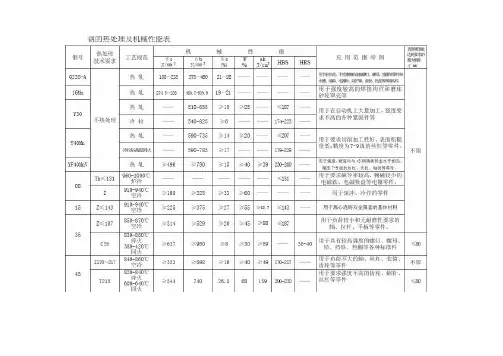
钢号的热处理及机械性能表
- 格式:doc
- 大小:963.50 KB
- 文档页数:10

不锈钢无缝管316不锈钢管cvb1Cr13、2Cr13、3Cr13可采用完全退火、等温退火或低温退火。
⒈1Cr13、2Cr13、3Cr13钢的完全退火钢的完全退火的加热温度一般在Ac3以上50~100℃,实际生产中,通常选用850~880℃。
在充分保温后,采用炉冷或最大不超过50℃/h的速度冷却至600℃左右出炉空冷。
通过完全退火,可较好地完成组织转变过程,获得均匀的铁素体和碳化物的平衡态组织。
完全退火可改善钢材锻造、轧制、铸造等加工后可能存在的不良组织,并为以后淬火、回火热处理提供良好的组织保证;可以完全消除各种应力,降低硬度,便于加工。
锻轧态的1Cr13、2Cr13、3Cr13钢经完全退火后,硬度分别不大于150HB,180HB和210HB。
一些对机械性能、耐腐蚀性能要求不高的零部件可以在完全退火状态下使用。
⒉1Cr13、2Cr13、3Cr13钢的等温退火等温退火是把钢加热到奥氏体化温度(一般采用850~880℃),也可以将钢材锻造或铸造后冷却到这一温度区间,充分保温,再冷却到该钢奥氏体转变最快的温度范围(俗称转变曲线的鼻子部分,为700~740℃)充分保温,使奥氏体充分转变后空冷。
等温退火可以起到完全退火的作用,而且比完全退火缩短了占用加热炉的时间,提高了效率。
在工作实践中还发现,这类马氏体不锈钢的等温退火对改善不良的锻造组织,提高淬火、回火后的力学性能,特别是提高冲击韧性有着特殊的作用。
由某锻造厂提供的一批泵轴,具体成分为(质量%):C,1.10;Si,0.34;Mn,0.36;S,0.01;P,0.028;Cr,11.67;Ni,0.56;Mo,0.30;Cu,0.01。
成分符合该产品泵轴的材料标准。
规定力学性能为:Rm≥690N/mm2;Rp0.2≥550N/mm2,A≥20%,Z≥60%;Akv≥65J。
我们进行几次热处理,Akv平均只能过到46.4~60J,始终达不到65J的标准。

马氏体不锈钢1、常用马氏体不锈钢的钢号、化学成分和性能特点。
1、Cr13型(1)此类钢的化学成分见表2-8表2-81Cr13,2Cr13,3Cr13,4Cr13钢的化学成分,%①①GB1220-92(2)力学性能1Cr13,2Cr13,3Cr13,4Cr13 钢的力学性能分别见表2-9至表2-16。
表2-91Cr13钢的室温力学性能①摘自GB1220,硬度为退火或高温回火后的数值②实际生产检验值,钢材截面尺寸≤60mm表2-101Cr13钢的高温力学性能表2-112Cr13钢的室温力学性能①摘自GB1220,硬度为退火或高温回火后的数值;②实际生产检验值,钢材截面尺寸≤60mm,硬度为退火后硬度值。
表2-122Cr13钢的高温力学性能表2-133Cr13钢的室温力学性能①摘自GB1220,括号内硬度系退火或高温回火后的布氏硬度;②实际生产检验值。
表2-143Cr13钢的高温力学性能表2-154Cr13钢的室温力学性能①摘自GB1220;②实际生产检验值。
表2-164Cr13钢的高温力学性能(3)耐蚀性能1Cr13,2Cr13,3Cr13,4Cr13 钢均具有不锈性。
在室温的稀硝酸以及弱有机酸中也有一定耐蚀性。
1Cr13和2Cr13钢在某些介质中的耐蚀性能见表2-17和表2-18表2-171Cr13钢的耐蚀性能表2-182Cr13钢的耐蚀性能(4)工艺性能包括冷、热加工性能、热处理性能及焊接性能。
1Cr13钢的冷塑性及深冲性、抛光性和切削加工性能均良好,其板材厚度与深冲度的关系见图2-49。
它的热加工温度以850-1200℃为宜,随后需灰冷或砂冷。
它的焊接性能与0Cr13相近,焊后若焊缝需进行机加工时,应进行退火处理。
1Cr13钢的热处理工艺见表2-19。
图2-49表2-191Cr13钢的热处理工艺2Cr13钢冷塑性变形性能、深拉和深冲性以及切削加工性均尚好,它的热加工温度以850-1200℃为宜,随后需砂冷或及时进行退火处理。

