端子机通用作业指导书
- 格式:xls
- 大小:842.00 KB
- 文档页数:1
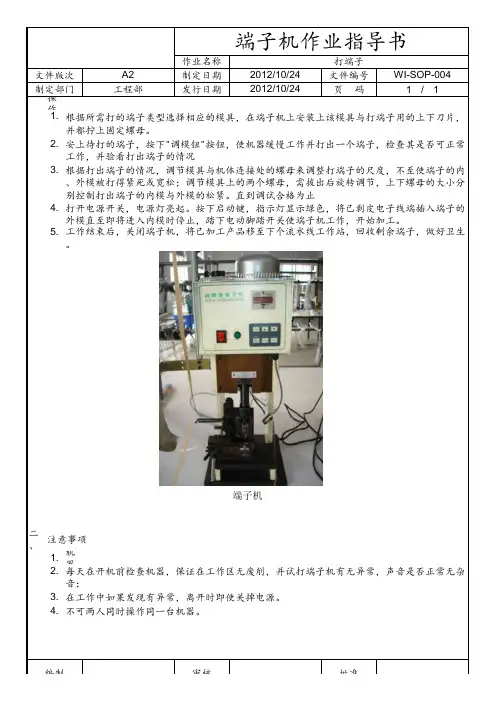
1/1一、操作步骤
二、1.机器运转中手不可以放入模具下方;
3.4.制定日期2012-10-24文件编号WI-SOP-004端子机作业指导书
作业名称打端子文件版次
A2打开电源开关,电源灯亮起。
按下启动键,指示灯显示绿色,将已剥皮电子线端插入端子的外模直至即将进入内模时停止,踏下电动脚踏开关使端子机工作,开始加工。
工作结束后,关闭端子机,将已加工产品移至下个流水线工作站,回收剩余端子,做好卫生。
制定部门工程部
发行日期2012-10-24页 码
根据打出端子的情况,调节模具与机体连接处的螺母来调整打端子的尺度,不至使端子的内、外模被打得紧死或宽松;调节模具上的两个螺母,需拔出后旋转调节,上下螺母的大小分别控制打出端子的内模与外模的松紧。
直到调试合格为止
根据所需打的端子类型选择相应的模具,在端子机上安装上该模具与打端子用的上下刀片,并都拧上固定螺母。
1.安上待打的端子,按下"调模钮"按钮,使机器缓慢工作并打出一个端子,检查其是否可正常工作,并验看打出端子的情况
2.3.4.5.编制审核批准不可两人同时操作同一台机器。
每天在开机前检查机器,保证在工作区无废削,并试打端子机有无异常,声音是否正常无杂
音;
2.端子机
注意事项
在工作中如果发现有异常,离开时即使关掉电源。
组别No工位号图24图4补充事项:*1、作业不能按标准书进行时;安全注意事项:1、工作台面要时刻保持整洁。
*2、机械、治工具发生故障时;2、切下的五金端子皮倒入垃圾桶。
*3、作业中连续出现不合格品时;!!应迅速联系负责人并接受指示。
4、该设备适用于小端子的啤压。
◎每个人的作业中最重要的是致力于品质,制定 我们要站在客户的立场上去生产制品!修改①修改②*设备出现故障,需要做调整时,应首先关掉电源,然后再进行操作,绝对不允许在带电的情况下进行操作!*具体标准参照图3、4,一般端子拉拔力≥2KGF.CM5、使用该设备啤压的端子,端子拉拔力≥2KGF.CM 与BOM 上要求一致,已裁好,并已剥好线皮*以避免设备长时间运转后,设备的参数出现偏差,造成线的长度和开线效果出现不良。
②一种线加工完成后,在胶盆上贴上标贴,注明该线所用机型、线的规格及数量。
*注意所裁线要标识好,避免混乱。
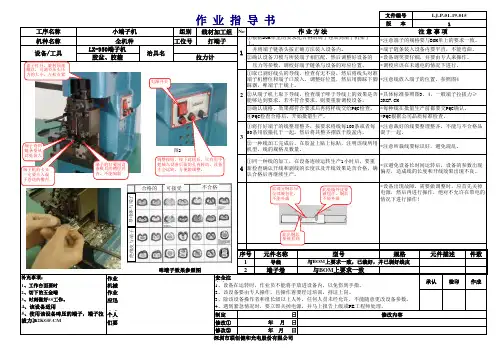
①取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上。
*注意线放入端子的位置,参照图4③确认规格、效果都符合要求后再将样线交给PQC检查。
④PQC检查合格后,开始批量生产。
*每种线在批量生产前都要交PQC确认。
*PQC根据公司品质标准检查。
LJ-P-01-19-015版 本1线材加工组作 业 方 法作 业 指 导 书文件编号注 意 事 项工序名称小端子机机种名称全机种打端子1并将端子链条头按正确方法装入设备内。
①同一种线的加工,在设备连续运转生产1小时后,要重新检查确认开线和剥线的长度以及开线效果是否合格,确认合格后再继续生产。
②从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求。
若不符合要求,则要重新调校设备。
