焊接热处理工艺卡
- 格式:doc
- 大小:119.00 KB
- 文档页数:4
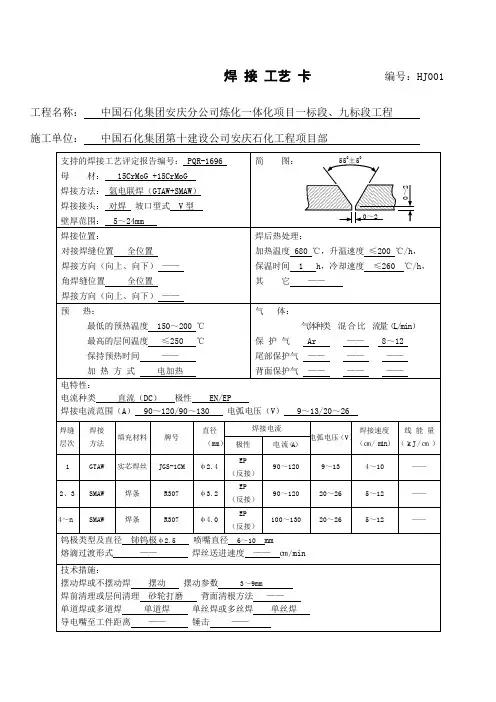
焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。
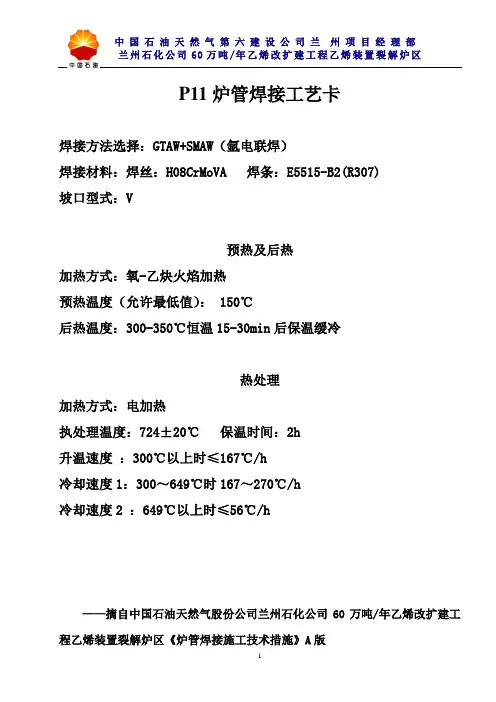
中国石油天然气第六建设公司兰州项目经理部
兰州石化公司60万吨/年乙烯改扩建工程乙烯装置裂解炉区
P11炉管焊接工艺卡
焊接方法选择:GTAW+SMAW(氩电联焊)
焊接材料:焊丝:H08CrMoVA 焊条:E5515-B2(R307)
坡口型式:V
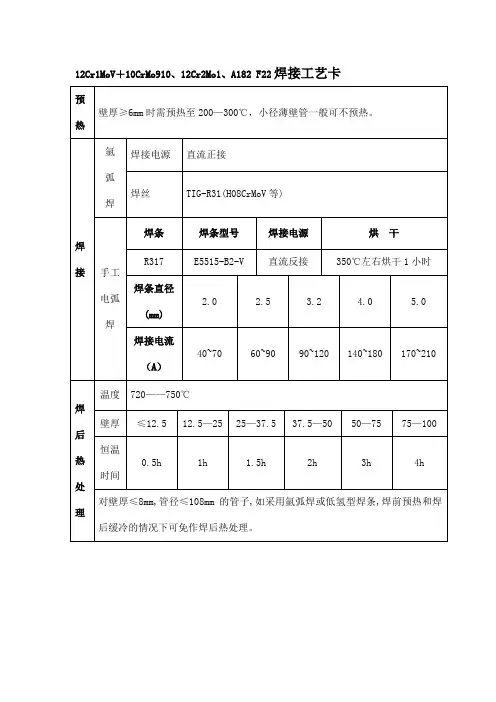
预热及后热
加热方式:氧-乙炔火焰加热
预热温度(允许最低值): 150℃
后热温度:300-350℃恒温15-30min后保温缓冷
热处理
加热方式:电加热
执处理温度:724±20℃保温时间:2h
升温速度:300℃以上时≤167℃/h
冷却速度1:300~649℃时167~270℃/h
冷却速度2 :649℃以上时≤56℃/h
——摘自中国石油天然气股份公司兰州石化公司60万吨/年乙烯改扩建工
程乙烯装置裂解炉区《炉管焊接施工技术措施》A版
1。
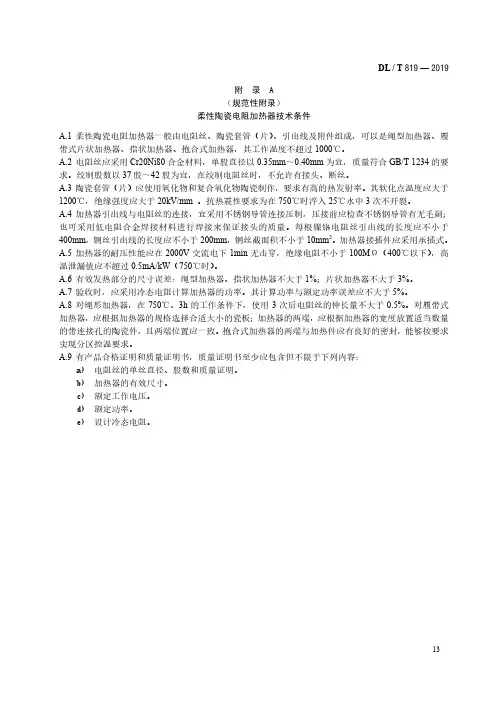
DL / T819 — 2019附 录 A(规范性附录)柔性陶瓷电阻加热器技术条件A.1 柔性陶瓷电阻加热器一般由电阻丝、陶瓷套管(片)、引出线及附件组成,可以是绳型加热器、履带式片状加热器、指状加热器、抱合式加热器,其工作温度不超过1000℃。
A.2 电阻丝应采用Cr20Ni80合金材料,单股直径以0.35mm~0.40mm为宜,质量符合GB/T 1234的要求。
绞制股数以37股~42股为宜,在绞制电阻丝时,不允许有接头、断丝。
A.3 陶瓷套管(片)应使用氧化物和复合氧化物陶瓷制作,要求有高的热发射率。
其软化点温度应大于1200℃,绝缘强度应大于20kV/mm 。
抗热震性要求为在750℃时淬入25℃水中3次不开裂。
A.4 加热器引出线与电阻丝的连接,宜采用不锈钢导管连接压制,压接前应检查不锈钢导管有无毛刺;也可采用低电阻合金焊接材料进行焊接来保证接头的质量。
每根镍铬电阻丝引出线的长度应不小于400mm,铜丝引出线的长度应不小于200mm,铜丝截面积不小于10mm2。
加热器接插件应采用承插式。
A.5 加热器的耐压性能应在2000V交流电下1min无击穿,绝缘电阻不小于100MΩ(400℃以下),高温泄漏值应不超过0.5mA/kW(750℃时)。
A.6 有效发热部分的尺寸误差:绳型加热器、指状加热器不大于1%;片状加热器不大于3%。
A.7 验收时,应采用冷态电阻计算加热器的功率。
其计算功率与额定功率误差应不大于5%。
A.8 对绳形加热器,在750℃、3h的工作条件下,使用3次后电阻丝的伸长量不大于0.5%。
