吹风气回收装置吹灰改造运行总结
- 格式:pdf
- 大小:197.80 KB
- 文档页数:3

吹风气余热回收装置运行总结随着现代化工业的发展,能源的消耗和排放已成为一个严峻的问题。
在这样的背景下,余热回收技术逐渐被广泛应用。
吹风气余热回收装置就是其中的一种重要设备,它能够回收工业生产中产生的热能,降低能源的消耗,减少环境污染。
本文将对吹风气余热回收装置的运行情况进行总结和分析。
一、吹风气余热回收装置的工作原理吹风气余热回收装置是一种利用废气余热的设备。
在工业生产中,吹风气是必不可少的工艺气体,但同时也会产生大量的余热。
吹风气余热回收装置就是通过回收这些余热,将其转化为可再利用的能源,从而达到节能减排的目的。
吹风气余热回收装置主要由换热器、冷却水系统、循环水系统、控制系统等组成。
在工业生产中,吹风气通过换热器与冷却水进行换热,将余热传递给冷却水。
冷却水在经过循环水系统的处理后,再次进入换热器,形成循环,从而实现余热的回收和利用。
二、吹风气余热回收装置的运行情况1、设备运行稳定性较高吹风气余热回收装置是一种高端设备,其运行稳定性较高。
在实际应用中,吹风气余热回收装置能够长期稳定地运行,不会出现较大的故障和损坏,从而保证了工业生产的顺利进行。
2、节能效果显著吹风气余热回收装置的主要作用是回收余热,从而达到节能减排的目的。
在实际应用中,吹风气余热回收装置的节能效果显著。
据统计,吹风气余热回收装置的能源利用率可达到70%以上,能够有效地降低能源的消耗,减少环境污染。
3、设备维护保养较为简单吹风气余热回收装置的维护保养较为简单。
在实际应用中,设备只需要进行定期的清洗和维护,就能够保证其正常的运行和使用寿命。
同时,吹风气余热回收装置的控制系统也比较智能化,能够自动调节设备的运行状态,从而保证设备的安全性和稳定性。
三、吹风气余热回收装置的优点1、节能减排吹风气余热回收装置能够回收工业生产中的余热,从而降低能源的消耗,减少环境污染。
这种设备的应用,能够有效地实现节能减排的目的。
2、设备稳定性高吹风气余热回收装置是一种高端设备,其运行稳定性较高。

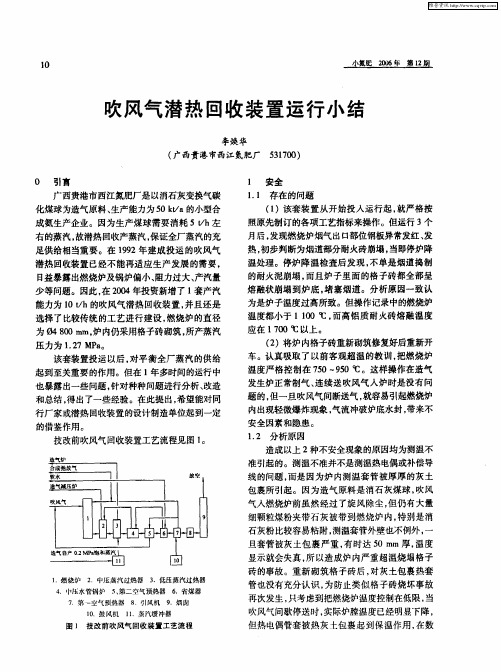
Ø7800吹风气余热回收及发电运行总结摘要:本文简要介绍了大型吹风气回收装置的特点、工艺流程及在发电厂的应用和取得的良好的经济效益和社会效益。
关键词:吹风气燃烧炉余热锅炉发电机组一、单位情况简介:姜堰市化肥有限责任公司于2004年4月份投产第二套尿素工程(年产合成氨9万吨,尿素15万吨),使整个公司产能达到年产合成氨18万吨,尿素30万吨的能力,造气炉由原来的7台增加到13台。
公司原有一台10t/h吹风气余热回收锅炉,参数为1.2MPa,温度为饱和温度187℃,平均回收5台造气炉吹风气,燃烧炉直径为Ø3200mm,由于燃烧炉炉内蓄热采用西门子格子砖,造气吹风气中带出物在燃烧炉内高温燃烧后,部分带出物烧结在格子砖上,运行时间不长便使燃烧炉内烟气通道截面积大大减少,使烟气阻力增加。
一方面影响造气生产,另一方面吹风时较大的正压对燃烧炉的稳定运行及安全操作带来严重隐患,同时使余热炉的效率大大降低,据统计平均产汽仅为7吨/小时。
正常运行40-50天必须停下来清理,对生产系统的稳定带来一定的影响。
同时又于旧燃烧炉本身能力的限制,只能回收5台造气炉的吹风气,大部分的吹风气都排至大气中,既浪费了大量的能量,又对环境带来较大的污染。
