数控联接板冲孔机故障信息定义文件表
- 格式:ppt
- 大小:645.50 KB
- 文档页数:20

FANUC数控机床常见电气故障诊断及维修1.FANUC数控机床常见故障数控机床一般由数控系统,包含伺服电动机和检测反馈装置的伺服系统、强电控制柜、机床本体和各类辅助装置组成,是集机、电、液、气、光高度一体化的现代技术设备。
数控机床维修技术不仅是保障数控机床正常运行的前提,对数控机床的发展和完善也起到了巨大的推动作用。
数控机床出现的故障多种多样,机械磨损、机械锈蚀、机械失效、加工误差大、工件表面粗糙度大、插件接触不良、电子元器件老化、电流电压波动、温度变化、干扰、滚珠丝杠副有噪声、软件丢失或本身有隐患、灰尘、操作失误等都可导致数控机床出故障。
一般情况下,软故障由调整、参数设置或操作不当引起。
硬故障由数控机床(控制、检测、驱动、液气、机械装置)的硬件失效引起。
2.FANUC数控机床常见故障维修数控机床故障的产生是多种多样的。
维修时需要根据现象分析、排除,最后达到维修的目的。
切勿盲目的乱动,否则可能会导致故障更加的严重。
处理故障时,如果出现危及人身安全或机床设备的紧急情况,要立即切断机床电源。
一般情况下,不用马上关掉电源,应保持故障现场不变。
首先从机床外观、CRT显示的内容、主板或驱动装置报警灯等方面进行检查。
可按系统复位键,观察系统的变化,报警是否消失。
如消失,说明是随机性故障或是由操作错误引起的。
如不能消失,把可能引起该故障的原因罗列出来,进行综合分析、判断,必要时进行一些检测或试验达到确诊故障的目的。
3.控系统常见故障维修实例3.1 FANUC 0-M数控铣床3.1.1 FANUC 0-M数控铣床主轴或其它轴运动时出现摆动现象,主要表现在手轮状态下移动主轴,移动一段约20mm距离,主轴出现颤动。
原因是数控系统的参数设置与实际的伺服装置不相匹配。
解决方法:查阅参数设置说明书与伺服装置说明书,将其相应的参数设置进行修改使之匹配。
此类故障往往是由于数控系统的参数受到干扰引起参数变化而导致的故障。
3.1.2 FANUC 0-M数控铣床,主轴拉刀时出现报警故障现象:手动状态下,主轴拉刀时,有时出现报警。

冲孔机是将原材料安装好后,在动力机构的驱动下,冲孔模具作用在材料上,完成冲孔的一种机械设备。
冲孔机可以进行薄片加工,冲压,模压,压纹等强迫金属进入模具的作业。
那么冲孔机常见故障及解决办法是怎样的呢?下面小编为大家简单介绍一下。
冲孔机的故障排除方法:1、冲孔机冲孔后无孔①先检查变压器电源开关是否有电,若没有电,则可能是电源未插好或变压器烧坏。
②检查线卡接口是否接好。
将电脑启动后,出现C:\wB>,输入“Z”,回车,稍后再按“Alt+C”。
开动冲孔机,观察“行、张信号”有无变化(看“无”是否会变为“有”或张计数后面的数是否变化),若没有变化,先检查行张信号线是否磨断。
若行张信号线完好,再确认行、张信号轮上的磁铁所在半径位置是否经过霍尔元件的,确认磁铁是否被挪动,方向是否反置(磁铁方向反置也会导致没有信号)。
若磁铁未被挪动,且其位置正确,则可确定行、张信号的霍尔元件已损坏,换霍尔元件即可。
若以上检查均没问题,则用同样的方法检查行信号是否正常。
2、冲孔过程中出现少孔检查纸版,确定少孔出现在哪一针。
纸版上的孔位与控制它的电磁铁的具体对应关系。
排除方法:转动皮带轮,使电磁铁上的压杆螺钉到低,拨动拉杆,查看拉杆与电磁铁之间是否有间隙,若有间隙,则拧松紧固螺母,拧动螺钉,间隙后拧紧紧固螺母。
冲孔机的常见问题:1、操作突然中止,所有输出无效。
出现这种情况,应先看一下有无警报信息,警报信息将显示具体情况及解决方法。