①将打好端子的线整理整齐,按要求将线每100条或者每50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。
*注意端子的规格要与BOM单上的要求一致。
压力等参数,调校好端子链条与设备的对应位置。
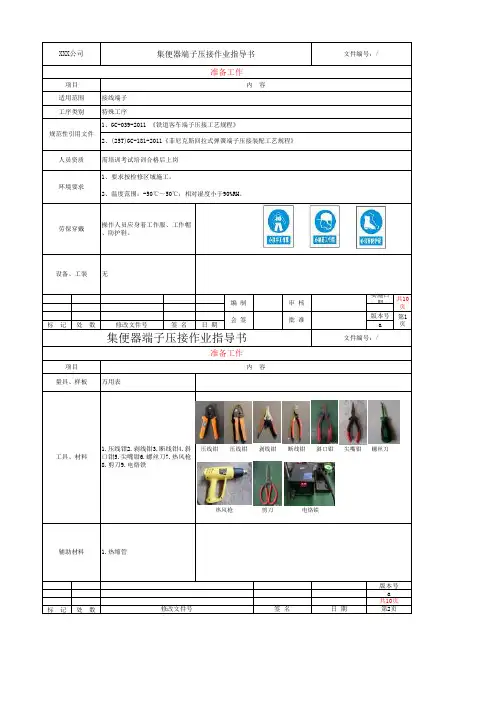
实施日期版本号标 记处 数签 名日 期a压线钳压线钳剥线钳断线钳斜口钳尖嘴钳螺丝刀剪刀标 记处 数XXX公司集便器端子压接作业指导书文件编号:/准备工作项目内 容适用范围接线端子工序类别特殊工序1、GC-039-2011 《铁道客车端子压接工艺规程》2、(25T)GC-181-2011《菲尼克斯回拉式弹簧端子压接装配工艺规程》规范性引用文件人员资质需培训考试培训合格后上岗1、要求按检修区域施工。
2、温度范围:-50℃~50℃;相对湿度小于90%RH。
编 制审 核修改文件号集便器端子压接作业指导书文件编号:/准备工作项目内 容会 签批 准热风枪电烙铁辅助材料 1.热缩管工具、材料1.压线钳2.剥线钳3.断线钳4.斜口钳5.尖嘴钳6.螺丝刀7.热风枪8.剪刀9.电烙铁版本号a 共10页修改文件号签 名日 期第2页共10页第1页设备、工装操作人员应身着工作服、工作帽、防护鞋。
劳保穿戴环境要求无万用表量具、样板项点标 记处 数项点标 记处 数作业内容作业标准/照片5、螺接冷压端子压接5.4、端子压接过程中不许间断做其他无关事情,端子放入压接钳内,压接点应平放位接线筒的正中位,不许偏移,在压膜压力作用下压接端子沿导线线芯四周产生机械压缩变形,压模重新张开,取出端子,在任何情况下,压接操作应一步到位,不得在相同压痕处重复压接操作。
5.5、端子压接后压痕应沿周向均布,端子不应有弯曲、扭曲,端子的变形只允许由压接工具压模形成,导线线芯应全部被压线筒增齐包裹,不得外漏、断股,在导线绝缘层末端与压线筒口之间,导线线芯裸露的部分不应松股成鸟笼状向外突弯,导线绝缘层不得进入压线筒,压接后的压线筒不得有裂纹、裂口或者飞边现象。
版本号a 6.1、6平方毫米及以下电缆的接线座采用带预紧压力的笼式弹簧式接线端子,出现导线(或插针)无法插入笼式端子时,可选用笼式弹簧端子的型号比线径大一号,导线压入笼式端子前加装冷压端子压接。
共10页修改文件号签 名日 期第7页集便器端子压接作业指导书文件编号:/集便器端子压接作业指导书作业内容作业标准/照片6.2、压接与笼式端子相匹配的管状端子,再用插针伸入方孔内,沿接线孔内侧壁插入并撬动使弹簧打开,然后顺势将螺丝刀插到底,弹簧则完全打开,将导线的绝缘层伸入端子圆孔内2毫米至3毫米,拔出螺丝刀,即线接好。
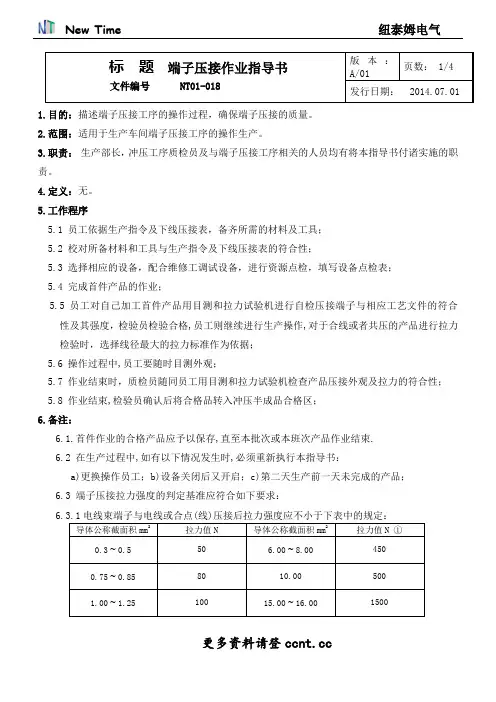
标题端子压接作业指导书文件编号 NT01-018 版本:A/01页数: 1/4 发行日期: 2014.07.011.目的:描述端子压接工序的操作过程,确保端子压接的质量。
2.范围:适用于生产车间端子压接工序的操作生产。
3.职责:生产部长,冲压工序质检员及与端子压接工序相关的人员均有将本指导书付诸实施的职责。
4.定义:无。
