给汤机参数含义及调节方法
- 格式:ppt
- 大小:8.90 MB
- 文档页数:33
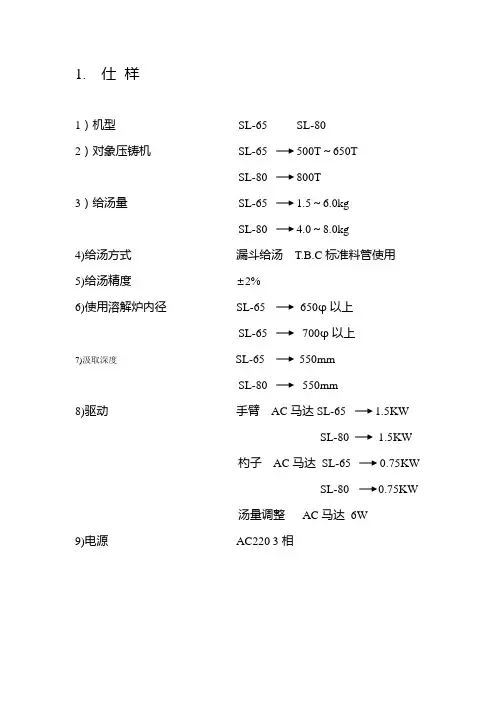
1. 仕样1)机型SL-65 SL-802)对象压铸机SL-65 500T~650TSL-80 800T3)给汤量SL-65 1.5~6.0kgSL-80 4.0~8.0kg4)给汤方式漏斗给汤T.B.C标准料管使用5)给汤精度±2%6)使用溶解炉内径SL-65 650φ以上SL-65 700φ以上7)汲取深度SL-65 550mmSL-80 550mm8)驱动手臂AC马达SL-65 1.5KWSL-80 1.5KW杓子AC马达SL-65 0.75KWSL-80 0.75KW汤量调整AC马达6W9)电源AC220 3相2.安全事项为防止事故,下列事项请注意●给汤机与压铸机之间,身体或身体的一部份必须进入时,必须把给汤机电源[OFF],操作开关[手动-OFF-自动],转至OFF的位置后,把安全棒往上扳以后,再作业.●安全棒未往上板,请勿进入手臂及杓子动作范围内,以免危险.●固定栓往前拉,安全棒往上扳到极限,极限开机变OFF状态,给汤机手动、自动都不会动作。
要运转时请把安全棒往下扳,极限开关变为ON时,才能运转。
●给汤机动作中,安全棒如往上扳,动作会停止。
●杓子汲汤前进中,请勿把安全棒往上扳,杓子内溶汤会溅出而造成危险。
3. 调整3-1手臂驱动用微动开关的调整本机的极限开关已调整完成,手臂后退限LSR与溶解炉的深度有关系安装后,必须位置确认后再作调整,后退待机位置LSW也与溶解炉有关系,有再调整的必要。
1)手臂后退限LSF的高速使用最大的杓子、最少的汲汤倾斜度,手臂往溶解炉内后退至杓子底面与炉底约50mm处停止,在此位置请调整凸输接触LSR微动开关。
汤面低下,杓子如与炉底接触,则会产生危险,请务必再确认调整。
2)LSF后退待机位置注汤后手臂后退,接触此微动开关时停止,把杓子转成汲汤姿势,再调整。
3)LSF手臂前进限此微动开关被接触到时,手臂即停止动作。
4)LSFF手臂前进减速此微动开关被接触到时,前进高速速度变为低速;必须在前进限之前被接触。
压铸给汤机的保养与维护
压铸给汤机是鑫台铭研发生产的压铸周边自动化设备三大件之一,压铸给汤机是通过机械连杆原理来实现从熔炉取合金汤液按理想的轨迹送至压铸机压射室的动作的机械设备。
可单动,也可与压铸机,喷雾机,取件机及冲床联机连线,完成全自动化生产。
给汤机手臂前进/后退及注汤/取汤,由独立变频器控制,提高给汤之速度,增加生产速度,故障率低,操作容易。
下面介绍压铸给汤机的保养及维护。
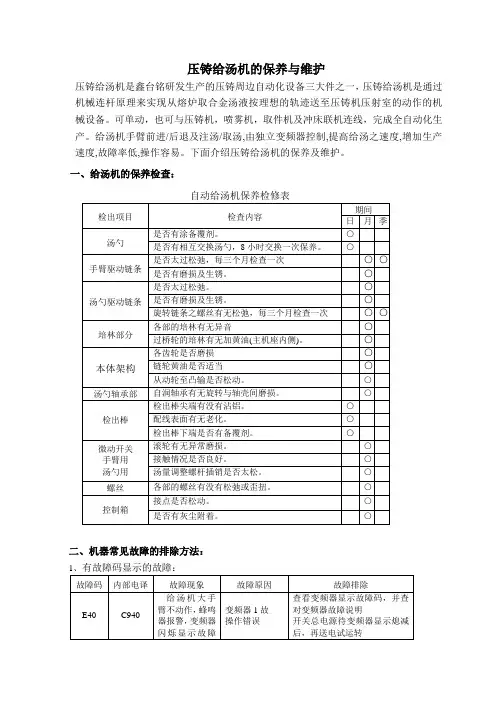
一、给汤机的保养检查:
