿(山西兰花科技创业股份有限公司化肥分公司,山西 晋城 048000)前言山西兰花科创化肥分公司造气车间现有吹风气余热回收装置两套,其中1#吹风气回收装置概况为:Φ3800×13625燃烧炉配10T/h余热锅炉,配套造气风机为D450型,一台风机配3台Φ2610造气炉生产,制气循环时间为120秒,吹风时间为25-27秒,设计回收4台造气炉吹风气余热,但实际只能回收3台炉左右,2008年以后造气由原来的小籽煤改烧煤球,制气循环时间为130秒,吹风时间为28-30秒,吹风气中含有大量的未完全燃烬的煤粉灰,造成燃烧炉燃烧空间堵塞,使用周期短,大部分时间内只能回收1~2台,同时引起排烟温度高,大量的能源形成了浪费,经过考察比较,本公司决定对此套回收装置进行技术改造,2010年10月改造完毕,11月并入系统,经过近3个月的运行,工艺指标运行稳定,设备运行正常,达到了节能环保的改造目的。
1 工艺流程及物料平衡简述:260℃低温吹风气经除尘器进一步除尘后,与第二空气预热器来的400℃二次空气混合后进入燃烧炉燃烧,同时,助燃气(合成放空气)与第一空气预热器来的150℃二次空气经混合后也进入燃烧炉内燃烧,生成的高温烟气分别经过高温空气预热器、蒸汽过热器、余热锅炉、软水加热器、第一空气预热器换热后,经引风机抽送到水膜除尘组合式烟囱放空。
除氧软水经过软水加热器由80℃提高到160℃后,送入水管式余热锅炉产生蒸汽经过过热器后送蒸汽系统。
二次风机来的空气,经第一空气预热器加热到150℃后分为二路,一路经第二空气预热器进一步提温至400℃与吹风气混合至燃烧炉燃烧,另一路与合成放空气经燃烧器燃烧后产生的高温烟气送至燃烧炉。
工艺流程图 2012年第5期2012年5月化学工程与装备 Chemical Engineering & Equipment王佳卿:吹风气余热回收系统改造总结 117吹风气流量及组成:组份 CO2CO CH4O2N2H2合计 V% 15.5 5.5 0.8 0.5 75.7 2.0 100Nm3/h 4340 1540 224 140 21196 560 28000合成放空气提氢尾气的组成(流量按需要最小量计算)组份 H2CH4N2+Ar 合计V% 30.0 26.0 44.0 100Nm3/h 90 78 132 300吹风气平均温度260℃,合成放空气:常温,供本装置软水:80℃物料、热量平衡表及工艺流程示意图经物料及热量平衡计算,本装置的平均烟气流量及其组成为:组份 CO2H2O O2N2合计 V% 16.8 3.4 1.3 78.5 100 Nm3/h 6216 1258 481 29045 370002 改造内容(1)燃烧炉改造由原先的平顶和平底结构改为锥底和锥顶的结构。
吹风气装置运行总结及改造优化关键词:35t/h 结构工艺流程运行情况改造优化河南心连心化肥有限公司“24.40”工程于2009年4月15日一次投产成功,并于2009年5月达产达标,总氨产量30952.021t,其中合成氨产量26086.63t,副产甲醇5177t。
两套35t/h吹风气余热回收装置用于回收间歇式固定层煤气发生炉吹风阶段的吹风气、合成提氢岗位的弛放气以及脱碳岗位废气等可燃气体,在燃烧炉内燃烧产生高温烟气,与余热锅炉内的水进行热传递,产生的饱和蒸汽经蒸汽过热器过热后,产出合格的蒸汽,供汽机工段发电或经双减外供。
一、工艺流程及主要设备1.吹风气流程吹风气经造气旋风除尘器除尘后,由吹风气总管进入吹风气岗位的吹风气水封,吹风气再经惯性分离后,与来自中温空气预热器的高温空气在燃烧炉上部的吹风气预混器中混合后,进入燃烧炉的燃烧室内进行燃烧。
2.合成弛放气流程自合成提氢岗位来的弛放气经弛放气缓冲罐后再经弛放气调节阀减压后进入组合水封,安全水封后,进入燃烧炉助燃气预混器与来自低温空气预热器的空气进行混合后,进入燃烧炉的燃烧室进行燃烧。