5.工作程序5.1 员工依据生产指令及下线压接表,备齐所需的材料及工具;5.2 校对所备材料和工具与生产指令及下线压接表的符合性;5.3 选择相应的设备,配合维修工调试设备,进行资源点检,填写设备点检表;5.4 完成首件产品的作业;5.5 员工对自己加工首件产品用目测和拉力试验机进行自检压接端子与相应工艺文件的符合性及其强度,检验员检验合格,员工则继续进行生产操作,对于合线或者共压的产品进行拉力检验时,选择线径最大的拉力标准作为依据;5.6 操作过程中,员工要随时目测外观;5.7 作业结束时,质检员随同员工用目测和拉力试验机检查产品压接外观及拉力的符合性;5.8 作业结束,检验员确认后将合格品转入冲压半成品合格区;6.备注:6.1.首件作业的合格产品应予以保存,直至本批次或本班次产品作业结束.6.2 在生产过程中,如有以下情况发生时,必须重新执行本指导书:a)更换操作员工;b)设备关闭后又开启;c)第二天生产前一天未完成的产品;6.3 端子压接拉力强度的判定基准应符合如下要求:6.3.1电线束端子与电线或合点(线)压接后拉力强度应不小于下表中的规定:导体公称截面积mm2拉力值N 导体公称截面积mm2拉力值N ①0.3~0.5 50 6.00~8.00 4500.75~0.85 80 10.00 5001.00~1.25 100 15.00~16.00 15001.50~2.00 150 20.00~25.00 19002.50~3.00 200 35.00 22004.00~5.00 270 ≥50.00~120.00 2700①接点或一个端子同时连接两根以上电线时,选择截面积最大的电线测量拉力6.3.2 有特殊要求的端子的拉力强度按具体的工艺要求来执行。

端子机操作指引范文端子机是一种用于连接、插拔和切换电缆、线束和连接器的设备,广泛应用于电子设备的制造和维护过程中。
本文将介绍端子机的操作指引,包括设备准备、连接电缆、插拔连接器和注意事项等方面。
一、设备准备1.确认端子机的工作区域整洁干净,并将工作区域固定好,以避免机器晃动或移动。
2.检查端子机的电源线是否连接正常,并确保电压稳定。
3.检查端子机的刀具是否安装正确,如需要更换,请按照设备说明书进行操作。
4.打开端子机的电源开关,待设备进入正常工作状态后,开始进行下一步操作。
二、连接电缆1.将要连接的电缆两端剥开外皮,露出导线。
2.使用钳子或剥线钳将每根导线端部的绝缘层剥开约10毫米,确保导线的金属部分暴露出来。
3.将剥开的导线依次插入端子机上对应的插槽中,注意保持导线的顺序和方向一致。
4.使用手轮或按钮控制端子机压紧导线,确保导线牢固地接触端子,并具有良好的连接性能。
5.检查每个连接点的质量,确保插头与导线之间没有松动,以免产生电气接触故障。
三、插拔连接器1.确认待插拔的连接器和端子机插座的匹配性,避免因连接不良而产生电气故障。
2.将连接器的插针与端子机上的插座对准,并轻轻插入,确保插针与插座端子之间正确接触,并且连接稳定。
3.注意插拔连接器的方向和顺序,避免损坏连接器或产生电气短路。
四、注意事项1.操作端子机时必须注意自身安全,避免手指被机器夹到或触电。
2.在操作过程中应保持警惕,防止异物掉入机器内部,以免影响设备正常工作。
3.切勿对设备进行未授权的操作或维修,避免损坏机器或造成安全风险。
4.定期对端子机进行维护保养,例如清洁和润滑等操作,以确保设备的正常工作和寿命。
5.如果在使用端子机的过程中出现故障或异常情况,应立即停止操作,并寻求专业人员的帮助进行排除故障。
总结:端子机是一种重要的设备,广泛应用于电子设备制造和维护的过程中。
操作端子机需要保证设备准备齐全,连接电缆和插拔连接器时要小心谨慎,遵守注意事项,以确保设备正常工作和操作安全。
一.目的:明确设备操作步骤与方法,指导操作员安全正确使用本设备。