姜堰市化肥有限责任公司热电事业部原有两台中温中压锅炉(一台75t/h煤粉炉、一台35t/h抛煤链条锅炉),两台抽凝机组(一台15MW、一台3MW),由于第二套尿素生产线的投产,蒸汽用量每小时增加近40吨,总供热量达90t/h,供热量的增加将影响两台机组的正常运行,供热情况的波动将直接影响化工尿素生产及开发区热用户的正常生产(姜堰市化肥有限责任公司热电事业部是姜堰市经济开发区的集中供热点,承担开发区十多家企业的生产生活用汽)。
基于以上原因,公司于2003年8月份新建一套Ø7800mm吹风气回收装置,对13台造气炉吹风气进行集中回收,整个装置于2004年4月份建成投运。

42t/吹风气回收装置及余热发电运行分析摘要:本文分析了我国氮肥厂吹风气的回收处理问题,阐述了其余热回收利用的重要性。
结果表明回收这部分热能用于发电机组发电,不仅保护了环境,也节约了能源。
关键词:余热发电一、背景小氮肥生产企业为了响应国家节能降耗的号召,大力发展节约型生产工艺,2009年投资1883万元,新上一套造气吹风气余热回收装置,并且配一套3MW 发电机组余热发电。
二、余热回收装置的技术更新1.技术改造的目的该技术是以无烟块煤为原料,采用固定间歇式气化制取半水煤气,因此会产生大量的吹风气,其可燃物(CO、H2、CH4)含量在10%左右。
本公司目前有13台Φ2800固定床间歇气化造气炉,2台Φ2600固定床间歇气化造气炉,现有制气过程中产生的吹风气中含有8%-10%可燃物(CO、CH4、H2、粉煤灰等),每台造气炉产生约7500Nm3/h的吹风气,如果不经回收,直接放空,不仅污染了环境,而且造成了极大资源浪费。
使用一台50T/h混燃炉,及一台42T/h吹风气回收装置,可达到完全回收利用造气吹风气同时也可回收利用合成提氢放空气,并且保证50T/h混燃炉停运检修时,不会造成吹风气放空浪费,污染环境,也可达到两台设备互为备用的效果。
2.技术改造方案第一代造气吹风气余热锅炉,其燃烧形式是上燃蓄热式,利用高热值合成气燃烧蓄热后,来燃烧低热值的造气吹风气,回收热量、副产蒸汽。
燃烧炉均采用明火喷燃器,在吹风期间极易熄火,致使在送吹风气期间炉温大幅度下降(每送一次吹风气,炉温下降60~100℃)。
为了维护炉温,不得不采取停送吹风气,甚至于另外用煤气来维持炉温。
需要点火气源,低于650℃时吹风气不能燃烧,送入的吹风气就会发生爆炸,现在已经很少采用。
第二代造气吹风气余热锅炉,在第一代的基础上,增加了燃烧喷头,降低驰放气耗量;减少了炉内格子砖,采用分区燃烧,使炉内的阻力大为减小,减小了造气炉吹风阶段的阻力,增大了造气炉的负荷;同时烟气量比较高,因此采用高、低压水管锅炉串联方案解决热量回收难题。

吹风气余热回收装置安全运行总结吹风气余热回收装置正在成为越来越多工厂的必备设备,它可以在生产过程中回收吹风过程中产生的余热,从而大大降低能源消耗和生产成本,具有广阔的应用前景。
然而,吹风气余热回收装置需要进行有效的管理和维护,以确保其安全稳定运行。
本文将从安全运行的角度对吹风气余热回收装置进行总结。
一、合理选型在购买吹风气余热回收装置时,必须根据工厂的实际情况,如产品生产要求、环境条件和生产工艺等,选择合适的设备型号和规格。
同时,还应选择有资质的生产商进行合作,确保吹风气余热回收装置符合国家安全要求。
二、设备安装设备安装是吹风气余热回收装置使用过程中的重要环节。
如果安装不当,会对设备的安全性和稳定性产生不利的影响。
在安装过程中,应根据制造厂家提供的安装图纸进行操作,并严格按照要求进行设备调整和接口连接。