3.空气流程助燃空气来自于鼓风机,经低温空气预热器预热后分为两路,a 路与助燃气(弛放气、煤气)在助燃气预热器充分混合后,进入燃烧炉内进行燃烧。
b路进入中温空气预热器与高温烟气再次换热后生成高温空气,经配风阀后与吹风气充分混合后,进入燃烧炉内进行燃烧。
4.脱盐水流程来自脱盐水岗位脱盐水经汽机岗位除氧器除氧后,再由锅炉岗位给水泵进行加压,经过本工段的上水自调阀后,进入水加热器,然后进入余热锅炉的汽包,由下降管进入对流管束、水冷段下集箱,然后进入余热锅炉对流管束、水冷段管束,产生饱和蒸汽。
5.蒸汽流程炉水在余热锅炉的对流管束、水冷段管束内经过加热后生成饱和蒸气,然后进入余热锅炉汽包,在汽包内的旋风分离器、波形板分离器分离后,进入干汽集箱、蒸汽过热器进口集箱、混合式减温器、蒸汽过热器出口集箱,生成过热蒸汽后,供汽机工段发电或经双减外供。
第三代吹风气回收装置三废流化混燃炉的使用和推广王子国山东临沂正大热能研究所一、三废流化混燃炉概述三废流化混燃炉(第三代造气吹风气回收装置),是将造气生产过程产生的吹风气、造气炉渣、造气除尘器细灰等,掺配入部分煤矸石、烟煤、无烟煤粉沫,在炉内流化燃烧,产生高温烟气集中热量回收的装置。
第一代造气吹风气回收装置,其燃烧形式是上燃蓄热式,利用高热值合成气燃烧蓄热后,来燃烧低热值的造气吹风气,回收热量、副产蒸汽,保护环境。
第二代造气吹风气回收装置,其燃烧形式是上燃改进式或中燃式,在第一代的基础上,增加了燃烧喷头,减少了炉内格子砖,或者采用折流式烟气拱型通道蓄热,使炉内的阻力大为减小,减小了造气炉送吹风阶段的阻力,烟气燃烧更为完全,使造气系统蒸汽达到了自给。
第三代造气吹风气回收装置,也就是造气三废流化混燃炉,其燃烧形式是混燃式,它和第二代相比又有了突破性的发展,设计更加合理,技术更为先进,使用更加可靠,2001年已授予国家专利,专利号为ZL 01215849.6。
它的设计,运用了沸腾床的燃烧特性,借用循环流化床锅炉的返料回收技术,采用了吹风气余热锅炉的模式,对造气产生的废气、废渣、废灰能够达到同时混燃,故又可称做“双能源吹风气余热锅炉”,或第三代吹风气余热锅炉。
三废流化混燃炉在烧吹风气时,该炉将成为一台吹风气余热锅炉,单独烧煤、煤矸石、煤渣等时将成为一台循环流化床锅炉,渣、气、煤混烧将成为气、固流化混燃炉。
造气三废流化混燃炉系统,其综合性能远大于第一、二代造气吹风气回收装置,是目前解决合成氨尿素甲醇生产系统,两煤变一煤、两炉变一炉的唯一方案。
二、三废流化混燃炉燃烧流程、机理与设备构成三废流化混燃系统的燃烧部分由两台设备组成,一台是三废流化混燃炉,另一台是组合式除尘器;热量回收部分由蒸汽过热器、余热锅炉、省煤器、空气预热器、炉内水冷件组成;烟气洗涤排放部分由水膜除尘器和烟囱组成。
三废流化混燃炉采用钢制外壳,下部为沸腾流化床,混合渣、煤在床内混燃,结构上分风帽、布风板、风室、观火孔、加煤口、返料口、自动油气点火系统。
中部为吹风气预混燃烧进口、合成放空气高温燃烧喷头等。
除尘器采用顶进底排气式高温旋风除尘器。
旋风段中心筒采用耐高温不锈钢1Cr20Ni14Si2制作的旋流筒,或者采用耐高温耐磨浇注料浇注、耐高温不锈钢板1Cr25Ni20组成的水冷旋流筒,底部为沉降式水封。
三废流化混燃炉可以根据不同的要求做成各种规格型号,在蒸汽吨位上分:10吨/时、25吨/时、35吨/时、50吨/时等;在压力上分:1.27 MPa、2.5 MPa、3.82 MPa、5.29 MPa等。
三、三废流化混燃炉的特点三废流化混燃炉同第一、二代造气吹风气余热锅炉相比有如下特点:1.运行安全性能高第一代或第二代吹风气燃烧炉均需要点火气源,低于650℃时吹风气就不能燃烧,送入吹风气就会发生爆炸,另外造气吹风气座板阀开关频繁,关闭不严煤气进入燃烧炉在配风阀来不及调节时,发生爆炸的现象时有发生。
