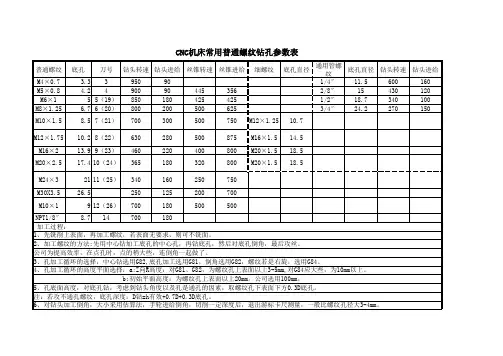
CNC刀具加工深度参考
- 格式:xlsx
- 大小:16.83 KB
- 文档页数:2
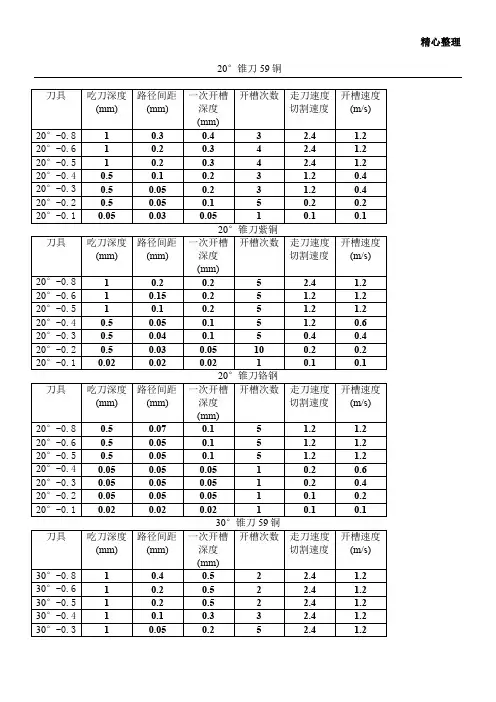
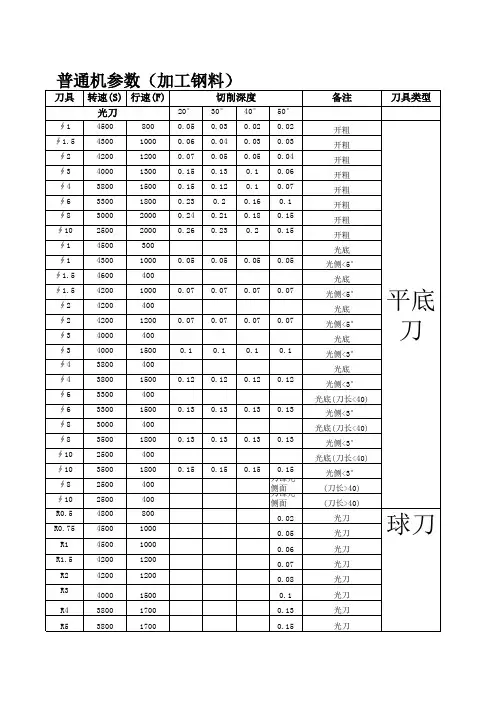
精心整理20°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.8 1 0.3 0.4 3 2.4 1.2 20°-0.6 1 0.2 0.3 4 2.4 1.2 20°-0.5 1 0.2 0.3 4 2.4 1.2 20°-0.40.5 0.1 0.2 3 1.2 0.4 20°-0.30.5 0.05 0.2 3 1.2 0.4 20°-0.20.5 0.05 0.1 5 0.2 0.2 20°-0.10.05 0.03 0.05 1 0.1 0.120°锥刀紫铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.8 1 0.2 0.2 5 2.4 1.2 20°-0.6 1 0.15 0.2 5 1.2 1.2 20°-0.5 1 0.1 0.2 5 1.2 1.2 20°-0.40.5 0.05 0.1 5 1.2 0.6 20°-0.30.5 0.04 0.1 5 0.4 0.4 20°-0.20.5 0.03 0.05 10 0.2 0.2 20°-0.10.02 0.02 0.02 1 0.1 0.120°锥刀铬钢刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)20°-0.80.5 0.07 0.1 5 1.2 1.2 20°-0.60.5 0.05 0.1 5 1.2 1.2 20°-0.50.5 0.05 0.1 5 1.2 1.2 20°-0.40.05 0.05 0.05 1 0.2 0.6 20°-0.30.05 0.05 0.05 1 0.2 0.4 20°-0.20.05 0.05 0.05 1 0.1 0.2 20°-0.10.02 0.02 0.02 1 0.1 0.130°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.8 1 0.4 0.5 2 2.4 1.2 30°-0.6 1 0.2 0.5 2 2.4 1.2 30°-0.5 1 0.2 0.5 2 2.4 1.2 30°-0.4 1 0.1 0.3 3 2.4 1.2 30°-0.3 1 0.05 0.2 5 2.4 1.230°-0.2 1 0.05 0.2 5 1.8 1.2 30°-0.10.05 0.03 0.05 1 0.1 0.130°锥刀紫铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.8 1 0.2 0.3 3 2.4 2.4 30°-0.6 1 0.2 0.3 3 2.4 2.4 30°-0.5 1 0.2 0.3 3 2.4 2.4 30°-0.40.5 0.1 0.1 5 2.4 1.2 30°-0.30.5 