常用铣刀的种类及加工特点
- 格式:doc
- 大小:10.80 KB
- 文档页数:2
八种常用铣刀的名称和用途在机械加工过程中,铣刀是一种重要的切削工具,其作用是对加工物料进行切削、铣削等加工。
鉴于铣刀的种类极其丰富,下文将从材质类别、形状类别、硬度类别等不同维度,为读者介绍八种常用的铣刀及其用途。
第一类:石墨铣刀石墨铣刀材质密度大,韧性和强度都比较好,可以在断裂撞击时不会产生碎屑。
其主要用途是加工硬度较高的金属材料,如耐磨钢、合金钢等。
此外,石墨铣刀也经常用于加工各类工模,深受模具加工厂家的欢迎。
第二类:球头铣刀球头铣刀是一种形状独特的铣刀,其与常规铣刀的不同之处在于其前端为球形,从而进一步增加了铣削的难度和复杂度。
这种铣刀主要用于加工复杂形状的零件以及凹陷部位的加工工艺,例如制作球面、倒角等。
第三类:T型槽铣刀T型槽铣刀是一种硬度比较高的砂轮铣刀,可用于加工淋型铸造、铝板、镁合金等材料。
由于其特殊的切削形状和锋利度,这种铣刀的适用范围也比较广泛,可用于钢铁冶炼、造船、汽车工业、航空航天等多个领域的铣削加工。
第四类:硬质合金铣刀硬质合金铣刀是一种常用的硬质合金工具,由于其硬度特别高,因此具有很强的耐磨性和韧性。
同时,它也是一种普遍用于加工黄铜、铝合金、红铜等材料的切削机床刀具。
第五类:曲线铣刀曲线铣刀可用于加工各种弧形零件和复杂形状工件,具有加工精度高、切削效率高等优点。
其主要用途是在钢铁冶炼、造船、汽车制造、航空航天等领域中,用于加工曲面部位的钢铁零件、船舶结构件、汽车各类轮轴等。
第六类:整体硬质合金铣刀整体硬质合金铣刀是一种厚重、坚固的铣刀,由整体钨钴硬质合金制成。
与传统的外置夹紧铣刀不同,它具有刚性高、耐磨性高、加工效率高等特点。
此外,由于其硬度高、强度大,因此也被广泛用于加工各种高强度、难加工的金属材料。
第七类:平铣刀平铣刀是一种比较常用的铣刀,其形状为平伸长型,切削刃为直线型或螺旋型。
它的主要作用是用于加工平面,满足不同要求的加工平面需求,如亚光面、高档面等。
此外,平铣刀也常用于加工零件表面的装饰处理,例如制作各种凹凸不平的花纹、图案等。
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
铣刀的种类及应用.doc
铣刀是一种常用金属切削工具,主要用于将工件从表面上切削下屑来达到加工的目的。
根据不同的加工需求,铣刀可分为以下几种类型:
1. 用途广泛的通用铣刀:通用铣刀是常见的一种铣刀,广泛用于各类铣削加工,适用于粗加工和精加工。
2. 面铣刀:面铣刀适用于大面积平面加工,具有大切削量和高效率的特点。
3. 棱铣刀:棱铣刀的刀片有两至多个切削棱角,适用于加工具有两至多个面的零件,例如棱角、多面切削等。
4. T型槽铣刀:T型槽铣刀适用于加工T型槽口,常用于机械制造行业。
5. 弧形铣刀:弧形铣刀的刀片具有曲面弧度,适用于加工弧形表面或曲线形状的零件。
6. 母铣刀:母铣刀用于加工齿轮和螺纹,可分为直齿铣刀和斜齿铣刀两种类型。
7. 滚花刀:滚花刀适用于加工各种花纹和图案,常用于工艺美术和装饰行业。
铣刀的种类繁多,可以根据具体的加工需求选择合适的铣刀进行切削加工。
铣刀的种类及应用如何选择铣刀是金属加工中常用的一种刀具,广泛应用于各种铣削加工中。
根据不同的材料、工件以及所需加工效果,选择适合的铣刀种类和参数非常重要。
下面将从铣刀的分类、材料选择、工艺参数等方面详细介绍如何选择适合的铣刀。
一、铣刀的分类铣刀根据结构和形状可分为以下几种类型:1. 面铣刀:特点是刀齿分布在刀具的表面上,通过旋转运动实现铣削。
适用于精密铣削,如平面、沟槽、浅切槽等加工。
2. 端铣刀:用于铣削工件的侧面,在金属切削中常用的端铣刀有立铣刀(刀齿布置在刀体端面上)和侧铣刀(刀齿布置在刀体的侧面上)。