二.适用范围:适用于本公司装配部端子机设备。
三.操作步骤及注意事项:(一)刀片的安装端子机的刀片一般有4片(上内刀、上外刀、下内刀、下外刀)松开上刀螺丝与下刀螺丝后,将刀片放入下图所示的位置(上下刀的内刀的开口比外刀的开口小,切勿将内刀与外刀放反)。
安装上刀片时需注意观察刀片的开口处,需根据您的端子及电线调节好上内刀与上外刀的落差,一般上外刀的开口需比上内刀的开口高出一些。
然后重新锁紧上下刀螺丝即完成刀片的安装。
装刀片的时候刀片一定要对准,不要压到2边的其他东西,不然很容易打坏刀片。
(二)穿端子刀片调节完毕后,您即可将端子穿入模具内,需将端子先固定在放料架上,依次通过导板,过料板,端子切刀。
下面对如何让端子穿入过料板与切刀进行讲解:然后需调节滑料片的位置,使端子刚好露出和送料小爪所在的孔一样的下一个端子的料带孔。
送料小爪在方孔,滑料片需盖住其他孔,露出下一个端子的方孔即可。
至此,模具的调校工作巳全部完成,您可以将电线放入正确的刀口下,以手动模式压接一个端子看一下效果如何,如果效果不理想,可根据上面的说明再行调节。
如果效果很理想,您可以将机器切换到自动模式脚踏开关连续工作即可,如下图所示。
(三)注意事项:1.操作者必须经过培训考核合格方能上岗。
2.开机前必须检查电路,压线模具是否安装正确,压着力是否合适,紧固件是否有松动,调试扳手是否拿掉。
3.确认无异常方可开机使用。
4.端子机工作时,机器前方严禁站人,防止飞刀伤人。
5.设备突发故障必须迅速切断电源,要请专业维修人员维修,不得私自拆卸。
1超静音端子机使用前注意事项NOTED BEFORE USE1:要设置在平稳没有振动的地面或机面,要有充分的散热空间。
To set the ground without vibration, there should be sufficient heat dissipation space.2:基本电源为220V交流电,要使用和机器一起提供的专用电源插座。
并且使用合格和符合用电要求的插座板。
The power supply is 220V AC, and use the special power socket provided with the machine. And use qualified and meet the electrical requirements of the socket board.3:要使用专用安全合格的插座板,请确认适当的作业温度(0~~40摄氏度)。
安全温度的电压。
To use a special safe socket plate, please confirm the appropriate operating temperature (0~~ 40℃). The voltage of the safe temperature.4:长时间不用机器,一定要拔掉电源线的插头,并用防护用具将机器盖好保养等等。
Do not use the machine for a long time. Be sure to unplug the power cord and cover the machine with protective equipment. 5:不要把机器放在温度较高的地方,或者光线直射的地方。