2、手动操作时,滑台触碰软或硬后,手动操作无效。
为防止误操作引起的损失,滑台触碰软或硬后切换自动,再切换手动后方能动作。
3、冲床实际冲孔数与显示数字不一致、冲孔距离出现跳孔。
先检查冲床上到位接近开关。
冲床到达上死点后,冲上到位开关应常亮,否则将应进行调整。
多计孔数、孔距跳孔等问题一般是由冲床到达上死点后,接触上到位开关后又跳过该开关,造成二次计数。
如冲床上死点未接触上到位开关,滑台将停止不动。
4、如何进行速度调整。
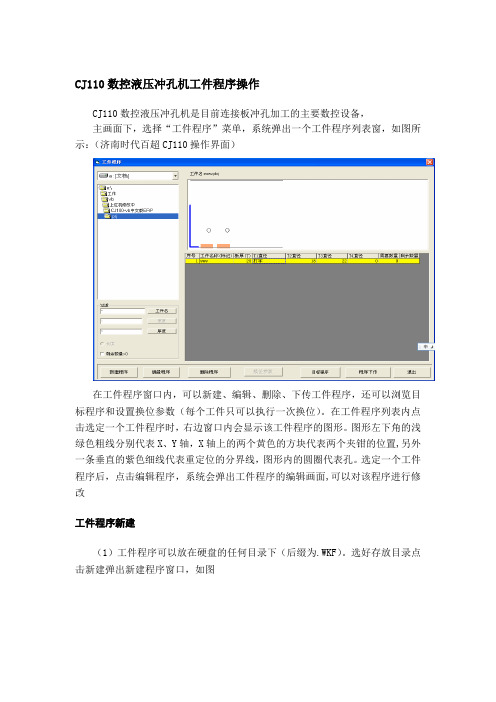
CJ110数控液压冲孔机工件程序操作CJ110数控液压冲孔机是目前连接板冲孔加工的主要数控设备,主画面下,选择“工件程序”菜单,系统弹出一个工件程序列表窗,如图所示:(济南时代百超CJ110操作界面)在工件程序窗口内,可以新建、编辑、删除、下传工件程序,还可以浏览目标程序和设置换位参数(每个工件只可以执行一次换位)。
在工件程序列表内点击选定一个工件程序时,右边窗口内会显示该工件程序的图形。
图形左下角的浅绿色粗线分别代表X、Y轴,X轴上的两个黄色的方块代表两个夹钳的位置,另外一条垂直的紫色细线代表重定位的分界线,图形内的圆圈代表孔。
选定一个工件程序后,点击编辑程序,系统会弹出工件程序的编辑画面,可以对该程序进行修改工件程序新建(1)工件程序可以放在硬盘的任何目录下(后缀为.WKF)。
选好存放目录点击新建弹出新建程序窗口,如图下面对程序代码进行说明。
P:20 (P:数字代表板厚)T1:MK123 (T1,T2,T3定义模具,打字字号或冲孔孔径(孔径必须在T3:22 参数中有定义))T2:18T1 (T1与上面定义对应,即T1代表打字,下面坐标为打字位置)X150 Y150 (X指打字位置X坐标,Y指打字位置Y坐标)T3X70 Y50T3 (T3与上面定义对应,即T3代表孔径为22的孔)X120 Y50T2 (X指孔X坐标,Y指孔Y坐标)X170Y50T2 (与上面相同)X220 Y50M30 (表示编程结束)X0 Y0 (板的轮廓)X0 Y200X300 Y200X300 Y0X0 Y0END (完成)(2)两点线孔在新建或编辑程序时点击新建程序界面中的“两点线孔”弹出两点线孔窗口,填写图表后点击完成,一段线孔的指令代码即插入光标处。
(3)角度线孔如(图时代百超CJ110数控液压冲孔机),其操作方式与两点线孔操作方式相同。
编辑程序点击编辑程序按钮,弹出程序编辑窗口,在此窗口中可对程序进行修改保存新建程序保存:新建程序完成点击保存弹出图窗口,写入程序名字,点击确定即可保存保存路径为工件程序主画面()下选择的路径编辑程序保存:编辑程序完成后点击保存,编辑后的程序将原程序覆盖,保存在目录中换位参数如果板材X方向长度超出了参数中X轴最大范围设定的值,则需要进行换位加工,换位加工需要设置换位参数,如图12。

附录1:SINUMERIK 840D系统报警清单1“Battery alarm power supply〞电池报警原因:电池电压低于规定值。
纠正措施:更换电池后用应答键消除报警。
〔注意:系统必须带电更换电池。
〕3“PLC stop〞PLC停机原因:PLC没有准备。
纠正措施:用编程器PG读出中断原因〔从ISTACK〕并进行分析;分析NC屏幕上的PLC 报警。
4“Invalid unit system〞非法的单位系统说明:在机床数据MD5002中选择了非法的单位组合,即测量系统的单位〔位置控制分辨率〕与输人系统的单位〔转换系数大于10)之间的组合。
纠正措施:修改机床数据位MD5002,然后关掉电源重开。