0.05 0.1 5 1.8 1.2 30°-0.20.5 0.03 0.1 5 0.4 0.2 30°-0.10.02 0.02 0.02 1 0.1 0.130°锥刀铬钢刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)30°-0.80.5 0.07 0.1 5 1.2 1.2 30°-0.60.5 0.05 0.1 5 1.2 1.2 30°-0.50.5 0.05 0.1 5 1.2 1.2 30°-0.40.1 0.1 0.1 1 1.2 0.4 30°-0.30.1 0.05 0.1 1 1.2 0.4 30°-0.20.05 0.05 0.05 1 0.4 0.2 30°-0.10.02 0.02 0.02 1 0.1 0.1 10°锥刀59铜刀具吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)10°-0.8 1 0.2 0.4 2 2.4 1.2 10°-0.60.5 0.2 0.2 2 1.2 1.2 10°-0.50.5 0.2 0.2 2 1.2 1.2 10°-0.40.5 0.05 0.1 5 0.4 0.4 10°-0.30.1 0.1 0.1 1 0.4 0.4 10°-0.20.05 0.05 0.05 1 0.1 0.1 10°-0.10.05 0.01 0.02 2 0.1 0.12MM螺纹铣刀的加工工艺参数材料吃刀深度(mm) 路径间距(mm)一次开槽深度(mm)开槽次数走刀速度切割速度开槽速度(m/s)59铜 3 0.5 0.5 6 2.4 1.2 铬钢 5 0.05 0.1 5 1.2 1.259铜、紫铜“操作设置”参数切割速度(进给速度)主轴转速落刀延迟落刀速度安全高度慢速下刀开启冷却液根据参数表填入数值24000 0.2 0.4 -1 -1 ok铬钢“操作设置”参数切割速度(进给速度)主轴转速落刀延迟落刀速度安全高度慢速下刀开启冷却液根据参数表填入数值24000 0.5 0.02-0.15刀越小速度越小。
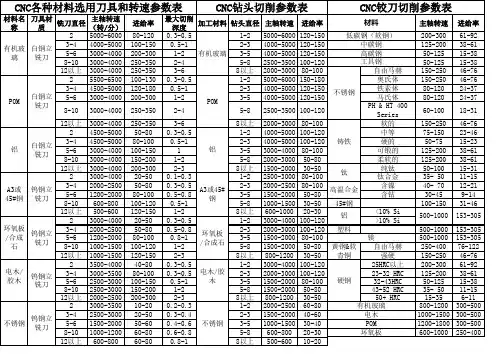
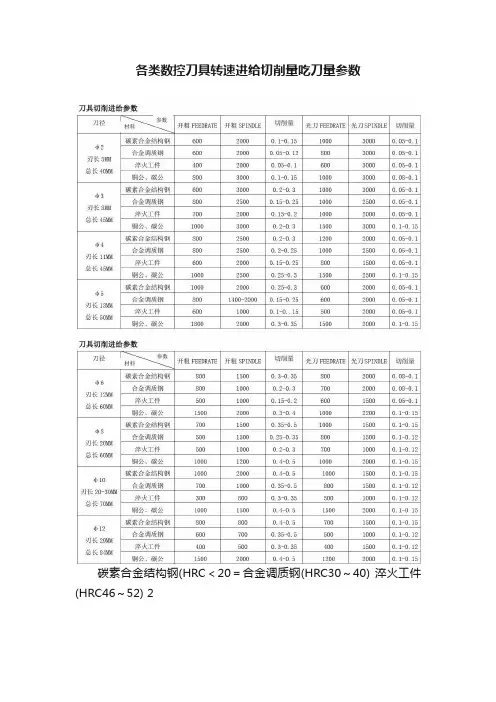
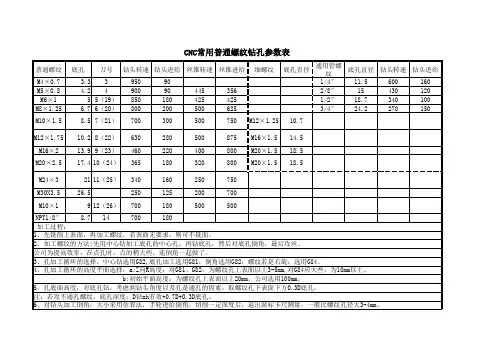
各类数控刀具转速进给切削量吃刀量参数碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10圆鼻刀刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5 D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 1200-1800 0.5-1.5 D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5 D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5 D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5 