步进顺控指令分析解析
- 格式:ppt
- 大小:1.16 MB
- 文档页数:30

第3章 三菱FX 2N 系列可编程控制器的步进指令3.1 顺序控制的概念及状态转移图3.1.1 顺序控制简介机械设备的动作过程大多数是按工艺要求预先设计的逻辑顺序或时间顺序的工作过程,即在现场开关信号的作用下,启动机械设备的某个机构动作后,该机构在执行任务中发出另一现场开关信号,继而启动另一机构动作,如此按步进行下去,直至全部工艺过程结束,这种由开关元件控制的按步控制方式,称为顺序控制。
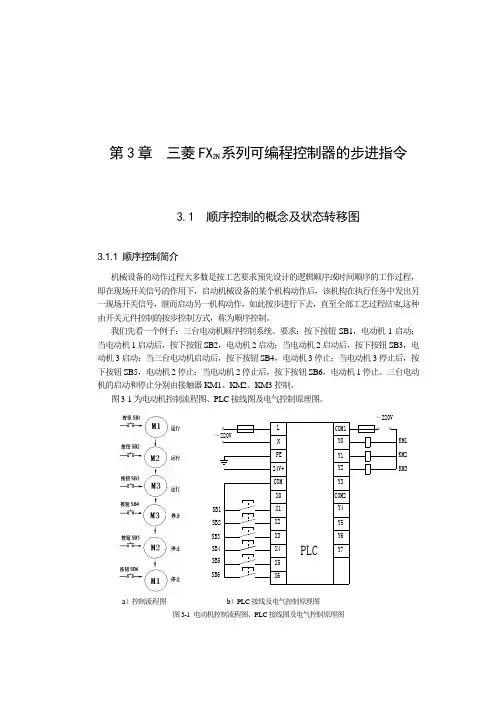
我们先看一个例子:三台电动机顺序控制系统。
要求:按下按钮SB1,电动机1启动;当电动机1启动后,按下按钮SB2,电动机2启动;当电动机2启动后,按下按钮SB3,电动机3启动;当三台电动机启动后,按下按钮SB4,电动机3停止;当电动机3停止后,按下按钮SB5,电动机2停止;当电动机2停止后,按下按钮SB6,电动机1停止。
三台电动机的启动和停止分别由接触器KM1、KM2、KM3控制。
图3-1为电动机控制流程图、PLC 接线图及电气控制原理图。
PLCLN PE COM X0X1X2X3X4X5X624V+COM1COM2Y1Y0Y2Y3Y4Y5Y6Y7~220V~220VSB1KM1SB2SB3SB4SB5SB6KM2KM3a )控制流程图b )PLC 接线及电气控制原理图图3-1 电动机控制流程图、PLC 接线图及电气控制原理图使用基本指令编制的PLC 梯形图程序如图3-2图3-2 三台电动机顺序控制梯形图从图3-3中可以看出,为了达到本次的控制要求,图中又增加了三只辅助继电器,其功能读者可自行分析。
用梯形图或指令表方式编程固然广为电气技术人员接受,但对于一个复杂的控制系统,尤其是顺序控制程序,由于内部的联锁、互动关系极其复杂,其梯形图往往长达数百行,通常要由熟练的电气工程师才能编制出这样的程序。
另外,如果在梯形图上不加上注释,则这种梯形图的可读性也会大大降低。
3.1.2 状态转移图基于经验法和基本指令编写复杂程序的缺点,人们一直寻求一种易于构思、易于理解的图形程序设计工具。

xCp乚C步进顺序控制指令
xCp乚C步进顺序控制指令是一种程序控制指令,常用于工业控制
系统中。
该指令能够按照预定的顺序,控制系统中各个元件的工作状态。
在使用xCp乚C步进顺序控制指令时,需要在程序中编写相应的代码。
该代码由一系列的指令组成,每个指令对应着一个具体的操作。
指令
的执行顺序取决于程序的结构,具体的执行方式由编程语言的语法规定。
在编写xCp乚C步进顺序控制指令时,需要注意指令的准确性和严谨性。
每个指令都必须符合编程语言的语法规定,否则程序可能无法正
常运行。
此外,还需要考虑程序的可读性和可维护性。
通过使用规范
的编码风格和命名方式,可以使程序更易于阅读和理解,并提高程序
的可维护性。
总之,xCp乚C步进顺序控制指令是工业控制系统中的重要指令,能
够有效地控制系统中各个元件的工作状态。
在编写该指令时,需要注
意指令的准确性和严谨性,同时还要考虑程序的可读性和可维护性。
只有通过规范的编码方式,才能保证程序的质量和可靠性,为工业控
制系统提供有效的支持。