5“Too many input buffer parameter〞太多的输人缓冲参数说明:当使用“FORMAT USER M.〞软键格式化用户程序存储器时扫描这个报警。
纠正措施:修改机床数据MD5〔输入低一点的数值〕,然后重新格式化程序存储器。
7“EPROM check error〞EPROM检查错误说明:校对“检查和〞发现一个错误。
纠正措施:关掉电源重开,屏幕显示出有缺陷的EPROM,换之。
8“Wrong assignment for axis/spindle"进给轴/主轴分配错误原因:机床数据MD200*或者MD400*或者MD461*设定错误。
纠正措施:检查修改机床数据MD200*、MD400*、MD461*。
9“Too small for UMS〞UMS太小说明:系统启动后,UMS的内容被检查,然后准备一个地址清单。
这个地址清单需要一定量的内存空间,UMS清单太大。
10“UMS error〞UMS错误原因:机床数据MD5015位6被设置,但没有插人UMS,、UMS不能装载,也就是说是空的。
纠正措施:插人UMS,装载UMS〔RAM〕。
11“Wrong UMS identifier〞UMS标识符错误。
数控连接板冲孔机操作规程数控连接板冲孔机操作规程一、安全操作规程1. 操作人员必须熟悉连接板冲孔机的工作原理和结构,掌握操作技能,并具备一定的机械和电气知识。
2. 操作人员必须穿戴好工作服和安全鞋,并佩戴好安全帽和防护眼镜。
3. 在操作之前,必须检查连接板冲孔机的各个部位是否正常,特别是液压系统、电气系统和机械部件。
4. 在操作过程中,不得随意触摸机床的运动部位,如滚轴和机械手等。
5. 遵守机床操作规程,严禁擅自操作或调整机床的参数和设置。
6. 在停机或调整机床参数之前,必须将连接板冲孔机的电源关闭,并进行机床和设备的保养和维护。
7. 不准将普通的工具、设备或工作件置于连接板冲孔机上,以免造成机器损坏或人身伤害。
二、操作规程1. 开机前,检查连接板冲孔机的润滑油是否充足。
如不足,必须加注润滑油。
2. 连接板冲孔机开机后,先进行空载试运转,检查机械部件是否运行正常。
3. 根据冲孔模具的尺寸和冲孔要求,设置好冲孔数据和参数。
在设置过程中,应仔细核对参数,确保准确无误。
4. 将待冲孔的连接板放到工作台上,调整好位置,使用夹具固定。
5. 打开连接板冲孔机的液压系统,使机械手下降到冲孔位置并进行冲孔动作。
6. 冲孔完成后,通过观察连接板的质量,检查冲孔结果是否符合要求。
7. 若冲孔结果不合格,需要调整冲孔参数或更换冲孔模具,然后重新进行冲孔操作。
8. 冲孔完成后,关闭液压系统,将机械手回到起始位置。
9. 关闭连接板冲孔机的电源,进行设备的保养和维护。
三、事故处理规程1. 若发生连接板冲孔机的液压系统故障,应立即关闭液压系统,并联系维修人员进行检修。
2. 若发生连接板冲孔机的电气系统故障,应立即关闭电源,并联系维修人员进行检修。
3. 若发生连接板冲孔机的机械部件故障,应立即停机,并联系维修人员进行检修。
4. 在处理事故时,除维修人员外,其他人员不得擅自进行维修或拆卸机床。
5. 在事故处理完毕后,必须进行相关记录和报告,以便后续的维修和改进。
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
数控连接板冲孔机安全操作与维护保养规程数控连接板冲孔机是一种常用的设备,用于对连接板进行冲孔操作。
但是,由于其高速旋转的冲孔刀具和高功率电机,使用时需要按照安全操作规程进行操作,并进行定期的维护保养工作。
下面将介绍数控连接板冲孔机的安全操作和维护保养规程。