对履带式加热器,应根据加热器的规格选择合适大小的瓷板;加热器的两端,应根据加热器的宽度放置适当数量的带连接孔的陶瓷件,且两端位置应一致。
抱合式加热器的两端与加热件应有良好的密封,能够按要求实现分区控温要求。
A.9 有产品合格证明和质量证明书,质量证明书至少应包含但不限于下列内容:a) 电阻丝的单丝直径、股数和质量证明。
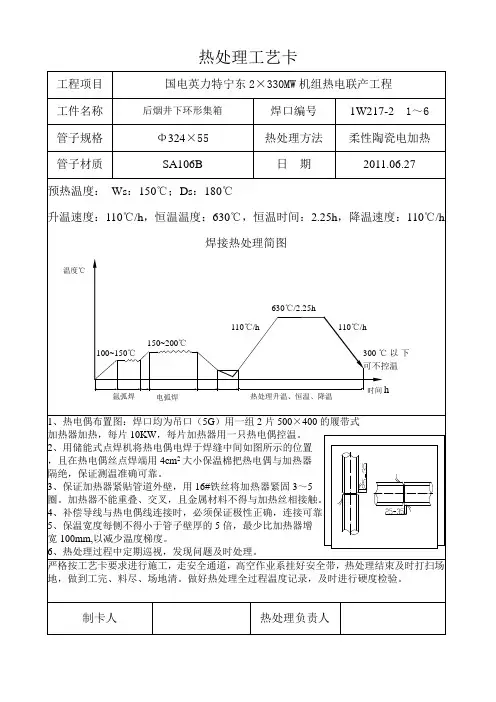
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
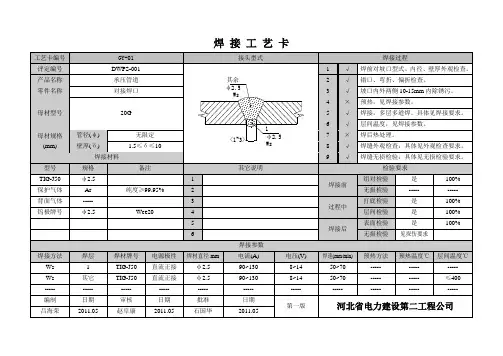
焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()16图号母材3厚度()接头名称筒体纵缝焊接顺序接头型式对接坡口型式V接头编号A1、A2、A3、A4坡口角度(℃)60°焊接工艺评定报告编号钝边() 2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为8条,每2条定位焊缝间距为250,定位焊缝长度为30、厚度为6-10。
3、焊完进行100%无损探伤。
焊接方法直通焊焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度()气体流量()预热温度(℃)型(牌)号直径()极性电流(A)层间温度(℃)焊后热处理定位焊H10ф2直流反接80-11512-1410-168-10焊剂烘干温度250℃封底焊H10ф2.5直流反接115-1512-1410-168-10焊 接 工 艺卡 .:1焊 接 工 艺卡 .: 2钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期 年 月 日审核日期 年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 16图 号母材3厚度()接头名称 筒体环缝 焊接顺序接头型式 对 接 坡口型式 V接头编号B1、B2、B3、B4、B5坡口角度(℃) 60°焊接工艺评定报告编号钝边() 2-6焊缝余高() 焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为28条,每2条定位焊缝间距为12°,定位焊缝长度为30、厚度为6-10。
焊 接 工 艺卡 .:33、焊完进行100%无损探伤。
焊接方法 直通焊焊接 层次 焊接方法填充材料焊接电流 电弧 电压(V) 焊接速度() 气体流量() 预热温度(℃) 型(牌)号直径() 极性 电流(A) 层间温度(℃)焊后热处理 定位焊 H10 ф2 直流反接 80-115 12-14 10-16 8-10 焊剂烘干温度 250℃封底焊 H10 ф2.5 直流反接 115-150 12-14 10-16 8-10钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期年 月 