玻璃退火窑课件
- 格式:ppt
- 大小:19.95 MB
- 文档页数:50
第三章浮法退火窑1、引言玻璃退火窑是改善玻璃应力的设备,它直接影响玻璃的成品率及玻璃的后续处理,在玻璃生产中处于重要位置。
玻璃产品的性能、生产规模及质量决定退火窑的退火特点,因而不同产品退火窑的结构会存在着差异。
现在浮法玻璃退火窑为适应浮法玻璃的生产有着自己的特点,它能够处理大吨位锡槽产出的玻璃原片,具有现代化的自动控制技术,产品能够适应各种平板用户对浮法玻璃的要求。
目前,浮法玻璃退火窑均为全钢全电退火窑,就其结构而言,它包括辊道和壳体两部分。
世界上在制造该种退火窑上较著名的公司有两家,一家是起步最早的比利时CUND公司,另一家为法国STEIN公司,两家产品各有特点,CUND公司以冷风工艺为基础,而STEIN公司则以热风工艺为基础,其他部分基本上趋于一致。
退火窑壳体按照CUND公司一般分为A0区、A区、B区、C区、D 区、RET区、E区和F区,而STEIN公司则分为A0区、A区、B区、C 区、E。
区、D区、E区和F区。
虽然在过渡区和重要退火区的叫法不一,各部分的功能是一致的。
退火窑辊道由传动系统和辊子组成。
辊子一般为钢辊,也有一些生产线采用部分石棉辊。
退火窑前端的部分辊子的高度可调,以适应玻璃带出锡槽时的爬坡。
退火窑传动一般包括两个传动站,当退火窑运行时,直接带动退火窑辊道的为主传动,另一个为从传动,从传动以主传动95%的速度运行,一旦主传动故障,从传动迅速提速代替主传动。
也有的退火窑除了两个主要传动外还带一个小电机传动。
2、退火窑退火窑可分为保温段、密封段和敞开段,保温段指在线镀膜区A0区、退火前区A区、重要退火区B区和退火后区C区,密封段指过渡区E0(或D)区和循环热风冷却区D(或RET)区,敞开段指间接冷却区E区和直接冷却区F区。
目前,以热风工艺为特色的STEIN退火窑普遍使用在浮法玻璃工厂中,我们公司也普遍使用该公司的产品,下面所要阐述的主要以STEIN退火窑为主。
2.1 A区退火窑的前一节或两节是A0区,它的顶是可移动式的,用于在线镀膜。
玻璃退火窑:是使玻璃带以一定的速度冷却以降低和均化热应力的热工设备,是玻璃生产过程中必不可少的设备。
玻璃的退火主要是通过风机和阀门控制风的压力和流量的大小,使玻璃在退火窑内按一定的速度进行冷却降温。
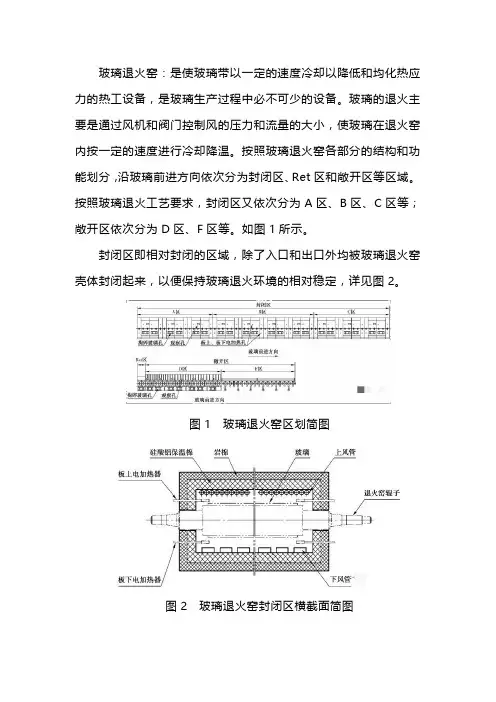
按照玻璃退火窑各部分的结构和功能划分,沿玻璃前进方向依次分为封闭区、Ret区和敞开区等区域。
按照玻璃退火工艺要求,封闭区又依次分为A区、B区、C区等;敞开区依次分为D区、F区等。
如图1所示。
封闭区即相对封闭的区域,除了入口和出口外均被玻璃退火窑壳体封闭起来,以便保持玻璃退火环境的相对稳定,详见图2。
图1 玻璃退火窑区划简图图2 玻璃退火窑封闭区横截面简图热量的来源:(1)玻璃散发的热量。
一条玻璃生产线在生产一定产品规格的情况下,玻璃在各区内散发的热量是基本稳定的。
玻璃降温所散发的热量是玻璃退火窑热量的主要来源。
(2)辅助电加热散发的热量。
为了弥补玻璃散发热量的不足和退火窑边部的温度低于中间部位温度而形成的横向温差及玻璃退火窑烤窑升温的需要,在退火窑边部玻璃板上和板下均设置有电加热器(见图1和图2)。
这些电加热器所释放的热量Q电是根据其功率的大小而确定的。
(3)各区之间相互作用的热量:包括相互传导的热量和风传导的热量。
热量的去向:(1)玻璃退火窑壳体吸收的热量。
玻璃退火窑壳体是玻璃退火窑的主要构成体,由耐热钢板、普通钢板、保温棉和槽钢等构成,既起到对玻璃的保温作用,又不可避免地吸收一部分热量,这部分热量最终散发到厂房内。
(2)冷却风吸收的热量。
冷却风是使玻璃退火降温的主要因素,通过风机和阀门控制冷却风的压力和流量的大小。
(3)退火窑辊子吸收的热量。
退火窑辊子是支撑和输送玻璃的重要元件,与玻璃板直接接触并且大部分辊体在退火窑内,因此退火窑辊子也吸收一部分热量。
这些热量一部分用来维持辊子本身的温度,另有一部分散发到厂房内等。
退火窑的保温和密封:(1)退火窑的保温。