一、安全操作规程:1.员工操作前应熟悉设备的结构、性能和操作方法,了解设备的使用范围和安全注意事项。
2.操作者应穿戴好劳保用品,如防护眼镜、帽子、安全鞋等,避免发生意外事故。
3.操作者应将连接板在工作台上固定好,确保其稳定不会出现滑动或倾倒。
4.在操作过程中,操作者应时刻保持注意力集中,不能有分散注意力或做其他事情。
5.在操作数控连接板冲孔机之前,需要将设备开关处于关闭位置,并拔掉电源插头。
6.操作者应按照设备使用手册的要求进行操作,避免超出设备的使用范围或者误操作导致事故。
7.操作者应保持手部干燥,避免滑动造成切割伤害。
8.当设备发生异常情况时,如异响、冲孔刀具丢失等,操作者应立即停止操作,并通知相关负责人进行检修。
9.设备处于运行状态时,操作者不能将身体、手部或其他物品靠近冲孔刀具区域,以免被切割伤害。
10.操作者应定期检查连接板冲孔机的电路、润滑情况、设备固定情况等内容,确保设备运行正常。
二、维护保养规程:1.定期清洁设备,保持设备表面清洁无杂物,防止其进入设备内部影响运行。
2.定期进行润滑保养工作,如给设备上的润滑点加注润滑油或脂,以减少设备的磨损和摩擦。
3.定期检查设备的冲孔刀具,确认其是否损坏或磨损,及时更换,避免加工质量下降。
4.定期检查设备的电气系统,确认电线是否破损,电路是否正常连接,及时修复或更换故障电线和元件。
5.定期检查设备运行的稳定性,如固定螺丝是否有松动现象,是否需要进行调整。
6.定期进行设备的防护装置检查和维修,如安全护罩是否完好、能否有效防护等。
7.定期进行设备的功能性检查,如数控系统是否正常运行,操作按钮是否灵敏等。
数控机床的故障诊断数控机床是一种典型的机电一体化产品,作为精密金属加工设备,数控机床的各种功能都是基于机械和电气的完美配合。
一台数控机床的品质主要取决于数控机床的机械总成,即机械部件的质量和整机装配的质量。
依靠数控系统的补偿功能来弥补机械上的缺陷或误差的数控机床不可能成为高品质的产品。
数控机床不仅在设计和调试过程中需要机械和电气的密切配合,在故障诊断中更需要机械和电气技术人员精诚协作。
数控冲床在使用过程中可能发生故障,包括机械故障、电气故障、操作故障、编程故障。
数控机床故障的原因是多样的,有的可能是电气元器件的质量问题,有的可能是设汁问题,有的可能是装配问题,有的可能是使用问题。
对出现的故障进行正确、准确地分析,并确定合理的解决方案,使数控机床能够迅速恢复生产,避免今后出现同样的故障,是数控机床的使用者、设计制造者、元器件生产者共同关注的问题。
其实,诊断的过程是复杂的,需要综合的知识。
比如说,数控机床上的某个元器件总出现故障,可能是该器件的质量问题,由于元器件的质量不合格而导致损坏;另外一种可能性是设计问题,在数控机床中没有正确地使用该器件;还有可能是使用问题,因为生产现场的工作环境不符合该器件的工作条件。
再比如,数控机床某轴总出现过载报警,这个故障可能是伺服电机有问题,也可能是机械系统的问题而造成电机过载。
还有很多无报警的故障,比如某些控制逻辑的安全互锁没有设计相应的报警,当互锁条件生效时,无法判断原因;最难处理的是那些随机出现的故障,这些故障的产生机理可能更为复杂,比如电磁兼容性的问题所导致的故障。
数控机床的故障分类(l)按故障内容分类按故障内容分类可分为机械故障和电气故障。
机械故障往往发生在运动部件上,比如丝杠、导轨、轴承、主轴换挡机构、主轴润滑、导轨润滑、液压等。
通常,机械故障是通过电气部件表现出来的。
比如,由于导轨润滑故障导致伺服电机过载报警,或者发现伺服电机温度过高;再比如,伺服电机与丝杠的联轴节松动导致伺服电机与滚珠丝杠之间出现滑动,使得零件报废,或出现刀具损坏的现象。