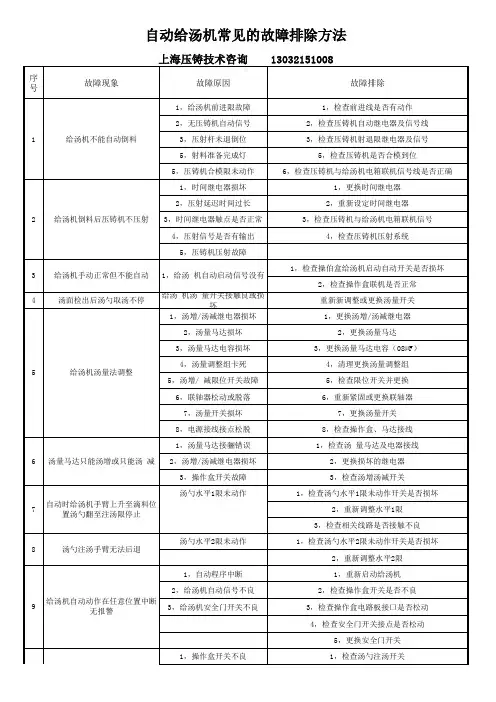
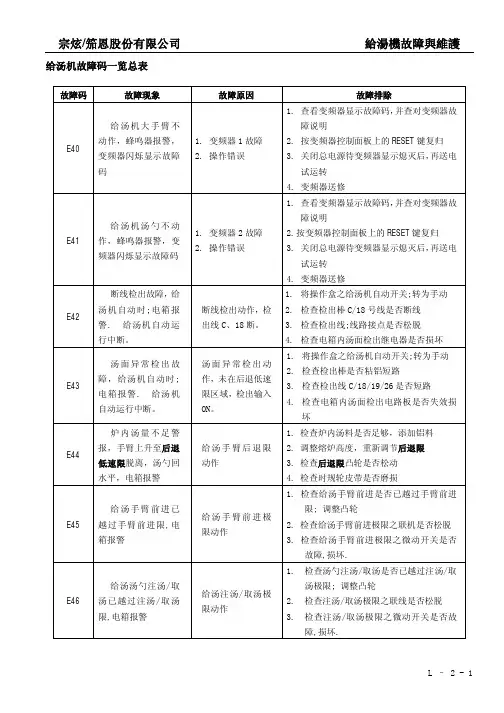
二、机器常见故障的排除方法:。




第三章机器的参数调校第一节机器各参数的含义一、控制面板各参数含义:1、储能时间:打料结束后,液压系统向储能器进行压力补偿的时间。
2、循环时间:从顶针顶出到位到下周期喷雾开始之间的时间。
3、喷雾时间:从喷雾开始到喷雾结束之间的时间。
4、喷雾次数:经过设定的n次循环后,喷雾一次。
5、扫臂时间:从冲头向下到冲头开始之间的时间。
6、顶针时间:开模后, 顶针顶出到顶针回位之间的时间。
7、顶针次数:每个自动循环周期顶针顶出的次数。
8、开模时间:从回锤压下二速吉制到开模开始之间的时间。
9、离咀时间:回锤压下二速吉制到离咀开始的。
10、射料时间:从打料开始到打料结束的时间。
11、扣咀时间:从扣咀到位到打料开始的时间。
12、总压拨码:调节储能、扣前、起压、抽芯时油路的压力。
13、顶针压力拨码:调节顶针动作时油路压力。
14、开模压力拨码:调节开模动作时快速开模段油路的压力。
15、锁模压力拨码:调节锁模动作时常速锁模段油路的压力。
16、低压压力拨码:调节锁模动作时低压锁模段油路的压力。
17、计数器:统计自动循环周期的次数。
18、抽芯1选择:(1)不选择:在自动循环周期中,没有抽芯动作。
(2)选择:在自动循环周期中,有抽芯动作。
19、射咀加热开关:(1)OFF:射咀加热系统停止工作。
(2)ON:射咀加热系统投入工作。
20、鹅颈加热开关:(1)OFF:鹅颈加热系统停止工作。
(2)ON:鹅颈加热系统投入工作。
21、熔炉控制选择开关:(1)OFF:停止工作。
(2)手动:手动起动熔炉加热系统。
(3)自动:按设定的时间(24T)起动熔炉加热系统。
第三章二、各吉制、近接制控制位置含义:1、二速射料吉制:(1)开始压射时,进行一速压射,此时二速压射吉制ON。
(2)当锤头继续向前,离开二速吉制(OFF)后,进行二速压射。
(3)回锤压下此吉制后(ON),方可进行扣后、开模等动作。
2、开模终止吉制:开模过程中感应到此吉制后停止开模动作(ON)。
自动加汤机/调汤机操作说明书一、安装要求:1、安装在台面上,严禁对机器冲水;2、控制器触摸屏与有机玻璃面板间距1.5毫米左右,用塑料垫柱和弹簧垫调整合适;3、接线方法:进线为220V,二相三线,分别为火线,零线,地线。
控制部分及水泵,浆泵经变压后供电为24V。
二、按键功能说明(有图片示意)1、汤一,汤二,汤三键为出汤功能键,点按一下其中一键则设备分别按设定的浓度与汤量进行出汤工作,完成工作则停止,此间所有的功能键输入无效。
2、点按一下热水键则水泵工作设备只出热水,此间其它功能键输入无效,再点一下则停止工作。