三、设备检查设备检查是确保吹风气余热回收装置安全稳定运行的关键。
在设备启动之前,应逐个检查设备中各个部分的连接和紧固情况,以及设备的密封性和电气性能情况。
确保设备各部分的安全性和完好性,并进行必要的保养和维护工作。
四、设备操作设备操作应由专业人员进行。
在操作设备前,必须按照制造厂家提供的操作说明进行培训,并掌握设备的技术特点和操作流程。
在操作过程中,必须注意设备的运作状况,随时记录设备的数据,定期进行设备报警和故障排查,并保持设备的正常维护和保养。
五、设备维护设备维护是吹风气余热回收装置长期安全运行的保证。
在设备维护中,应严格按照制造厂家提供的维护说明进行,定期进行设备清理和润滑工作,保持设备的清洁和稳定性。
同时,还应加强设备的保养,及时记录设备运行情况,以便及时处理故障和问题。
六、设备更新吹风气余热回收装置的使用寿命也是有限的,当设备超过使用年限或者设备出现重大故障时,就需要进行设备更新或者更换。
在设备更新过程中,应优先选择设备质量好、稳定性高的设备,并进行严格的设备测试和确认工作,保障设备正常运行。
吹风气回收工程项目技术总结一、工作经历我在[具体公司名称]的工程项目部门参与了吹风气回收工程项目。
这个项目就像是一场对能源回收利用的大作战,整个部门都投入了巨大的精力。
二、工作内容与方法工具1. 首先呢,在项目初期,我们得对吹风气的成分和特性进行详细的分析。
这可不能马虎,就像医生看病前要先了解病人的症状一样。
我们用了专业的气体分析仪器,那些仪器就像一个个小侦探,把吹风气里的各种成分都找出来,像是二氧化碳、一氧化碳还有一些可燃性气体等。
2. 接着就是设计回收系统啦。
这可不是随便画画图纸就行的,要考虑好多因素呢。
比如气体的流量、压力,还有回收装置的效率。
我们借鉴了一些同类型项目的成功经验,又结合我们自己的实际情况,采用了[具体回收技术名称]技术。
这个技术就像是一把神奇的钥匙,能够把吹风气里有用的东西都提取出来。
3. 在施工阶段,那更是忙得不可开交。
我们得和施工团队密切配合,确保每一个管道都安装得严丝合缝。
管道就像是人体的血管,要是哪里出了问题,整个系统就会“生病”。
我们拿着各种工具,像扳手啊、卡尺啊,一点点地检查,确保每一个环节都不出差错。
4. 然后就是调试阶段啦。
这时候就像在调教一个调皮的小宠物,要让整个回收系统按照我们预期的那样运行。
我们调整各种参数,观察系统的反应,有时候一个小小的参数改变,就会带来很大的不同。
经过好多轮的调试,终于让这个系统稳定运行起来了。
5. 最后,我们还得建立监测和维护体系。
这就像是给这个回收项目安排了一个保健医生,随时检查它的健康状况。
通过安装各种传感器,我们可以实时了解系统的运行状态,一旦有什么异常,就能马上采取措施。
三、项目成果这个吹风气回收工程项目成功实施后,给公司带来了不少好处呢。
一方面是能源的回收利用,减少了能源的浪费,就像把原本要扔掉的宝藏又捡了回来。
另一方面,也减少了对环境的污染,让我们的企业在环保方面也有了更好的表现。
这整个项目的经历,就像是一场充满挑战和惊喜的冒险,我们从中学到了很多,也成长了很多。
30t/h吹风气余热锅炉运行总结张成胜、何树文、孙传驰、裴云翔山东瑞星化工集团瑞星集团年产合成氨40万t、尿素60万t、甲醇5万t,现有各型造气炉44台,由于扩产改造,原有的两套吹风气回收装置不同程度地出现系统阻力大、蓄热效果差、产气量低等问题,只能回收28台炉左右的吹风气,部分吹风气和助燃气无法回收,造成资源浪费、环境污染。
