上述精度之间的关系: 接触精度和配合精度是距离精度的基础。 位置精度又是相对运动精度的基础。
装配精度与零件精度的关系:一般来说,零件精度越高,装 配精度就越容易保证,即零件精度是保证装配精度的基 础,但装配精度并不总是完全取决于零件精度。装配精 度的合理保证,应从产品结构、机械加工和装配等方面 进行综合考虑。
应用:适用于配合精度很高,组件很少的情况下。
6-2 达到装配精度的工艺方法
二、分组装配法/选配法 (2)分组选配法注意事项如下: 1) 配合件的公差应相等,公差的增加要同一方向,增大 的倍数就是分组数,这样才能在分组后按对应组装配而 得到预定的装配性质及精度。 2) 配合件表面粗糙度、形位公差必须保持原设计要求, 不能随着公差的放大降低粗糙度要求和放大形位公差。
第六章 机器装配工艺基础
机械设计制造及其自动化
本章提要
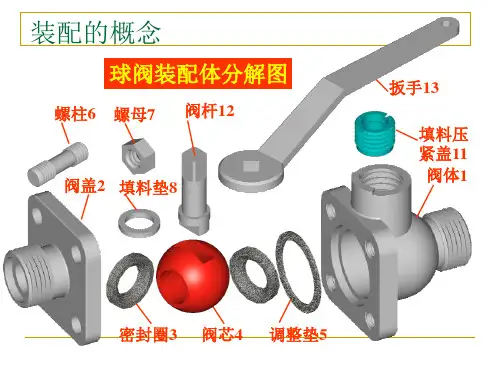
任何机械设备或产品都是由若干零件和部件组成。根据 规定的技术要求将有关的零件接合成部件,或将有关的零件 和部件接合成机械设备或产品的过程称为装配,前者称为部 件装配,后者称为总装配。
本章重点介绍为达到装配精度而采取的四种装配方法、 各自优缺点和使用场合以及以装配精度相关的尺寸链求解算 法。
笨重、批量不大的产 品多采用固定流水装 配,批量较大时采用 流水装配,多品种平 行投产时多品种可变 节奏流水装配
多采用固定装配或固 定式流水装配进行总 装,同时对批量较大 的部件亦可采用流水 装配
装配 工艺方法
按互换法装配,允许 有少量简单的调整, 精密偶件成对供应或 分组供应装配,无任 何修配工作
二、分组装配法/选配法 例:如图所示,连杆小头孔的直径为 2500..00002550mm, 活塞销
的直径为 2500.0025mm, 其配合间隙要求为0.0025mm~0.0075mm, 因此,生产上采用分组装 配法,将活塞销直径公差放大四倍