3、点按一下浆泵清洗键则浆泵工作,用于料缸内剩余汤料的排出和清洗料缸时污水的排出,此间其它功级键输入无效,再点一下则停止工作。
4、设定键,长按设定键1-2秒钟后控制器解锁进入设定程序,进入设定状态后设定键为切换功能键。
设定键盘为0-9循环,循环至要设定的数字后再按下设定,则进入高额状态。
5、增加键与减少键为设定时的数值增加与减少选择功能键。
6、三、显示与设定说明1、汤量:显示出汤数量,单位毫升,设定范围0-9999毫升;2、比例:显示出汤浓度,用浆与水的比例来表达,比如1:30倍;设定范围:将是0-1份:水是0-999份。
当1定为0时设备只有水泵工作,按设定汤量出水,此功能可能于定量出热水之用;当设定模式为1:000时设备只有浆泵工作,按设定汤量出浆。
3、设定与设定序号显示说明:●长按设定键1秒钟后解锁进入设定程序,设定及序号同时闪烁,设定序号选择范围0-9,设定汤一时选择序号1,设定汤二时选择序号2,设定汤三时选择序号3,设定温度时选择序号4,567三个序号不涉及本说明书的产品,设定与校正浆泵流量时选择8,设定与校正水泵流量时选择9.●点按汤一,汤二,汤三其中一键设备出汤时,屏幕显示对应的出汤序号与其设定值,设备停止工作时屏幕显示最后一次按键的出汤序号与对应的设定值。
4、温度与温限:温显显示当前水箱内水的温度,显示范围0-99度。
给汤机日常保养检查
1.勺子检查
(1)勺子2个替换使用,每天作业前换上涂好被覆剂的勺子进行使用。
换下的勺子需要把附着的铝合金去除掉,再涂上被覆剂。
(2)勺子被覆剂前要预热到50~60·C。
2 润滑检查
(1)减速机内的润滑油(蜗轮蜗杆润滑油N320)要保持在油面计的中间,
润滑油要每半年更换一次,润滑油要加至到油标处。
(2)勺的链条及勺轴不可涂黄油防止高温碳化,不然会造成动作不良。
送汤臂内要定期加石墨粉。
3链条检查
因为链条长期在高温中工作,故链条会拉长,勺子会产生松动现象。
所以,要对链条进行不定期的检查和调整。
最容易松动的是送汤臂内的链条也是最容易损坏的链条,上面的另一根活动臂的链条也要收紧。
拆下保护罩,松开调节螺杆两端的螺母,旋转调节螺杆就可以达到收紧链条的目的。
1. 仕样1)机型SL-65 SL-802)对象压铸机SL-65 500T~650TSL-80 800T3)给汤量SL-65 1.5~6.0kgSL-80 4.0~8.0kg4)给汤方式漏斗给汤T.B.C标准料管使用5)给汤精度±2%6)使用溶解炉内径SL-65 650φ以上SL-65 700φ以上7)汲取深度SL-65 550mmSL-80 550mm8)驱动手臂AC马达SL-65 1.5KWSL-80 1.5KW杓子AC马达SL-65 0.75KWSL-80 0.75KW汤量调整AC马达6W9)电源AC220 3相2.