Do not make the machine in a place with high temperature or direct light.6:请勿改造机械,改造控制电路等,会引起滑块落下两次误动作!Do not modify the machine, the control circuit, and so on, will cause the slider to fall two missteps.7:请勿拆下安全装置或者及改变安装位置。
1超静音端子机使用前注意事项NOTED BEFORE USE1:要设置在平稳没有振动的地面或机面,要有充分的散热空间。
To set the ground without vibration, there should be sufficient heat dissipation space.2:基本电源为220V交流电,要使用和机器一起提供的专用电源插座。
并且使用合格和符合用电要求的插座板。
The power supply is 220V AC, and use the special power socket provided with the machine. And use qualified and meet the electrical requirements of the socket board.3:要使用专用安全合格的插座板,请确认适当的作业温度(0~~40摄氏度)。
安全温度的电压。
To use a special safe socket plate, please confirm the appropriate operating temperature (0~~ 40℃). The voltage of the safe temperature.4:长时间不用机器,一定要拔掉电源线的插头,并用防护用具将机器盖好保养等等。
Do not use the machine for a long time. Be sure to unplug the power cord and cover the machine with protective equipment. 5:不要把机器放在温度较高的地方,或者光线直射的地方。
Do not make the machine in a place with high temperature or direct light.6:请勿改造机械,改造控制电路等,会引起滑块落下两次误动作!Do not modify the machine, the control circuit, and so on, will cause the slider to fall two missteps.7:请勿拆下安全装置或者及改变安装位置。
适用范围:本作业指导书适用于导线截面积0.75mm2~10mm2铜质导线、低烟无卤导线、耐高温导线的压接端子的连接。
表1压线工具清单工具名称工具型号导线截面(mm2)检定有效期检定标准压线钳HS-03250.75~2.56个月参见附表3压线钳HSC86-40.25~6.06个月参见附表31.操作方法1.1剥去导线的绝缘层1.1.1使用工具剥线钳,电工刀,螺丝刀,卷尺。
1.1.2技术要求剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。
绝缘层剥去的长度应符合图1~图3的要求,使用笼式端子免接线端子时绝缘层剥去的长度应符合表1规定的要求;非正面接线及其他笼式弹簧接线不知道剥线长度时,先把专用螺丝刀插入接线端子的工艺方孔中,使接线端子弹簧孔张开,把电线插到接线端子圆孔最深处(遇到阻力为止),取出专用螺丝刀,插入专用螺丝刀,取出导线,此时导线压痕距离导线端头的长度即为该接线端子端线长度。