退火窑封闭区保温棉的性能是退火窑保温增热的关键,因此应选用质量好、导热系数低的保温棉,并且制作退火窑时应尽量填实、填满。
浮法玻璃退火窑退火窑是浮法玻璃生产线的三大热工设备之一。
他的作用就是建立和维持一个满足退火工艺要求的退火温度制度。
玻璃退火区,需创建匀热和结构调整所必需的、均匀的温度场。
退火后区,要控制好冷却速率,防止玻璃炸裂。
除了要保证玻璃品质和成品率,好的退火窑在设计建造时还应该尽量提高退火效率,缩短退火窑长度,在选择材料和设备时要根据退火窑环境的变化进行调整。
另外退火窑在建造时要充分考虑到它的可操作性。
1.退火基本原理玻璃的退火就是为了减小和消除玻璃中的残余内应力,使其在允许值范围内且合理分布。
在降温过程中玻璃由外表向外散热,所以会照成边部和中间,内部和外部的温度梯度。
由于温度的不均就会在玻璃内形成热应力。
当玻璃温度降到最高退火温度时玻璃开始由弹塑体向弹性体转变。
此时的玻璃仍具有黏弹性,根据玻璃的内应力消除理论,在受到不均匀力的作用时,分子间产生位移和形变,以使玻璃达到平衡,消除由温度梯度而产生的内应力。
在这一温度下玻璃中的95%的应力会在2 min 内消失。
随着温度进一步的降低玻璃会向刚性化方向转变,玻璃表面和边部温度低,它们会先达到体积平衡状态不在收缩,而玻璃内部温度比表面高,还会继续收缩,这是就会产生永久应力。
为了消除和减小永久应力,在玻璃退火区(退火上下限温度之间,10050<∆<t )玻璃的冷却必须要缓慢的进行,以保证玻璃退火质量要求。
当温度低于退火温度时,玻璃基本失去塑性,此时的温度梯度产生的暂时热应力都会随着温度的均衡而逐渐消失。
因此在后退火区可以提高冷却速度,但保证在降温过程中不会应为冷却太猛而造成炸板。
2.退火窑的结构分布根据退火的基本原理,玻璃在不同温度下其冷却速率是不同的。
为了根据不同情况和要求进行退火,以便分区加以控制,以达到提高玻璃退火质量的目的,退火窑被分成了均热预退火区(A 区)、重要退火区(B 区)、后退火区(C 区)、热风循环强制对流冷却区(Ret 区)、冷风强制对流冷却区(F 区)。
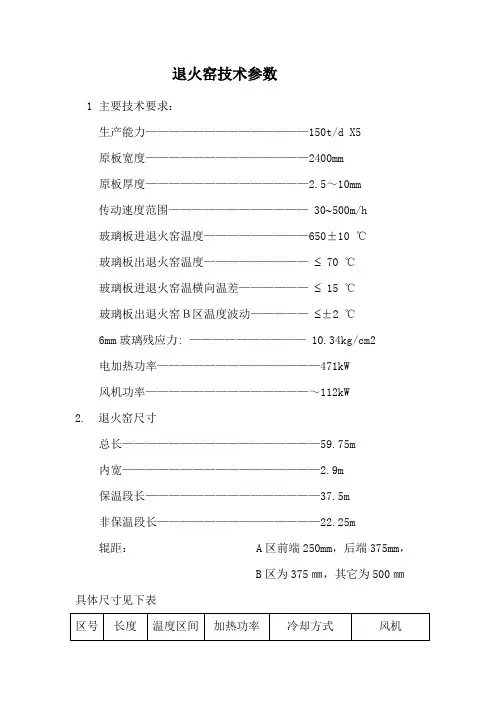
退火窑技术参数1 主要技术要求:生产能力——————————————150t/d X5原板宽度——————————————2400mm原板厚度——————————————2.5~10mm传动速度范围———————————— 30~500m/h玻璃板进退火窑温度—————————650±10 ℃玻璃板出退火窑温度—————————≤ 70 ℃玻璃板进退火窑温横向温差——————≤ 15 ℃玻璃板出退火窑B区温度波动—————≤±2 ℃6mm玻璃残应力: —————————— 10.34kg/cm2电加热功率——————————————471kW风机功率——————————————~112kW2. 退火窑尺寸总长—————————————————59.75m内宽—————————————————2.9m保温段长———————————————37.5m非保温段长——————————————22.25m辊距: A区前端250mm,后端375mm, B区为375㎜,其它为500㎜具体尺寸见下表区号长度温度区间加热功率冷却方式风机(m) (0C)(kW)(台)板上:135A 15.375 600~540辐射顺流冷风2(一用一备)板下:156B 13.125 540~470 板上:135 辐射逆流冷风2(一用一备)C 9 470~370 板上:45 辐射逆流冷风2(一用一备)D 2.25 370~350 自然对流Ret 9 350~210 强制对流热风 1E 2 210~190 自然对流F 9 190~70 强制对流冷风 2 (一用一备)合计59.75 471 93. 退火窑结构退火窑壳体采用全钢全电结构,由若干节组成,根据退火曲线纵向划分为八区,各区内根据玻璃板温度采用不同的加热冷却系统,以便完成良好的退火和合理的降温。
A、B、C区分别为退火窑的退火前区、退火区和退火后区,是退火窑的关键区,直接影响到玻璃的退火质量。