安全事项为防止事故,下列事项请注意●给汤机与压铸机之间,身体或身体的一部份必须进入时,必须把给汤机电源[OFF],操作开关[手动-OFF-自动],转至OFF的位置后,把安全棒往上扳以后,再作业.●安全棒未往上板,请勿进入手臂及杓子动作范围内,以免危险.●固定栓往前拉,安全棒往上扳到极限,极限开机变OFF状态,给汤机手动、自动都不会动作。
要运转时请把安全棒往下扳,极限开关变为ON时,才能运转。
●给汤机动作中,安全棒如往上扳,动作会停止。
●杓子汲汤前进中,请勿把安全棒往上扳,杓子内溶汤会溅出而造成危险。
3. 调整3-1手臂驱动用微动开关的调整本机的极限开关已调整完成,手臂后退限LSR与溶解炉的深度有关系安装后,必须位置确认后再作调整,后退待机位置LSW也与溶解炉有关系,有再调整的必要。
1)手臂后退限LSF的高速使用最大的杓子、最少的汲汤倾斜度,手臂往溶解炉内后退至杓子底面与炉底约50mm处停止,在此位置请调整凸输接触LSR微动开关。
汤面低下,杓子如与炉底接触,则会产生危险,请务必再确认调整。
2)LSF后退待机位置注汤后手臂后退,接触此微动开关时停止,把杓子转成汲汤姿势,再调整。
3)LSF手臂前进限此微动开关被接触到时,手臂即停止动作。
4)LSFF手臂前进减速此微动开关被接触到时,前进高速速度变为低速;必须在前进限之前被接触。
自动给汤机说明书机型:LC 01~10力劲机械厂有限公司L.K. MACHINERY CO.LTD.Ver.1.8(07.11)目录前言1.技术参数 (1)2.使用前 (2)2.1操作说明书的内容 (2)2.2注意事项的记载 (2)3. 机器的搬运与安装 (5)3.1 机器的搬运 (5)3.2 机器的安装 (5)4. 调整 (6)4-1手臂驱动的调整 (6)4-2汤勺驱动的调整 (7)4-3速度调整 (8)4-4各个定时器的调整 (9)4-5给汤量的调整 (10)4-6汤面电极棒的调整 (10)5.运转及操作 (12)5-1动转准备 (12)5-2手动操作 (12)5-3自动操作 (12)5-4试运转 (13)6.保养检查 (14)6-1勺子的保养检查 (14)6-2润滑油 (14)6-3给汤机保养检修表 (15)6-4故障排除 (16)7.动作流程图 (19)8. 电气原理图 (20)前言本公司产品具有设计精良、质量过硬,操作使用简单,维护保养方便的特点,在用户中受到广泛好评。
为了方便用户正确使用本公司的“给汤机”系列产品,特制订本使用说明书。
说明书对“给汤机”系列产品的特点、机器性能和主要技术参数、安装、调试、维护等事项做了比较详尽的描述,用户在使用本公司产品时,请先详细阅读使用说明书,并按其规定进行操作。
技术参数2. 使用前2.1 操作说明书的内容这本手册包含动作说明、操作方式、安装程序、维修及保养。