D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5 D20R0.4 150 200 1300 1500 0.3-0.5 D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.5 10 50 22/70 25-100 2000 500-1500 0.05-0.5 8 45 19/60 20/100 2500 500-1500 0.05-0.5 6 30 13/50 15/100 3000 500-1500 0.05-0.4 4 30 11/50 3500 500-1500 0.05-0.3 2 25 8/50 4000 500-1500 0.05-0.3 1 20 6/50 5000 500-1500 0.05-0.15 R6 75 22/75 22/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量3280-120 60/125 106/186 300-400 500-1000 0.1-1 25 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
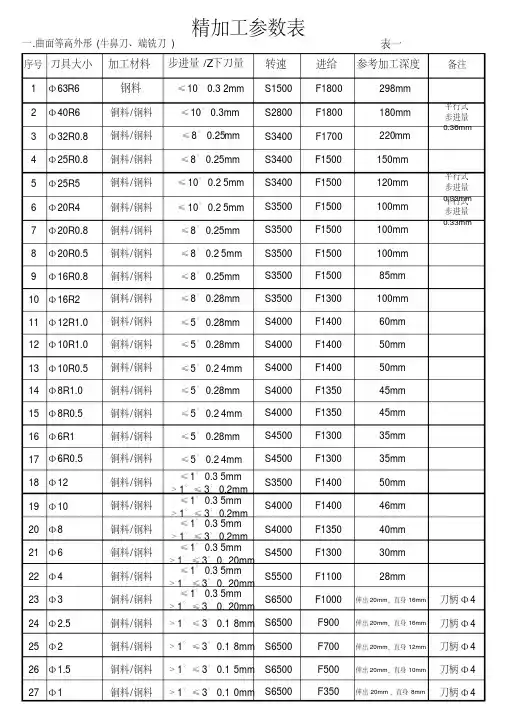
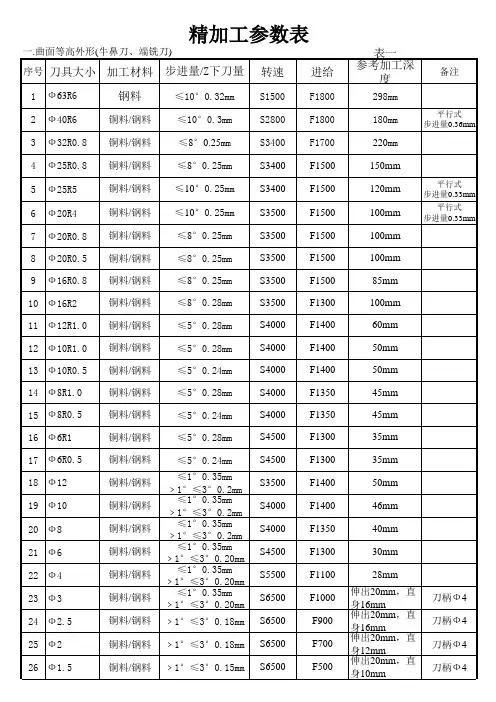
表一序号刀具大小加工材料步进量/Z 下刀量转速进给参考加工深度备注1Ф63R6钢料≤10°0.32mm S1500F1800298mm 2Ф40R6铜料/钢料≤10°0.3mm S2800F1800180mm 平行式步进量0.36mm3Ф32R0.8铜料/钢料≤8°0.25mm S3400F1700220mm 4Ф25R0.8铜料/钢料≤8°0.25mm S3400F1500150mm 5Ф25R5铜料/钢料≤10°0.25mm S3400F1500120mm 平行式步进量0.33mm 6Ф20R4铜料/钢料≤10°0.25mm S3500F1500100mm 平行式步进量0.33mm7Ф20R0.8铜料/钢料≤8°0.25mm S3500F1500100mm 8Ф20R0.5铜料/钢料≤8°0.25mm S3500F1500100mm 9Ф16R0.8铜料/钢料≤8°0.25mm S3500F150085mm 10Ф16R2铜料/钢料≤8°0.28mm S3500F1300100mm 11Ф12R1.0铜料/钢料≤5°0.28mm S4000F140060mm 12Ф10R1.0铜料/钢料≤5°0.28mm S4000F140050mm 13Ф10R0.5铜料/钢料≤5°0.24mm S4000F140050mm 14Ф8R1.0铜料/钢料≤5°0.28mm S4000F135045mm 15Ф8R0.5铜料/钢料≤5°0.24mm S4000F135045mm 16Ф6R1铜料/钢料≤5°0.28mm S4500F130035mm 17Ф6R0.5铜料/钢料≤5°0.24mm S4500F130035mm 18Ф12铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S3500F140050mm 