日审核日期年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 8图 号母材3厚度()接头名称 接管与壳体 焊接顺序接头型式对 接卡 .:4焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()8图号母材3厚度()接头名称人孔与壳体焊接顺序接头型式对接坡口型式单边V接头编号D4坡口角度(℃)60°焊接工艺评定报告编号钝边()2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
共1页
焊接工艺指导书工程
名称
良村#1机C修
第1页检修
部位材质20G(Q245)规格δ=6mm 热处理状态/
焊接材料
牌号直径(mm)烘干温度(℃)保温时间(h)备注J427 3.2 350 1
ER50-6 2.0 //
保护气体种类纯度流量(L/min) 备注氩气99.9% 8--12
钨极类型WCe-20 钨极直径(mm) 2.0
焊前预热预热温度(℃)保温方法焊后
热处理
加热温度(℃)时间////
坡口尺寸图
焊接程序图
焊接条件道数焊接方法焊材牌号
保护气体
或焊剂
Φ
mm
电压电流电源极性
1 钨极氩弧焊ER50-6 氩气 2.022V 110A 直流正接
2 焊条电弧焊J427/ 3.222V 110A 直流反接
3 焊条电弧焊J427/ 3.224V 120A 直流反接
焊缝检测要求
外观检查射线探伤
无表面敢接缺陷;圆滑过渡母
材
检测部位合格标准
100%JB4730-94
编制审核批准。
焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-1 焊接工艺评定报告编号: 1产品零部件名称:筒体的纵焊缝,环焊缝,筒体与封头对接焊缝,人孔法兰对焊所按标准名称及编号:GB985-88,GB986-88焊接方法:手工电弧焊双面埋弧焊自动化等级:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊2.焊件壁厚适用范围 -3.管件直径适用范围 -焊接材料1.钨极牌号及规格 -2.焊条牌号及规格 A132,?5mm3.实心焊丝牌号及规格H0Cr20Ni10Ti,?5mm4.焊剂牌号 HJ2605.药芯焊丝牌号及规格 -6.焊带牌号及规格 -7.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -接头坡口形状及尺寸焊件母材4.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊5.焊件壁厚适用范围 -6.管件直径适用范围 -焊接材料8.钨极牌号及规格 -9.焊条牌号及规格 A137、?3.2mm10.实心焊丝牌号及规格 -11.焊剂牌号 -12.药芯焊丝牌号及规格 -13.焊带牌号及规格 -14.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备6.坡口加工方法及要求机械加工7.