常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
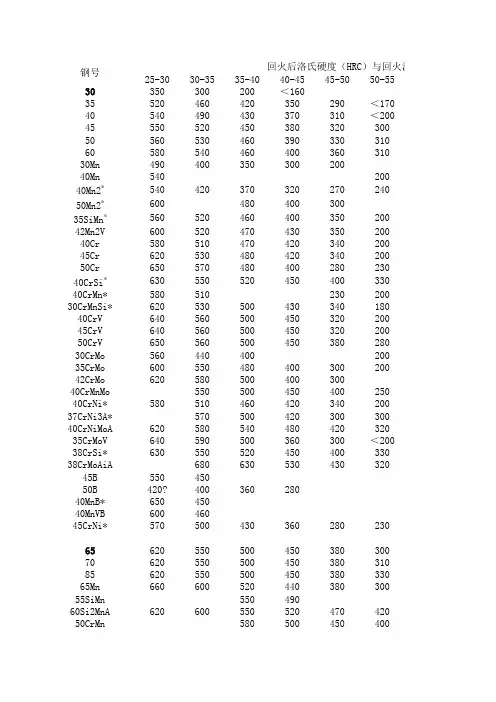
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
25-3030-3535-4040-4545-5050-5530350300200<16035520460420350290<17040540490430370310<20045550520450380320300505605304603903303106058054046040036031030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiMn *56052046040035020042Mn2V 60052047043035020040Cr 58051047042034020045Cr 62053048042034020050Cr 65057048040028023040CrSi *63055052045040033040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*57050042030030040CrNiMoA 62058054048042032035CrMoV 640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032045B 55045050B 420?40036028040MnB*65045040MnVB 60046045CrNi*57050043036028023065620550500450380300706205505004503803108562055050045038033065Mn 66060052044038030055SiMn 55049060Si2MnA 62060055052047042050CrMn 58050045040060Si2CrV460420钢号回火后洛氏硬度(HRC)与回火温度30W4Cr2VA GCr6550500460400300GCr9550500460410350GCr15680580530480420380GCr9SiMn 420350GCr15SiMn 480420350Cr6WV 700650600540450T7(A)580530470420370320T8(A)580530470420370332T10(A)580540490430380340T12(A)5805404904303803409Mn24003409Mn2V 500400320Cr26005304804203209Cr2Mo(W)9SiCr 6706205805204503806SiCr 630590530450380Cr 580530480420350SiCr 440CrMn 590540490430340CrWMn 640600540480420350Cr12650600520470250750700650600550Cr12MoV740670620570530700710650610W 350300W?330280CrW56205505004504003209CrWMn 6205705204703706SiMnV 6005304704005CrMnMo 5805204703802505CrNiMo 7006405504503802803Cr2W8V 700630540<2008Cr3610580510440330Cr4W2MoV W18Cr4V 720700680W9Cr4V2670W12Mo3Cr4V3Co5Si W12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al W9Cr4V2Co10W10Cr4V5Co5550-650℃回火700±10,工频淬后,700系调1Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr136********550500<4009Cr18580320Cr185603001Cr17Ni2650-700550230-50015/20渗碳后35028015Cr/20Cr渗碳后38033020CrMnTi渗碳后20CrMnMo渗碳后12CrNi4(A)渗碳后40031018Cr2Ni4W(A)渗碳后20MnTiB渗碳后30CrMnTi渗碳后35CrMnTiZG35ZG45ZG55400340280ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:1)有“*”者表示回火脆性较大,通常不在250-400℃间回火; 2)回火温度依硬度要求的中值偏上而定;3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度参看序号4参看序号6参看序号10参看序号1555-60>60以下为碳素及低合金钢180180250180<160<180<180220180180200水冷回火作弹簧回火<160230以下为弹簧钢230250230<170380180330<200火温度(℃)的关系备注250<200以下为轴承钢270<180270<180280<200280<180250<180以下为工具钢250、模具钢250250250280250230300100280<200280<200370<250280<180280170 <1000℃淬火 >1000℃淬火380<180960-1030℃淬火550(二次硬化峰值1050-1130℃淬火对应回火温度)240220270<200250<180<200<200200300220550±10二次作热冲模650以下为高速钢640<160<200<180回火570±10℃(三次回火)560±10℃(二次或三次回火)00系调质温度<160550±10℃(三次回火)以下为不锈钢220<150250<200220<160以下为渗碳钢240<180240<180240<180240240<200240<180240<180<180以下为铸钢1804605。