在要开始使用此机前,请详细阅读这本操作手册。
注意:请勿使用本书中未有介绍的操作方式与程序,因未完全理解操作方式而造成的伤害和意外事故,敞司将不会负责。
请将此手册尽量放在靠近机体处,以供需要时可以就近阅读,并请专人保管。
2.2 注意事项的记载●危险等级表示在此书中的安全注意共分为三个等级,机器运行时会有高度的危险性,故操作时敬请特别安全注意事项3.机器的搬运与安装3.1机器的搬运1、机器在平地搬运时要尽量水平搬运,倾斜角度不得超过25°,以免倾倒而损坏机器。
给汤机工作原理课程重点:1、手臂微动开关调整2、杓子微动开关调整一、给汤机运转1、手动1)手臂动作开关往前进方向押出、汤勺呈水平时,手臂前进注汤位置停止,开关往后退方向押出,手臂会后退至汤面检出位置。
2)手动注汤注汤时开关往注汤方向押下时,汤勺会往注汤方向倾斜,碰到注汤限停止,注汤动作条件是从注汤位置(前进限),锁模到位。
3)手动取汤取汤时,取汤开关,往取汤方向押下,勺子向取汤方向倾斜,取汤动作是从手臂后退低速位置至汤面检出之间。
2、自动1)开关打在自动位置,按下启动按钮,手臂后退至待机位置,勺子成取汤姿势,过待机时间,手臂后退至汤面检出位置,取汤2)取汤时间结束后,汤勺会上升至滴料位置。
,3)滴料计时完成,汤勺恢复水平位置,手臂前进高低速自动切换选前待机,如选后待机,手臂前进需有压铸机型闭信号的指令。
4)前进限停止,异常计时器计时,压铸机合模到位信号到,自动注汤,如异常计时器计时完了,无压铸机合模到位信号,给汤机重新取汤。
5)注汤限压到时,射出延时,开始计时,同时汤勺回转成水平位置。
手臂后退动作。
6)手臂后退到低速限延时。
停止,(即炉上待机位置)汤勺动作处于计量倾斜状态,炉上待机。
二、手臂微动开关调整在调整微动开关时,必须点动开关钮,以免开关调整错误发生危险。
1、手臂后退限在调整时应用最大的杓子,最少的汲汤量,点动汤臂后退到杓子底面与炉底约50mm处停止,在此位置调整凸轮。
(注意:给汤机最大的取汤距离)2、后退低速限(待机位置)点动手臂至炉上10CM。
调整此开关,根据炉子高度,应使汤勺在待机位置停止时,汤勺不会浸入铝汤面。
3、手臂前进低速手动手臂前进到汤勺口与注料口约25cm。
由此位置至手臂前进限为低速动作,即高速前进到注射到注料口之缓冲区。
4、手臂前进限手动手臂前进至注汤位置,当注料口与汤料口成垂直,调整凸轮,在此位置做注汤动作时,汤勺注汤不会倒出料处位置。
三、杓子微动开关调整1、注汤限手臂在炉上位置,(即过后退减速限,点动杓子往注汤方向回转,到杓子汤液不残留在杓子为准)(注意到入料筒处倒汤时,不要碰到头板)2、勺水平I限杓子从取汤状态恢复水平之微动开关,此开关在ON时,马达运转停止尽可能成水平位置。