19Ф10铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F140046mm 20Ф8铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F135040mm 21Ф6铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S4500F130030mm 22Ф4铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S5500F110028mm23Ф3铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S6500F1000伸出20mm ,直身16mm 刀柄Ф424Ф2.5铜料/钢料﹥1°≤3°0.18mm S6500F900伸出20mm ,直身16mm刀柄Ф425Ф2铜料/钢料﹥1°≤3°0.18mm S6500F700伸出20mm ,直身12mm刀柄Ф426Ф1.5铜料/钢料﹥1°≤3°0.15mm S6500F500伸出20mm ,直身10mm 刀柄Ф427Ф1铜料/钢料﹥1°≤3°0.10mmS6500F350伸出20mm ,直身8mm刀柄Ф4精加工参数表一.曲面等高外形(牛鼻刀、端铣刀)精加工参数表表二序号刀具大小加工材料步进量/Z 下刀量转速进给1R10铜料/钢料0.20mm S3000F16002R8铜料/钢料0.18mm S3500F15003R6铜料/钢料0.17mm S4000F14504R5铜料/钢料0.16mm S4000F14505R4铜料/钢料0.15mm S4600F13506R3铜料/钢料0.13mm S5000F13007R2铜料/钢料0.11mm S5500F11008R1.5铜料/钢料0.09mm S6000F10009R1铜料/钢料0.08mm S6500F70010R0.75铜料/钢料0.07mm S6500F65011R0.5铜料/钢料0.05mmS6500F350备注:②粗公的步进量在以上基础加0.03mm ;③以上R 刀用“等高外形”加工曲面时,Z 深度(步进量)在以上基础上加0.05mm ;序号刀具大小加工材料转速进给参考加工深度1Ф25铜料S450F250125mm 2Ф20(白钢)铜料S650F350100mm 3Ф20(合金)铜料S2500F85085mm 4Ф16(白钢)铜料S850F40075mm 5Ф16(合金)铜料S2800F80065mm 6Ф12铜料S2400F75050mm 7Ф10铜料S2800F75046mm 8Ф8铜料S3000F75040mm 9Ф6铜料S3200F70035mm 10Ф25R0.8钢料S1800F700150mm 11Ф20R0.8钢料S2000F700100mm 12Ф16R0.8钢料S2200F70085mm①以上参数是相对普通机床对钢料和铜公幼公的加工,高速机的步进量按以上参数,转速、进给以2号机、伸出20mm ,直身10mm 伸出20mm ,直身8mm3号机刀库表为准;④曲面光刀时尽量用“最佳等高”方式加工。