图1图2图3附表1端子规格(mm2)剥线长度(mm)1.5(笼式)WAGO端子8~92.5(笼式)WAGO端子8~94(笼式)WAGO端子9~106(笼式)WAGO端子12~1310(笼式)WAGO端子12~1316(笼式)WAGO端子16~171.1.3检验方法采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm。
使用卷尺目测。
非正面接线及其他笼式弹簧接线要求剥线长度正确。
卷尺目测。
1.2清洁接触面在接线端子与导线插装之前,将剥开的线芯和接线端子仔细清理干净,要求裸露导线光洁无非导电物和异物,接线端子内部清洁。
检验方法为目测。
1.3线芯插入接线端子套剥开的线芯插入接线端子套时,将所有的线芯全部插入端子中。
检验方法为目测。
1.4接线端子冷压接将导线端子压接到导线上,需要专用压线钳压接。
本节检验方法均为目测。
1.4.1导线的截面要与接线端子的规格相符。
超静音端子机操作指导书(ISO9001-2015)一、操作步骤1.1将端子挂在端子机支撑杆上,并用挡块挡住端子圈,避免端子圈倾斜;1.2更换端子相应匹配的刀头;1.3把组合好的上刀模放在端子机刀模槽内,再把压导模用内六角锁好,切记有突出端放置在左边;1.4把组合好的下刀模放在端子机刀模槽内,再把压模块用内六角螺丝锁紧;1.5把端子头慢慢的穿到刀头下面,在穿端子的时候用手压刮刀,否则端子不能穿过去,注意刮刀尖要正好放在端子圈内,便于端子自动向前;1.6调节红色圈内螺杆,微调端子的坐标,使其端子正好在刀头下面;1.7插上市电220V,打开电源开关,在操作按键中,调到手动,按向下键,查看端子是否还要左右微调;1.8调节向下压端子力度,调节到力度适中(向前不会卡死,不会向后倒退);1.9将待打端子线放在端子上,刀口下,按面板键上的向下键,直至压到底端,查看端子是否压紧;1.10调节刀头行程,控制压线的松紧(根据线规不同,所调节的行程不一样);1.11操作按键设置成自动,用脚踩脚踏开关,端子每压一次,脚就踩一下脚踏开关。
二、注意事项2.1作业过程中,若机器出现异常,先关掉电源,并及时请机修人员进行维修调试;2.2非指定人员严禁私自调试或拆装机器零部件;2.3作业中,机器电源未断开,禁止手指或身体任何部位进入冲压范围,以免造成工伤事故;2.4作业中,若需要离开工作岗位,必须关闭电源方可离开;2.5更换端子时,必须先断开电源,再进行更换作业,严禁在机器运作中进行更换;2.6作业中,若有端子卡在刀模内,必须用剪刀或挑针清除后,再继续作业;三、维护保养3.1脚踏开关不良:换新;3.2出现连打:请检查接近开关;3.3保险丝熔断:换新;3.4机械动作迟钝:每日加黄油1-3次于滑块和模具油孔,机械工作环境温度(-2至50℃);3.5马达故障(冒烟,臭味):马达180W整换,注意马达电压;3.6模具卡住,无法上下移动:用扳手转动主轴尾部螺丝,使主轴带动滑块上下移动,带动冲头,看上下铆刀是否碰伤、刮伤端子、卡住上刀;3.7刀模更换:更换刀模时,将机器处于手动状态;3.7.1模具整体高度调节:3.7.1.1松开冲头压紧螺丝;3.7.1.2用小圆棒转动调节丝杆(圆周上共有六个等分孔);3.7.1.3顺时针为上、逆时针为下(每转动一个等分孔为0.25毫米),调整冲。