轴上零件的固定
- 格式:ppt
- 大小:3.03 MB
- 文档页数:29

固定方法简图特点轴肩、轴环、轴伸结构简单,定位可靠,可承受较大轴向力。
常用于齿轮、链轮、带轮、联轴器和轴承等定位。
为保证零件紧靠定位面,应使r<c1或r<R0。
轴肩高度a应大于R或c1,通常取a=(0.07~0.1)d;轴环宽度b≈1.4a;与滚动轴承相配合处的a和r值应根据滚动轴承的类型与尺寸的确定(见滚动轴承篇)。
圆柱轴伸见GB/T1569-1990。
套筒结构简单,定位可靠,轴上不需开槽、钻孔和切制螺纹,因而不影响轴的疲劳强度。
一般用于零件间距较小场合,以免增加结构重量。
轴的转速很高时不宜采用。
锁紧挡圈结构简单,不能承受大的轴向力,不宜用于高速。
常用于光轴上零件的固定。
螺钉锁紧挡圈的结构尺寸见GB/T884-1986。
圆锥面能消除轴和轮毂间的径向间隙,装拆较方便,可兼作周向固定,能承受冲击载荷。
多用于轴端零件固定,常与轴端压板或螺母联合使用,使零件获得双向轴向固定。
圆锥形轴伸见GB/T1570-1990。
圆螺母固定可靠,装拆方便,可承受较大的轴向力。
由于轴上切制螺纹,使轴的疲劳强度降低。
常用双圆螺母或圆螺母与止动垫圈固定轴端零件,当零件间距较大时,亦可用圆螺母代替套筒以减小结构重量。
圆螺母和止动垫圈的结构尺寸见GB/T810-1988,GB/T812-1988及GB/T858-1988。
轴端挡圈适用于固定轴端零件,可承受剧烈振动和冲击载荷。
螺栓紧固轴端挡圈的结构尺寸见GB/T892-1986(单孔)及JB/ZQ4349-1986(双孔)。
轴端挡板适用于轴和轴端固定,见JB/ZQ4748-1986。
弹性挡圈结构简单紧凑,只能承受很小的轴向力,常用于固定滚动轴承。
轴用弹性挡圈的结构尺寸见GB/T894.1-1986。
紧定螺钉适用于轴向力很小,转速很低或仅为防止零件偶然沿轴向滑动的场合。
为防止螺钉松动,可加锁圈。
紧定螺钉同时亦起周向固定作用。
紧定螺钉用孔的结构尺寸见GB/T71-1985。


轴上零件的轴向固定方法
在轴上固定零件有多种方法,以下是其中几种常用的方法:
1. 键槽固定法:在轴上加工一个与零件配合的键槽,然后通过键与键槽的配合来固定零件。
通常采用平键、圆键或楔键等形状的键,将其嵌入键槽,通过键的横向力来阻止零件在轴向上的移动。
2. 锁紧螺母固定法:将一个螺母螺纹在轴上,然后用螺纹螺丝将零件与轴紧密连接起来。
通过螺纹螺丝对零件施加压力,从而防止零件在轴向上的松动或滑动。
3. 锥度配合固定法:零件和轴都加工成相应的锥形,通过两者锥面的配合来固定零件。
通常使用锥形销或锥形套来连接零件和轴,通过锥面间的摩擦力来实现零件在轴向上的固定。
4. 段配合固定法:将轴切割成几个段,然后通过螺纹、键槽或其他方式将零件与轴段连接起来。
这种方法通常用于长轴上,可以有效地减少零件与轴之间的径向力,提高固定效果。
以上是几种常用的轴向固定方法,具体使用哪种方法取决于零件和轴的特点以及使用要求。


用螺丝圆环固定在轴上的结构
用螺丝圆环固定在轴上的结构,可能指的是一种用于固定轴上零件的紧固件,通常称为“止动螺丝”或“止退螺丝”。
这种螺丝的特性是在螺母旋转拧紧后,螺母可以与螺丝轴杆之间产生轴向位移,并且能够与螺母固定轴紧配合,从而起到固定轴上零件的作用。
此外,用螺丝圆环固定在轴上的结构还可以是其他几种形式,具体如下:
锁紧挡圈:它是一种带有缺口的弹性环,通常与钢丝螺套一起使用,用于锁紧轴上零件。
将锁紧挡圈套在轴上,将钢丝螺套拧入锁紧挡圈的缺口中,使锁紧挡圈固定在轴上。
自锁挡圈:它是一种带有锯齿的弹性环,用于轴上零件的锁紧。
将自锁挡圈套在轴上,将螺丝拧入自锁挡圈的锯齿中,使自锁挡圈固定在轴上。
轴端挡圈:它是一种带有凸起和缺口的弹性环,通常用于固定轴端零件。
将轴端挡圈套在轴上,将凸起对准轴上的孔,将螺丝拧入缺口中,使轴端挡圈固定在轴上。
轴用圆环:它是一种带有圆环形状的弹性环,通常用于固定轴上零件。
将轴用圆环套在轴上,将螺丝拧入圆环中,使轴用圆环固定在轴上。

轴上零件固定方法
轴上零件的固定方法主要有以下几种:
1. 轴套固定:利用轴套将零件固定在轴上。
轴套通常是一个环状的零件,内径与轴相匹配。
通过将轴套套在轴上,然后将零件套在轴套上,再利用螺母或销钉等将零件固定在轴上。
2. 键槽固定:键槽是一种在轴上切割的槽,通过将零件的特定部位与轴上的键配对,然后利用螺母或销钉等将零件固定在轴上。
3. 紧固螺钉固定:通过在轴上钻孔,然后在零件与轴交接处加入螺纹,并利用螺钉将零件固定在轴上。
这种方法适用于较小的零件和不需要频繁拆卸的场合。
4. 焊接固定:对于需要更加牢固的固定,可以采用焊接的方法将零件与轴结合在一起。
这种方法常用于需要承受较大力的场合,但需要注意焊接的质量和对零件的影响。
以上是常见的轴上零件固定方法,选择适合的固定方法应根据具体情况进行评估,包括零件的大小、形状、承受的力等。
同时,固定方法应符合设计要求,并考虑到维修和拆卸的方便性。


轴上零件的轴向固定方法有哪些轴上零件的轴向固定方法主要有以下几种:1. 键连接固定:将轴上的零件与轴通过键连接紧固,通常使用平键、切键或圆键。
这种连接方式适用于要求较高的转动精度和承载能力的场合。
2. 斜坡连接固定:将轴上的零件与轴通过斜坡连接固定。
斜坡连接固定使用较少,主要用于连接不经常拆卸的零件。
3. 锥形连接固定:将轴上的零件与轴通过锥形连接固定。
锥形连接通过套筒或锥套将零件与轴连接,使其紧密固定。
这种连接方式适用于要求精度较高的场合,如汽车传动轴、风机轴等。
4. 锥销连接固定:将轴上的零件与轴通过锥销连接固定。
锥销连接固定是一种常用的连接方式,它利用锥销套在锥孔内,通过锥形表面的摩擦力将零件与轴连接紧固。
5. 弹性连接固定:将轴上的零件与轴通过弹性连接固定。
弹性连接通常使用套筒、套圈、齿轮等弹性零件,通过它们的弹性变形来实现固定的目的。
这种连接方式适用于要求隔振、补偿轴向位移和缓冲冲击负荷的场合。
6. 胀紧连接固定:将轴上的零件与轴通过胀紧连接固定。
胀紧连接固定是指利用零件内部的胀紧力来使零件与轴固定的方法。
常见的胀紧方式有锥销胀紧、锥套胀紧和扭力套筒胀紧。
7. 粘接连接固定:将轴上的零件与轴通过粘接剂连接固定。
粘接连接主要通过胶黏剂将零件和轴粘接在一起,形成的连接具有较高的强度和密封性。
8. 螺旋连接固定:将轴上的零件与轴通过螺旋连接固定。
常见的螺旋连接方式有螺纹连接和卡箍连接。
螺纹连接通过螺纹对合实现零件与轴的连接,适用于小型零件的连接;卡箍连接通过螺栓或卡箍将零件固定在轴上,适用于重载、高速的连接。
以上是轴上零件的轴向固定方法的主要分类,每种固定方法具体使用的情况还需根据具体的应用场合和零件的形状、材料等因素来进行选择。

轴上零件的轴向定位与固定定位与固定方法简图特点与应用轴肩、轴环结构简单、可靠,能承受较大的轴向力。
一般取a=0.07d+(1~2)mm,b≥1.4a,r<c,r<R,a>c。
安装滚动轴承的轴肩其a值由滚动轴承安装要求确定圆螺母固定可靠,能承受较大的轴向力。
需要防松措施,如图中的双螺母、止动垫圈。
圆螺母、止动垫圈的结构尺寸见GB/T810、GB/T812及GB/T858。
结构较复杂。
螺纹位于承载轴段时,会削弱轴的疲劳强度圆锥面轴和轮毂间无径向间隙,装拆较方便,能承受冲击载荷,多用于轴端零件的定位与固定。
锥面加工较麻烦。
同轴度高但轴向定位不准确。
高速轻载及同轴度要求高时可以不用键,圆锥形轴伸的结构尺寸见GB/T1570弹性挡圈结构简单、紧凑,只能承受较小的轴向力,可靠性差。
挡圈位于承载轴段时,轴的强度削弱较严重。
轴用弹性挡圈及轴槽的结构尺寸见GB/T894.1、GB/T894.2轴端挡圈适于轴端需件的定位和固定。
可承受剧烈的振动和冲击载荷,需采取防松措施,如图中的防松结构。
轴端挡圈的结构尺寸见GB/T891及GB/T892锁紧挡圈结构简单,不能承受大的轴向力。
有冲击、振动的场合,应采取防松措施。
锁紧挡圈的结构尺寸见GB/T883、GB/T884、GB/T885套 筒结构简单、可靠。
适于轴上两零件间的定位和固定,轴上不需开槽、钻孔。
可将零件的轴向力不经轴而直接传到轴承上轴端挡板适于心轴的轴端定位和固定,只能承受小的轴向力页码,1/1轴上零件的轴向定位与固定2016/8/20file:///C:/Users/topworld/Desktop/GZZZ/JXSCDZB/base/jxgcsdzsc/21-01/21-01_ykys...。

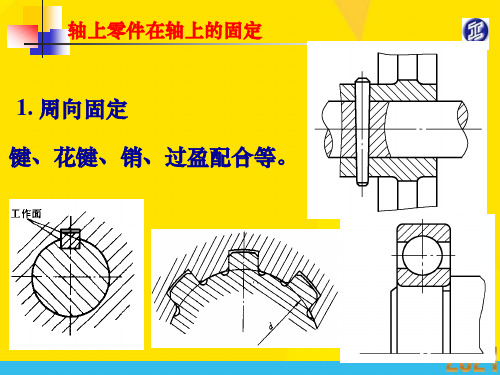
键主要用于轴上零件的轴向固定。
以键主要用于轴上零件的轴向固定键是一种常用的零件连接元件,主要用于轴上零件的轴向固定。
它通过在轴和零件之间产生一种紧密的连接,将两者固定在一起,以实现传递力和转动的目的。
键的作用是通过填充轴上的键槽和零件上的键槽,形成紧密的配合,使得轴和零件之间能够传递力和转动。
在工程中,键的使用非常广泛,特别是在机械设备和传动装置中。
常见的应用包括汽车发动机的曲轴与连杆的连接、机床主轴与传动齿轮的连接等。
键的种类繁多,常见的有平键、圆键、楔键等。
平键是最常用的一种键,它的横截面形状呈矩形,适用于承受较大的轴向力。
圆键是一种横截面呈圆形的键,适用于承受较大的转矩。
楔键则是一种横截面呈楔形的键,适用于承受较大的轴向力和转矩。
不同类型的键在不同的工程应用中具有不同的特点和适用范围。
在选择键的时候,需要考虑多个因素。
首先是键的尺寸,包括长度、宽度和高度等。
键的尺寸需要与轴和零件的尺寸相匹配,以保证连接的紧密性和可靠性。
其次是键的材料选择,常见的键材料有碳钢、不锈钢、合金钢等。
材料的选择需要考虑到键的使用环境和所需的强度和硬度等特性。
此外,还需要考虑键槽的加工和安装方式等因素。
键的安装通常需要一定的工具和技术。
首先需要在轴和零件上加工出相应的键槽,以便键能够正确地插入其中。
然后,将键插入轴槽和零件槽中,通过锤击等方式使其紧密配合。
最后,通过其他连接方式,如螺栓、销钉等,将键固定在轴和零件上,以避免在使用过程中发生松动或脱落。
键的使用要注意一些问题。
首先是键的松动和磨损问题。
由于工作条件的影响,键可能会发生松动或磨损,导致连接失效。
因此,需要定期检查和维护键的状态,并及时更换损坏的键。
其次是键的设计和安装问题。
键的设计和安装需要满足一定的要求,如键槽的尺寸和形状、键与键槽之间的间隙等。
如果设计和安装不当,可能会导致键的失效或损坏。
以键主要用于轴上零件的轴向固定,是一种常见且重要的连接方式。
它能够将轴和零件紧密地连接在一起,实现力的传递和转动。

轴向零件的轴向固定方法
轴向零件的轴向固定方法主要有以下几种:
1.轴肩:轴肩是一种结构简单、可靠且成本低的轴向固定方法,常用于承受较大轴向力的场合,如齿轮、链轮、带轮、联轴器和轴承等定位。
2.套筒:套筒用于轴上相邻零件的轴向固定,结构简单,定位可靠,且不会影响轴的疲劳强度。
适用于零件间距较小的场合,以减轻结构重量。
3.圆螺母:当轴上相邻两零件距离较远,无法用套筒固定时,选用圆螺母,一般用细牙螺纹,以免过多地削弱轴的强度。
4.轴端挡圈:用以固定轴端的轴上零件。
5.弹性挡圈:适用于轴向力较小或仅为防止零件偶然轴向移动的情况。
6.紧定螺钉:在轴向力较小时采用,结构简单,方便调整。
以上就是一些常见的轴向零件的轴向固定方法,每种方法都有其适用范围和优缺点,可以根据具体情况选择合适的方法。

标题:深度探析轴及轴上零件的定位、固定方式及其特点一、引言在机械设计和制造中,轴及轴上零件的定位和固定是至关重要的环节。
它直接影响着机器设备的性能、稳定性和工作效率。
本文将深入探讨轴及轴上零件的定位、固定方式及其特点,以帮助读者更好地理解这一重要主题。
二、轴及轴上零件的定位轴及轴上零件的定位是指将零件准确地安装在轴上,并确保其相对位置的稳定性和精度。
常见的轴向定位方式包括齿连接定位、键连接定位、销连接定位和圆锥套连接定位等。
而径向定位则采用轴承连接、摩擦连接或间隙连接等方式。
1. 齿连接定位齿连接定位是通过轴上的齿和零件上的齿槽来实现,具有承载能力大、传动精度高等优点。
但其缺点是需要加工精度较高的齿形,且装配和调整较为复杂。
2. 键连接定位键连接定位是通过键连接来实现,具有安装简便、传递扭矩大等优点。
但在高速旋转时易产生撞击和振动,需要定期检查维护。
3. 圆锥套连接定位圆锥套连接定位适用于需要频繁安装和拆卸的场合,具有便于装配调整和传递扭矩大的特点。
但需要定期检查套筒处的磨损和变位情况。
三、轴及轴上零件的固定方式轴及轴上零件的固定方式是指将零件牢固地固定在轴上,以防止因振动或工作载荷导致零件移位或脱落。
常见的固定方式包括螺纹连接、圆锥连接、压力连接和液压连接等。
1. 螺纹连接螺纹连接是通过螺纹的啮合来实现零件与轴的连接,具有装拆方便、结构紧凑的特点。
但在高速旋转和大载荷下易产生螺纹松动和磨损。
2. 圆锥连接圆锥连接是通过圆锥套和锥孔的配合来实现连接,具有承载能力大、传递扭矩大的优点。
但要求工作面的加工精度高,装配调整较为复杂。
3. 压力连接压力连接通过套筒和轴之间的压力来固定零件,具有结构简单、防止轴上零件滑动的优点。
但需要保持压力的稳定和均匀,且受温度影响较大。
四、轴及轴上零件定位固定方式的特点不同的定位和固定方式各有其特点,有利于满足不同工作条件下的需求。
在选择时应根据具体的使用要求和环境条件做出合适的决定。

轴上零件轴向固定方法轴上零件的轴向固定一般通过以下几种方法实现:槽孔连接、键连接、销钉连接、螺纹连接和焊接连接等。
1. 槽孔连接:槽孔连接是一种常用的轴向固定方法,通常应用于对于需要调节零件位置的情况下。
它通过在主轴上切割一个槽,并在零件上开设一个配合的槽孔,通过螺栓将零件固定在轴上。
这种连接方式可以实现零件在轴向上的位置微调,并且装卸方便。
2. 键连接:键连接是一种高精度、高可靠性的轴向固定方法。
它通过在主轴上切割一条键槽,并在零件上开设一个与之相配合的键槽,再通过键将零件与主轴连接在一起。
键的形状多种多样,常见的有平键和半圆键。
键连接能够通过键的大小和形状来承受较大的轴向和径向力,并且具有较好的转矩传递效果。
3. 销钉连接:销钉连接是一种简单、便捷的轴向固定方法。
它通过在主轴和零件上分别开设一个或多个孔,将销钉插入孔中,以实现主轴和零件的固定。
销钉连接适用于一些低转速、低负载的情况,具有装卸方便、成本低廉等优点。
4. 螺纹连接:螺纹连接是一种常见的轴向固定方法,常用于需要在轴上进行拆卸和装配的零件。
它通过在主轴和零件上分别开设螺纹孔,再通过螺纹螺栓将零件固定在主轴上。
螺纹连接具有连接可靠、拆卸方便的特点,但需要严格对螺纹尺寸进行控制和配合。
5. 焊接连接:焊接连接是一种将零件永久性连接在主轴上的方法。
它通过在主轴和零件上进行焊接,以实现零件的轴向固定。
焊接连接适用于一些对于轴向移动要求较小且需要承受较大轴向负载的情况,具有较高的连接强度和稳定性。
以上是一些常见的轴上零件轴向固定方法,每种方法都有其适用的场景和特点,根据实际需求选择合适的固定方法非常重要,以确保零件在工作过程中的稳定性和安全性。