如山东某化肥厂新建的一套30吨的吹风气燃烧炉,在点火烘炉时操作不当产生爆炸,整套系统除锅炉本体外全部损坏,重新投资近100万元花费二个多月的时间才修复,其它厂爆炸的情况也经常发生。
三废流化混燃炉是以煤为点火源,始终是长明火,不会存在爆炸现象;另外三废流化混燃炉在煤的燃烧过程中,温度高且有氧气过剩,若有多余的煤气送入时只能继续燃烧,不会发生任何爆炸现象。
河北正元冀中化工的第一台三废流化混燃炉运行2年多来,从未发生过爆燃现象,可见三废流化混燃炉是极其安全可靠的,完全解决了第一代、第二代吹风气燃烧炉的爆炸问题,彻底改变了造气吹风气回收运行的不安全状态。
2.充分利用三废资源、环保效益好三废流化混燃炉,可回收任何合成氨尿素甲醇企业的任何煤种固定层造气炉产生的吹风气,可回收造气产生的炉渣、细灰、煤矸石,可回收脱碳废气、提氢废气等,既解决了环保问题又产出高位能的蒸汽,为企业创造最大的社会效益和环保效益。
3.一炉多用、减少投资、便于管理一炉多用、一炉多能,可停掉能耗高的锅炉,只开一套三废流化混燃炉,可节约能源,提高效率,减掉部分操作人员,备品备件大量减少,减少了运行费用。
一台锅炉的投入,多台锅炉的收益,便于生产集中管理。
一台三废流化混燃炉的功能可代替一台吹风气余热锅炉和一台流化床锅炉,可减少建设投资一半以上。
甲醇、尿素生产只用一台三废流化混燃炉,就可满足全厂用汽,和常规建设相比投资减少70%以上。
小型尿素厂和综和煤化工厂,一台三废流化混燃炉就能达到全厂蒸汽自给,实现了企业生产的两炉变一炉和两煤变一煤的目标。
4.少用也可完全不用合成放空气三废流化混燃炉彻底摆脱了回收吹风气时对合成放空气等点火气的依赖,它也可完全不用合成气,也可配烧其它低热值回收的气体,如变压吸咐的逆放气等。
避免了因合成气紧张,造成造气吹风气系统不稳,吹风气产汽量不稳又造成全厂生产系统波动的操作状况。
5.燃烧系统阻力低、不积灰、提高造气吹风效率第一代吹风气燃烧炉内部采用大量的西门子格子砖来贮热,西门子格子砖很易堵塞,致使造气吹风效率下降被迫停炉清灰。
第二代吹风气燃烧炉亦不能完全解决燃烧炉内积灰问题,由于燃烧温度低,所以不能燃烧随吹风气带入的白煤粉末,最后不得不在引风机后加污水洗涤去掉煤粉。
有的在燃烧炉前设计旋风除尘器,虽能解决燃烧炉内积灰堵塞问题,但随之带来了极细的燃烧粉末紧密围结在锅炉换热管上,大大降低了锅炉的传热效率,使锅炉的产汽量大幅度降低,远远不能达到锅炉额定负荷。
三废流化混燃炉完全取消炉内格子砖,不再使用耐火材料来贮热以保证吹风气的点燃,故燃烧系统不积灰、阻力低,造气吹风时间可减少2~3秒。
另外,与其配套的余热锅炉采用隧道窑式,取消了下锅筒,也使锅炉系统不易积灰,排灰容易。
6.热能回收合理、蒸汽量大、品位高、蒸汽成本低,可配套发电三废流化混燃炉不仅回收造气吹风气燃烧余热,还燃烧造气炉渣、造气除尘器细灰、煤矸石、烟煤、无烟煤粉沫等,故蒸汽产量可设计的比较大,由于不设高温空气预热器,使热量回收更加合理。
三废流化混燃炉回收蒸汽量平稳、热焓高,配备背压式汽轮发电机不仅满足全厂用汽,还可提高企业的自发电率,增加企业的盈利能力。
7.操作稳定性好三废流化混燃炉燃煤、燃气同时进行,具有热量互补作用。
燃煤稳定的情况下,对于吹风气来讲是一个恒定的热源,无须考虑合成放空气量的多少影响炉温,避免了因合成放空气量的不稳定而导致吹风气运行不正常的现象。
吹风气燃烧正常的情况下,即使燃煤稍有变化,吹风气的热量也能起补充作用。
在加煤变化的情况下,炉温的稳定性远远大于循环流化床锅炉,因而操作的难度比循环流化床锅炉小的多。
8.使用寿命长三废流化混燃炉,燃煤系统设备内衬均为硅酸铝纤维砖、硅酸铝纤维棉、二级高铝耐火砖、耐高温耐磨涂料组成的复合保温结构,并采用独特的防冲刷、防穿透、防膨胀防龟裂施工工艺进行砌筑。