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理8.焊材清理、烘干方法及要求低温200℃条件下烘干2小时9.焊接衬垫材料牌号及规格 -10.其他 -检测8.超声波检测√ 抽查率 100% 9.磁粉检测 - 检测部位 - 10.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-3 焊接工艺评定报告编号: 3产品零部件名称:罐体与人孔加强圈搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母7.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊产品零部件名称:支座垫板罐体搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材10.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 Q235B 相焊11.焊件壁厚适用范围 -12.管件直径适用范围 -焊接材料22.钨极牌号及规格 -23.焊条牌号及规格 A302,?5mm24.实心焊丝牌号及规格 -25.焊剂牌号 -26.药芯焊丝牌号及规格 -27.焊带牌号及规格 -28.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备16.坡口加工方法及要求机械加工17.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理18.焊材清理、烘干方法及要求低温200℃条件下烘干2小时19.焊接衬垫材料牌号及规格 -20.其他 -检测18.超声波检测√ 抽查率 100% 19.磁粉检测 - 检测部位 - 20.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-5 焊接工艺评定报告编号: 5产品零部件名称:支座筋板与地板所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母13.母材类别号、组别号及钢号类别号 Fe-1-2 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 Q235B 与钢号 Q235B 相焊产品零部件名称:人孔接管与罐体角接所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材16.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊17.焊件壁厚适用范围 -18.管件直径适用范围 -焊接材料36.钨极牌号及规格-37.焊条牌号及规格A137,?5mm38.实心焊丝牌号及规格 -39.焊剂牌号 -40.药芯焊丝牌号及规格 -41.焊带牌号及规格-42.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -。