第十二章-陶瓷烧成
- 格式:ppt
- 大小:329.00 KB
- 文档页数:27

(四)生料成球生料成球(raw meal nodule)质量是保证立窑煅烧极其重要的环节。
成球质量好、粒度均匀、大小适宜,才能使窑内通风均匀,煅烧良好,从而保证熟料质量,提高窑的产量,降低消耗。
生料成球质量,首先决定于原料质量,特别是粘土性能及生料细度。
生料细度细时,由于细颗粒生料和水结合较强,料球坚实,强度较大。
其次,生料球大小应适宜,粒度要均匀,有足够的孔隙率,这样既可降低阻力损失,又易于使料球烧透,缩短反应时间,提高煅烧速度。
成球水分与料球大小及强度有密切关系。
用水量多,球径增大;水分过少,物料润湿不充分,形成大量小球,既影响料层透气性,又易炸裂。
通常对生料球有如下要求:(1)粒度:8~15mm,球径大小要均匀;(2)料球含水分:12%~15%;(3)料球强度:从1m高处掉下不破裂;(4)料球孔隙率:30%~35%。
近年来开发推广的“预加水成球”,能显著改善成球质量,提高料层的透气性、通风的均匀性和料球强度,是提高立窑产量、质量,降低消耗的一项新的技术措施。
第三节陶瓷的烧成一、烧成的动力机制及方法从热力学观点来看,烧成(firing)是系统总能量减少的过程。
与块状物料相比,粉末有很大的比表面积,表面原子具有比内部原子高得多的能量。
同时,粉末粒子在制造过程中,内部也存在各种晶格缺陷。
因此,粉体具有比块料高得多的能量。
任何体系都有向最低能量状态转变的趋势,这就是烧成过程的动力。
即粉料坯块转变为烧成制品是系统由介稳状态向稳定状态转变的过程。
但烧成一般不能自动进行,因为它本身具有的能量难以克服能垒,必须加高到一定的温度才能进行。
烧成是一个复杂的物理、化学变化过程。
比如特种陶瓷的烧成,有人认为其烧成机制可归纳为:①粘性流动;②蒸发与凝聚;③体积扩散;④表面扩散;⑤晶界扩散;⑥塑性流动等。
实践说明用任何一种机制去解释某一具体烧成过程都是困难的,烧成是一个复杂的过程,是多种机制作用的结果。
烧成大批量的普通陶瓷一般是在隧道窑、辊道窑或梭式窑等窑炉中进行的。
陶瓷烧成过程及影响因素一。
低温阶段温度低于300℃,为干燥阶段,脱分子水;坯体质量减小,气孔率增大。
对气氛性质无要求二中温阶段温度介于300~950℃1.氧化反应:(1)碳素和有机质氧化;(2)黄铁矿(FeS2)等有害物质氧化。
2.分解反应:(1)结构水脱出;(2)碳酸盐分解;(3)硫酸盐分解3.石英相变和非晶相形成。
影响因素加强通风保持良好氧化气氛,控制升温速度,保证足够氧化反应时间,减少窑内温差。
三。
高温阶段1.氧化保温阶段温度大于950℃,各种反应彻底;2.强还原阶段CO浓度3%~5% 三价铁还原成二价铁之后与二氧化硅反应形成硅酸铁。
3.弱还原阶段非晶态(玻璃相)增多,出现偏高岭石===模来石+ SiO2(非晶态)影响因素,控制升温速度,控制气氛,减小窑内温差四。
高温保温阶段烧成温度下维持一段时间。
物理变化:结构更加均匀致密。
化学变化:液相量增多,晶体增多增大晶体扩散,固液分布均匀五。
冷却阶段液相结晶晶体过冷强度增大急冷(温度大于850℃)→缓冷(850~400℃)→终冷(室温)一次烧成和二次烧成对比一次烧成又称本烧,是经成型,干燥或施釉后的生坯,在烧成窑内一次烧成陶瓷制品的工艺路线。
特点:1 工艺流程简化;2 劳动生产率高;3 成本低,占地少;4 节约能源。
二次烧成是指经过成型干燥的生坯先在素烧池中素烧,即第一次烧成然后拣选施釉在进入釉烧窑内进行釉烧第二次烧成特点:1 避免气泡,增加釉面的白度和光泽度;2 因瓷坯有微孔,易上釉;3 素烧可增加坯体的强度,适应施釉、降低破损率;4 成品变形小,(因素烧已经收缩);5 通过素检可降低次品率。
对批量大,工艺成熟质量要求不是很高的产品,可一次烧成,但一次烧成要求坯釉一起成熟,否则损失大,质量下降,应用二次烧成耐火材料的宏观性质1.气孔:开孔、闭孔和贯通孔;2.气孔率:体积百分比真气孔率Pt=(Vc+V o)/Vb×100%闭气孔率Pc= Vc/Vb×100%显气孔率Pa= V o /Vb×100%Vc---闭孔体积;Vo---开孔+贯通孔;Vb---材料总体积Pt= Pc+ Pa 3.密度(g/cm3)体积密度d=M/V视密度或表观密度da=M/(Vc+Vt)真密度dt=M/Vt Vc---闭孔体积;Vt---除气孔外的材料体积;V---总体积;M—质量4.吸水率(%)是指全部显气孔被水填满时,水的质量与干燥材料的质量之比。
第三讲陶瓷烧成技术烧成是将陶瓷坯体在相应的窑炉中进行加热处理,使其发生一系列的物理化学变化,形成预期的矿物组成和显微结构,从而形成固定的外形并获得所要求性能的工序。
烧成时坯体将发生脱水、分解、化合等物理和化学变化,烧成后制品具有一定的机械强度及使用性能。
陶瓷烧成的窑炉主要有隧道窑、辊道窑、梭式窑等。
烧成时的温度制度、气氛制度、压力制度等与产品的质量有直接关系。
因此,烧成过程是陶瓷生产中重要的工序之一。
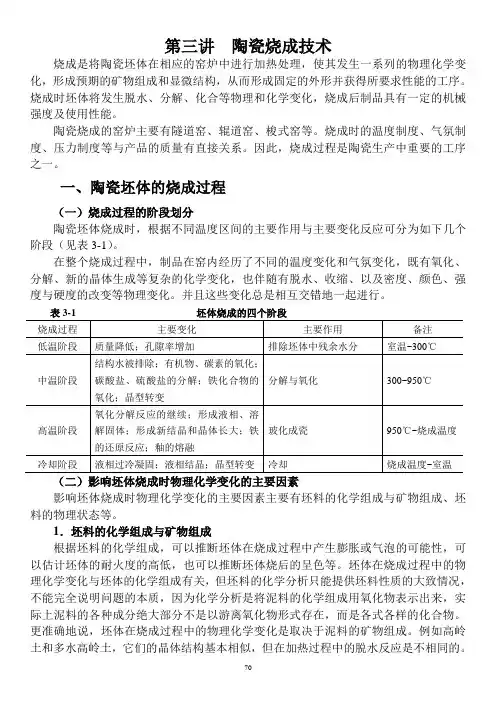
一、陶瓷坯体的烧成过程(一)烧成过程的阶段划分陶瓷坯体烧成时,根据不同温度区间的主要作用与主要变化反应可分为如下几个阶段(见表3-1)。
在整个烧成过程中,制品在窑内经历了不同的温度变化和气氛变化,既有氧化、分解、新的晶体生成等复杂的化学变化,也伴随有脱水、收缩、以及密度、颜色、强度与硬度的改变等物理变化。
并且这些变化总是相互交错地一起进行。
(二)影响坯体烧成时物理化学变化的主要因素影响坯体烧成时物理化学变化的主要因素主要有坯料的化学组成与矿物组成、坯料的物理状态等。
1.坯料的化学组成与矿物组成根据坯料的化学组成,可以推断坯体在烧成过程中产生膨胀或气泡的可能性,可以估计坯体的耐火度的高低,也可以推断坯体烧后的呈色等。
坯体在烧成过程中的物理化学变化与坯体的化学组成有关,但坯料的化学分析只能提供坯料性质的大致情况,不能完全说明问题的本质,因为化学分析是将泥料的化学组成用氧化物表示出来,实际上泥料的各种成分绝大部分不是以游离氧化物形式存在,而是各式各样的化合物。
更准确地说,坯体在烧成过程中的物理化学变化是取决于泥料的矿物组成。
例如高岭土和多水高岭土,它们的晶体结构基本相似,但在加热过程中的脱水反应是不相同的。
即使是同一氧化物,在两种不同的矿物组成中所起的作用也不一定相同,例如游离石英与黏土或长石中的氧化硅,其所起作用的性质就不一样。
同样是氧化硅,在以不同的晶态(石英、鳞石英、方石英)存在时,会表现出不同的特性。
![[整理]陶瓷烧成缺陷及原因分析](https://uimg.taocdn.com/cadf1d35abea998fcc22bcd126fff705cc175c4b.webp)
陶瓷烧成缺陷及原因分析发布时间:2008-8-4 15:07:14 阅读:52 次新闻来源:作者:(一)变形:产品烧成变形是陶瓷行业最常见、最严重的缺陷,如口径歪扭不圆,几何形状有不规则的改变等。
主要原因是装窑方法不当。
如匣钵柱行不正,匣钵底或垫片不平,使窑车运行发生震动,影响到产品的变形。
另外,产品在烧成中坯体预热与升温快时,温差大易发生变形。
烧成温度过高或保温时间太长也会造成大量的变形缺陷。
使用的匣钵高温强度差、或涂料抹不平时也会造成烧成品的变形。
(二)开裂:开裂指制品上有大小不同的裂纹。
其原因是坯体入窑水分太高(大于2%以上),预热升温和冷却太快,导致制品内外收缩不匀。
有的是坯体在装钵前已受到碰撞有内伤。
坯体厚薄不匀,配件(如壶把、咀等)重量过大或粘结不良也会造成制品开裂。
防止的办法是:(1)入窑坯体水分小于2%,车速适当减少冷却量。
(2)装窑时套装操作谨慎,垫片与坯体配方一致。
配件大小、重量与粘接位置恰当。
有的在粘接泥浆中加入10-15%的釉料,可以使咀、把与主体牢固熔接一体,如此可克服开裂缺陷。
(三)起泡:烧制品起泡有"坯泡"与"釉泡"两种。
坯泡分为"氧化泡"与"还原泡"两种。
氧化泡指坯泡外面覆盖釉层,断面呈灰黑色,多形成于窑内低温部位。
主要是瓷胎与釉料中的分解物未能充分氧化,烧失物未完全排除所致。
予热升温快,氧化分解阶段时间短、氧化结束时窑内温度过低,上下温度差过大。
在坯釉料中,碳酸盐。
硫酸盐及有机杂质含量较多等都是造成产品起泡的主因。
此外时装车密度不当、入窑水份高等原因亦须注意。
还原泡又称过火泡,断而发黄,多发生于高温近喷火口处的制品。
主要由于坯体内硫酸盐与高价铁还原不足,强还原气氛不足及烧成温度过高造成。
釉泡系沉积炭及分解物在釉熔前未能烧尽挥发,气体被阻于釉面层中形成。
若延长釉熔时间或适当平烧即可解决。
陶瓷烧窑小作文篇一《陶瓷烧窑:一场奇妙的土与火之歌》我和陶瓷烧窑的缘分,还得从一次乡间旅行说起。
那是个宁静的小村子,路边有个小小的陶瓷作坊,一进去就像进入了一个泥土的魔法世界。
在作坊里,我看到了尚未烧制的陶瓷坯体,它们看起来普普通通的,就像被揉好面人却还没上过色的样子。
有个老师傅正把一摞摞的坯拿进窑里。
那窑看起来就像一个大大的嘴巴,坯体就像是要被吞进去的食物。
我好奇极了,凑上去想一探究竟。
只见老师傅小心翼翼地摆放着每一个坯体,像是摆弄着一件件稀世珍宝。
他说这些坯体摆放可不能马虎,如果不小心碰到或者放置的间距不对,烧出来的陶瓷可就全毁了。
我看着他那专注的神情,就像在对待自己刚出生的孩子。
我在旁边也想帮忙,老师傅笑着让我拿一个小坯体试试。
我紧张兮兮地拿起,那坯体在我手上就像个脆弱的蛋壳,我都不敢用力呼吸,颤颤巍巍地放到指定位置。
一切准备就绪后,就是点火环节了。
老师傅像个神秘的魔法师,轻轻一点,那火焰就呼地一下蹿起来。
窑里一下子亮堂堂的,像个被点燃激情的小宇宙。
我能透过窑的小窗口看到里面的坯体在火焰中微微晃动,好像在接受一场神圣的洗礼。
接下来的几个小时,我就像个虔诚的守护者一样,守在窑边。
随着温度的上升,窑壁也变得滚烫滚烫的。
我时不时去看看那火焰的颜色,老师傅说火焰的颜色能大概反映窑内的温度呢。
刚开始是那种暗暗的红色,就像晚霞的尾巴不小心被塞进了窑里,过了一会儿就变成了明亮的橙色,像个热情奔放的橘子精在窑里撒欢。
我眼睛都不敢眨,生怕错过这奇妙的变化。
这一窑烧完后,当看到那些原本灰扑扑的坯体变成了色彩斑斓、质地光滑的陶瓷,我整个人都惊呆了。
就像目睹了一群丑小鸭瞬间变成了白天鹅。
我拿起一个小小的陶瓷茶杯,那触感、那色泽,无不诉说着这一场土与火共舞的奇妙经历。
这小小的烧窑过程,却像一场盛大而又神秘的庆典,让人回味无穷。
篇二《陶瓷烧窑:从土到宝的神秘之旅》我一直对陶瓷烧窑充满了好奇,就像只好奇的小老鼠想要探寻宝库的秘密。

陶瓷艺术的烧成方法陶瓷品制作完成后,还要经过烧制才能最终成为成品。
那么,你知道陶艺的烧成方法有哪些吗?以下是有我为大家整理的,希望能帮到你。
陶瓷的烧成方法1、素烧法:表面不上釉的作品,直接烧成称为素烧。
素烧可以保留陶瓷作品上的手工痕迹,显现材质的自然和本质的美。
陶的素烧温度为900~1150℃。
瓷的素烧温度为1100~1310℃。
2、本烧法:陶瓷作品坯体表面上釉后,用高温一次性烧成,使坯体完全烧结,釉料完全融化,称为本烧。
烧成温度为1100~1350℃。
3、釉烧法:釉烧分两次烧成,陶瓷坯体经过一次素烧后再上釉,用低温二次烧成,使釉完全融化,烧成温度为900~1000℃。
4、氧化焰法:调整烟道阀门,保证窑内空气充足,定时添加燃料,使燃料在空气中彻底烧尽,由于窑炉氧气充足,则形成氧化焰气氛5、还原焰法:当温度加速升温至高温阶段,放低烟道阀门,使窑炉供养不足,炉内碳素增加,形成还原焰气氛。
6、乐烧法:乐烧采用二次烧成的工艺技术。
第一次素烧,温度为700~900℃。
再上釉,用低温二次烧成。
7、盐烧法:坯体在高温时,将氯化钠直接撒入在燃烧的窑炉中,氯化钠开始挥发,产生纳蒸气,这种纳蒸汽同陶瓷坯体表面的铝与硅产生反应,熔融成釉形成带有肌理的透明釉。
8、熏烧法:熏烧采用素烧和烟熏二次完成的工艺技术。
在素烧完成后再选用木屑、树枝、报纸等作燃料产生浓烟,通过坯体表面的缝隙使碳素附着于作品表面,形成自然的斑迹效果。
9、柴烧法:一种用木柴直接烧陶的方法。
因柴火直接在体坯上留下自然的“火痕”和木柴燃烧后的灰烬落在作品表面形成的“落灰釉”,使得作品色泽温润且有变化。
烧制陶瓷工艺流程烧制陶瓷的关键因素是:泥、釉、火。
为什么有些陶、瓷器会莫明其妙的出现裂纹呢?为什么有时甚至会掉皮釉呢?这不外是在一定温度条件下泥和釉的收缩系数又称膨胀系数不相一致的结果。
有时人们亦会对这种缺陷特意加以利用,传统的开片釉及现代陶艺的一些肌理追求就是利用釉和泥收缩系数不相一致的原理配制出来的。
陶瓷的生产工艺陶瓷是一种广泛应用于生活中的材料,它在建筑、家居装饰、艺术品等领域都有着重要的地位。
下面将介绍一下陶瓷的生产工艺。
首先,陶瓷的生产工艺可以分为原材料准备、制泥成型、干燥和烧成四个主要步骤。
原材料准备是制作陶瓷的第一步。
通常使用的原材料包括粘土、石英、长石、瓷石、石英砂等。
这些原材料需要经过混合、研磨等工序,使其具备合适的成分和颗粒大小。
制泥成型是将准备好的原材料制成所需形状的第二步。
制泥一般有手工制泥和机械制泥两种方式。
手工制泥需要经验丰富的工匠用手将制泥材料进行揉捏和搓磨,使其达到适宜的湿度和均匀的质地;而机械制泥则是使用专业的陶瓷制泥机械完成,其优势是能够大批量地制备制泥材料并确保制泥质量的一致性。
制泥成型完成后,需要对制成的陶瓷进行干燥处理。
常见的干燥方法有自然晾干和机械干燥两种。
自然晾干是将湿度较高的制泥件暴露在空气中,利用自然风干的方式进行干燥;而机械干燥则是通过专门的干燥设备进行加热和适当的通风,以加速陶瓷的干燥速度。
干燥的目的是去除陶瓷中的水分,使其达到适宜的含水率,以便于后续的烧成处理。
最后,烧成是陶瓷制作的最重要的环节之一。
烧成的目的是使陶瓷经过高温处理,使其成型并具备一定的物理和化学性质。
根据烧成温度的不同,可以将烧成分为低温烧成、中温烧成和高温烧成三种类型。
低温烧成通常在800-1000℃之间进行,适用于一些日常用的陶瓷制品;中温烧成一般在1000-1300℃之间,适用于一些建筑和装饰领域的陶瓷制品;而高温烧成则可以在1300℃以上,适用于一些特殊陶瓷制品,如瓷砖、瓷器等。
总的来说,陶瓷的生产工艺包括原材料准备、制泥成型、干燥和烧成四个主要步骤。
在每个步骤中,都需要经过一系列的操作和处理才能最终制成高质量的陶瓷制品。
随着科技的进步,现代陶瓷制造工艺已经逐渐实现了机械化和自动化,大大提高了生产效率和制品质量。
陶瓷材料的烧成制度是为了实现所需的物理、化学和结构特性而设计的一套烧成工艺和规则。
以下是一个基本的陶瓷材料烧成制度的概述:1.烧成温度控制:确定合适的烧成温度范围,以达到所需的材料性质。
根据不同的陶瓷材料类型和成分,确定最佳的烧成温度,并确保温度控制的准确性和稳定性。
2.烧成时间控制:确定适当的烧成时间,以确保陶瓷材料充分结晶和烧结。
根据材料的组成和形状,确定最佳的烧成时间,并严格控制烧成时间的长度,避免过度或不足烧结。
3.烧成气氛调节:根据具体的陶瓷材料要求,选择适当的烧成气氛。
常用的气氛包括氧化性气氛(如空气)和还原性气氛(如氢气),以影响材料的氧化还原状态和色彩表现。
4.烧成速率控制:确定适当的烧成速率,以避免材料在烧成过程中发生应力和裂纹。
对于大型或复杂形状的陶瓷制品,需要逐渐升温或降温,控制烧成速率,确保均匀加热或冷却。
5.烧成介质选择:根据具体要求,选择合适的烧成介质,如炉内的支撑物或烧盘等。
这些介质可以提供稳定的支撑和传热,以保持陶瓷材料的形状和结构稳定。
6.烧成后处理:对于某些陶瓷材料,可能需要进行烧结后的附加处理,如表面抛光、釉料涂覆、装配等,以改善材料的表面质量和使用性能。
7.质量检验:制定相应的质量检验标准和方法,对烧成后的陶瓷材料进行质量检测和评估。
包括物理性能测试(如密度、硬度、强度等)和化学分析(如成分检测),以确保符合所需的规范和要求。
以上是一个基本的陶瓷材料烧成制度的概述,具体的烧成工艺和规则应根据不同陶瓷材料的类型、用途和要求进行具体设计和调整。
重要的是确保烧成过程的稳定性和可控性,以获得高质量的陶瓷制品。
陶瓷工艺学重点1.传统上,陶瓷的概念是指所有以黏土为主要原料与其它天然矿物经过适当的配比、粉碎、成型并在高温培烧情况下经过一系列的物理化学反应后,形成的坚硬物质。
2.釉下彩绘是在素烧或未烧的坯体上进行彩绘,然后施上一层透明釉在高温下烧制而成。
釉中彩是在陶瓷釉上进行彩绘后,在1060-1250C 温度下快速烤烧而成。
在高温条件下,制品釉面软化熔融,使陶瓷颜料渗透到釉层中内部,冷却后釉面封闭,颜料自然沉入釉中。
3.等静压成型是将待压试样置于高压容器中,利用液体介质不可压缩的性质和均匀传递的压力的性质,从各个方向对试样进行均匀加压,使瘠性物料成型致密坯体,也称为等静压法。
第一章原料1.原料的分类方法有以下几类:(1)按工艺特性分为:可塑性原料,非可塑性原料,和熔剂性原料。
(2)按原料的用途:瓷坯原料,瓷釉原料、色料及彩料原料。
(3)按矿物组成可分为:黏土质原料,硅质原料,长石质原料,钙质原料,镁质原料。
(4)按原料的获得方式可分为:矿物原料和化工原料。
2.黏土的分类:按成因分可分为:(1)原生黏土:又称一次黏土,残留黏土,是母岩风化崩解在原地残留下来的黏土;(2)次生黏土,又称二次黏土、沉积黏土,是由风化形成的黏土,经雨水河流的冲刷与漂流及有时外加风力的作用以后,迁移至盆地或水流缓慢的湖泊沼泽地沉积下来,而形成黏土层。
3.按耐火度分类:耐火黏土(耐火度在1580C以上);难熔黏土(耐火度在1350--1580C)易熔黏土(耐火度在1380C以下)4.高岭石(Al2O3.2SiO2.2H2O)5.蒙脱石也叫膨润土(Al2O3.4si2O.nH2O)6.黏土的组成包括:矿物组成。
化学组成,颗粒组成。
7.可塑性:是指泥团在一定外力作用下产生形变但不开裂,当外力去掉以后,仍能保持形状不变,黏土的这种性质称为可塑性。
8.可塑性指数是指黏土的液限含水率与塑性含水率之差。
9.可塑性指标系是指在工作水分下,黏土泥团受外力作用最初出现裂纹时应力与应变的乘积。
第十二章烧结(Sinter)第一节基本概念一、烧结1、烧结的意义烧结是粉末冶金、陶瓷、耐火材料、超高温材料等部门的一个重要工序。
烧结的目的是把粉状物料转变为致密体。
这种烧结致密体是一种多晶材料,其显微结构由晶体、玻璃相和气孔组成,烧结过程直接影响显微结构中晶粒尺寸和分布,气孔尺寸和分布以及晶界体积分数….。
烧结过程可以通过控制晶界移动而抑制晶粒的异常生长或通过控制表面扩散、晶界扩散和晶格扩散而充填气孔,用改变显微结构方法使材料性能改善。
因此,当配方、原料粒度、成型等工序完成以后,烧结是使材料获得预期的显微结构以使材料性能充分发挥的关键工序。
2、烧结的定义宏观定义:一种或多种固体(金属、氧化物、氮化物等)粉末经过成型,在加热到一定温度后开始收缩,在低于熔点温度下变成致密、坚硬的烧结体,这种过程称为烧结。
微观定义:由于固态中分子(或原子)的相互吸引,通过加热,使粉末体产生颗粒粘结,经过物质迁移使粉末体产生强度并导致致密化和再结晶的过程。
由于烧结体宏观上出现体积收缩,致密度提高和强度增加,因此烧结程度可以用坯体收缩率、气孔率、吸水率或烧结体密度与理论密度之比(相对密度)等指标来衡量。
3、与烧结有关的一些概念A.烧结与烧成(firing):烧成:包括多种物理和化学变化。
例如脱水、坯体内气体分解、多相反应和熔融、溶解、烧结等。
而烧结仅仅指粉料经加热而致密化的简单物理过程,烧结仅仅是烧成过程的一个重要部分。
B.烧结和熔融(Melt):烧结是在远低于固态物质的熔融温度进行的。
泰曼发现烧结温度(T S)和熔融温度(T M)的关系有一定规律:金属粉末 T S=(0.3~0.4)T M盐类 T S=0.57T M硅酸盐 T S=(0.8~0.9)T M烧结和熔融这两个过程都是由原子热振动而引起的,但熔融时全部组元都为液相,而烧结时至少有一组元是处于固态。
C.烧结与固相反应:两个过程均在低于材料熔点或熔融温度之下进行的。