为解决以上问题,结合公司发展规划,对原来停用的φ5300全燃式吹风气回收锅炉进行改造,并于2008年11月26日投运。
1 工艺流程1)燃气流程。
提氢尾气和弛放气经组合水封、安全水封后分别进入燃烧炉两侧的10个助燃气燃烧喷嘴,与来自低温空气预热器的空气(160℃)在喷口混合燃烧,通过燃烧炉格子砖积蓄热量,为吹风气燃烧提供持续热量。
各楼吹风气在燃烧炉混合器前汇合,与来自高温空气预热器的空气(350℃)混合后进入燃烧炉燃烧,燃烧后的高温烟气(800~980℃)经高温空气预热器、过热器、余热锅炉、省煤器、低温空气预热器、引风机、水膜除尘器后排入大气。
2)水流程。
来自电厂除氧岗位5.0MPa、103℃的除氧水,经省煤器加热到210~240℃,进入余热锅炉产3.82MPa蒸汽,再经蒸汽过热器加热到450℃后进入电厂蒸汽管网。
由喷水减温器对主蒸汽温度进行调节。
3)空气流程。
空气经鼓风机升压后进入低温空气预热器加热到140℃,一路经高温空气预热器加热到350℃与吹风气混合后进入燃烧炉,另一路与弛放气和提氢尾气混合进入燃烧炉。
吹风气余热回收装置采用DCS控制系统,保证了回收效果和安全生产。
2 主要设备2.1 燃烧炉由德州科汇化工科技有限公司对原来停用的φ5300全燃式吹风气回收锅炉的燃烧炉进行改造(加高1m),提高了燃烧炉的蓄热能力,为燃烧炉的长周期稳定生产提供有力保障,助燃气由以前的四组改为现在的十组,分布均匀合理、喷射距离远,节约助燃气且保证运行安全。
2.2 锅炉锅炉为自然循环,隧道式布置的单烟道全悬锅炉。
吹风气装置运行总结及改造优化关键词:35t/h 结构工艺流程运行情况改造优化河南心连心化肥有限公司“24.40”工程于2009年4月15日一次投产成功,并于2009年5月达产达标,总氨产量30952.021t,其中合成氨产量26086.63t,副产甲醇5177t。
两套35t/h吹风气余热回收装置用于回收间歇式固定层煤气发生炉吹风阶段的吹风气、合成提氢岗位的弛放气以及脱碳岗位废气等可燃气体,在燃烧炉内燃烧产生高温烟气,与余热锅炉内的水进行热传递,产生的饱和蒸汽经蒸汽过热器过热后,产出合格的蒸汽,供汽机工段发电或经双减外供。
一、工艺流程及主要设备1.吹风气流程吹风气经造气旋风除尘器除尘后,由吹风气总管进入吹风气岗位的吹风气水封,吹风气再经惯性分离后,与来自中温空气预热器的高温空气在燃烧炉上部的吹风气预混器中混合后,进入燃烧炉的燃烧室内进行燃烧。
2.合成弛放气流程自合成提氢岗位来的弛放气经弛放气缓冲罐后再经弛放气调节阀减压后进入组合水封,安全水封后,进入燃烧炉助燃气预混器与来自低温空气预热器的空气进行混合后,进入燃烧炉的燃烧室进行燃烧。
3.空气流程助燃空气来自于鼓风机,经低温空气预热器预热后分为两路,a 路与助燃气(弛放气、煤气)在助燃气预热器充分混合后,进入燃烧炉内进行燃烧。
b路进入中温空气预热器与高温烟气再次换热后生成高温空气,经配风阀后与吹风气充分混合后,进入燃烧炉内进行燃烧。
4.脱盐水流程来自脱盐水岗位脱盐水经汽机岗位除氧器除氧后,再由锅炉岗位给水泵进行加压,经过本工段的上水自调阀后,进入水加热器,然后进入余热锅炉的汽包,由下降管进入对流管束、水冷段下集箱,然后进入余热锅炉对流管束、水冷段管束,产生饱和蒸汽。
5.蒸汽流程炉水在余热锅炉的对流管束、水冷段管束内经过加热后生成饱和蒸气,然后进入余热锅炉汽包,在汽包内的旋风分离器、波形板分离器分离后,进入干汽集箱、蒸汽过热器进口集箱、混合式减温器、蒸汽过热器出口集箱,生成过热蒸汽后,供汽机工段发电或经双减外供。