沸腾段采用耐高温耐磨高强浇注料及可塑料,混燃炉及组合式除尘器顶部采用球顶二级高铝砖砌成并加硅酸铝纤维砖棉复合保温。
以确保燃烧炉和除尘器外壳温度最低,减少热损失,延长设备的使用寿命。
第一第二代吹风气燃烧炉设备内衬,基本上均采用粘土耐火砖进行筑炉,强度低、保温效果差,烧坏燃烧炉壳体的情况时有发生,一次性投资虽然低,但使用寿命远远低于三废流化混燃炉。
三废流化混燃炉燃煤部分设计烟气流速小于4m/s,烟气中的燃煤粉末对炉体的冲刷远远低于循环流化床锅炉,故使用寿命亦远超出循环流化床锅炉数倍。
四、三废流化混燃炉适用企业三废流化混燃炉比第一、第二代吹风气回收系统适用企业更加广泛1.更适合需要提高产量降低消耗的甲醇生产企业、特别是单醇企业甲醇生产与合成氨不同。
合成氨生产过程中,合成放空气中CH4含量15%左右,合成放空气、驰放气经除氨提氢(氢回收率85%)后,CH4含量一般能达到30%左右,低位发热值14000kJ/Nm3左右,属相对高热值气体,点燃低热值的造气吹风气(1200 kJ/Nm3左右)经计算是完全可行的。
而甲醇生产合成放空气中CH4含量只有5-7%,合成放空气、驰放气经除氨提氢(氢回收率85%)后,CH4含量一般能达到12%左右,低位发热值7000 kJ/Nm3左右,是合成氨放空气一半。
经计算甲醇合成放空气和造气吹风气共燃时,不能使燃烧温度保持到650℃以上,无法安全点燃造气吹风气。
例如湖北某甲醇厂,为了把原有的第二代造气吹风气燃烧炉开好,将合成放空气大约一半的气量不经提氢,直接送到吹风气燃烧炉内烧掉,未经提氢烧掉的氢气量,折算成甲醇,每天少产多达10吨以上。
又如河南某甲醇厂,不愿把氢气送入造气燃烧炉烧掉,只有用水煤气当做造气吹风气的点火气来维持正常生产,经计算每天少产甲醇近18吨。
另外甲醇精馏需要消耗大量蒸汽,总体平衡吨醇还需1.3~1.5吨蒸汽,若采用第一第二代吹风气回收系统,还必须再投资建设一台锅炉,满足生产需要,造成了投资和管理难度的增加。
三废流化混燃炉是以燃煤燃渣为点火源的,可少用或不用合成点火气,不消耗H2和水煤气,加之阻力低使造气吹风效率提高,因而甲醇产量将提高20%以上。
它彻底摆脱了回收吹风气时对合成放空气等点火气的依赖,采用三废流化混燃炉与采用第二代吹风气燃烧炉加循环流化床锅炉总投资相比,其投入减少50%,且甲醇产量将提高20%,是配套甲醇企业回收造气吹风气的必选设备。
2.更适合合成氨尿素甲醇全厂余热回收蒸汽不能自给、蒸汽有缺口需新上锅炉的企业一般合成氨企业,在装置比较配套、触媒活性比较好的情况下,吹风气回收生产的蒸汽可满足造气使用且有点过剩,合成废锅副产的蒸汽供变换还有剩余,全厂可比较容易实现蒸汽平衡。
但一些装置不配套、触媒活性不很好的合成氨企业,蒸汽消耗量就比较大,很难达到蒸汽平衡。
另外尿素甲醇企业即使完全回收吹风气全厂还有很大的蒸汽缺口,必须通过燃煤燃渣锅炉来解决。
很多合成氨尿素企业,都是通过逐渐改造扩产来的,锅炉都有多台,运行效率低、操作人员多、管理烦杂、蒸汽产量不足,严重阻碍了企业扩产的需要。
一些市区周围地区的合成氨企业,按城市环保要求,城区进行集中供热规划,凡热网所及范围内必须使用热网的汽源,不允许新建分散燃煤锅炉。
使用集中供热的蒸汽不仅价格高,而且有时不稳定,严重影响着企业生产系统的稳定。
随着燃煤价格的提高,全厂系统蒸汽平衡对企业的整体效益占到越来越大的比重。
以上类型的企业,采用三废流化混燃炉就是最好的选择,它充分利用造气的三废资源,,既符合城市环保发展要求又产出高位能的蒸汽,为企业创造最大的效益提供了有力保障。
3.更适合放空气、驰放气外供城市煤气,半水煤气甲烷含量低等导致回收吹风气时点火气不足的合成氨企业有的合成氨尿素企业,合成放空气驰放气外供城市煤气,用第一、第二代吹风气回收时就不得不开半水煤气进行维持燃烧炉炉温,白白烧掉了合成氨尿素产量。