3. T形槽铣刀:适用于加工T形槽的铣削,常用于机械加工中的固定螺栓以及V 形和H形槽的加工。
4. 腰铣刀:刀片横截面呈腰形,常用于倒角、凹槽、V形槽等加工。
5. 弯刀:较适合于曲面铣削,可分为球头铣刀和细长弯刀两种。
二、材料选择铣刀的材料主要由刀片和刀体两部分组成,两者要整体匹配,以确保切削性能和寿命。
常用的刀片材料有硬质合金、高速钢、陶瓷和蓝宝石等。
硬质合金刀片具有硬度高、耐磨性好等特点,适合于高速切削和加工难加工材料。
高速钢刀片强度高、耐冲击能力好,适用于一般切削条件。
陶瓷刀片具有耐磨性好、热稳定性好等特点,适用于高温加工。
蓝宝石刀片硬度高、寿命长,适用于高精密度、高表面质量的加工。
刀体的材料一般为优质的纯净钢材,如优质合金结构钢或工具钢。
刀体的材料选择要考虑到刚性、刚性和刚性,以保证刀具的刚性和稳定性。
三、工艺参数选择选择合适的工艺参数是铣刀应用的关键。
主要包括切削速度、进给量、切削深度和切削力等参数。
1. 切削速度:是指铣刀在加工过程中刀齿与工件相对运动的速度。
切削速度的选择要根据刀具材料、工件材料以及加工质量要求等因素综合考虑。
在保证工件表面质量的前提下,应尽可能提高切削速度以提高生产效率。
2. 进给量:是指铣刀每转一圈沿工件轴向移动的距离。
进给量的选择与加工效果和材料性质密切相关。
铣刀的选用一、铣刀的种类铣刀的种类很多,这里只介绍几种在数控机床上常用的铣刀。
铣刀:在回转体表面上或端面上分布有多个刀齿的多刃刀具。
粗齿铣刀--刀齿少、粗,刀具强度大,用于粗加工;细齿铣刀--刀齿多,用于精加工。
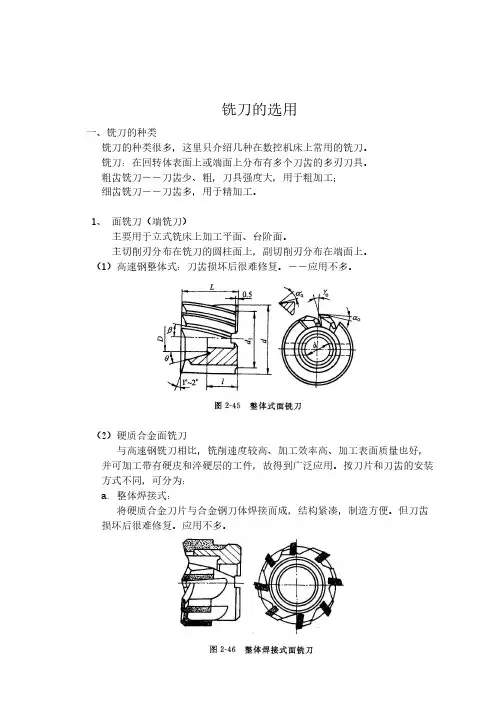
1、面铣刀(端铣刀)主要用于立式铣床上加工平面、台阶面。
主切削刃分布在铣刀的圆柱面上,副切削刃分布在端面上。
(1)高速钢整体式:刀齿损坏后很难修复。
――应用不多。
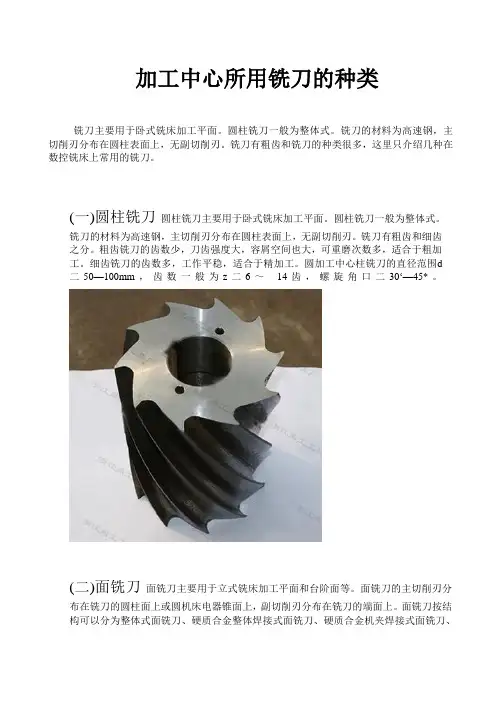
(2)硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工效率高、加工表面质量也好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。
按刀片和刀齿的安装方式不同,可分为:a.整体焊接式:将硬质合金刀片与合金钢刀体焊接而成,结构紧凑,制造方便。
但刀齿损坏后很难修复。
应用不多。
b.机夹-焊接式:将硬质合金刀片焊接在小刀头上,再将小刀头装在刀体槽中,用机械方法夹固。
刀头损坏后,只要更换新刀头即可,刀体可以继续使用。
应用较多。
c.可转位式将可转位刀片通过夹紧元件夹固在刀体上,一个切削刃用钝后,将刀片转位,全部切削刃钝后,更换新刀片。
该种铣刀加工质量稳定,切削效率高,刀具寿命长,刀片调整、更换方便,适合在数控铣床或加工中心上使用。
应用广泛。
2、立铣刀主要用于立式铣床上加工外周面、凹槽、台阶面等。
主切削刃分布在铣刀的圆柱面上,副切削刃分布在端面上,且端面中心有顶尖孔,因此,铣削时不能沿铣刀轴向进给,只能沿径向进给。
为了能加工较深的沟槽,并保证有足够的备磨量,立铣刀的轴向长度一般较长。
为了改善切屑卷曲情况,增大容屑空间,防止切屑堵塞,刀齿数比较少,容屑槽圆弧半径则较大。
一般粗齿立铣刀齿数Z=3-4,细齿Z=5-8,容屑槽圆弧半径r=2-5mm。
图2-49为高速钢立铣刀。
应用较广,但切削效率较低。
图2-50为硬质合金可转位式立铣刀。
切削效率高。
3、键槽铣刀主要用于立式铣床上加工圆头封闭键槽。
先轴向进给达到槽深,然后沿键槽方向铣出键槽全长。
外形象立铣刀,仅有2个刀瓣,端面无顶尖孔,端面刃从外圆延至轴心。
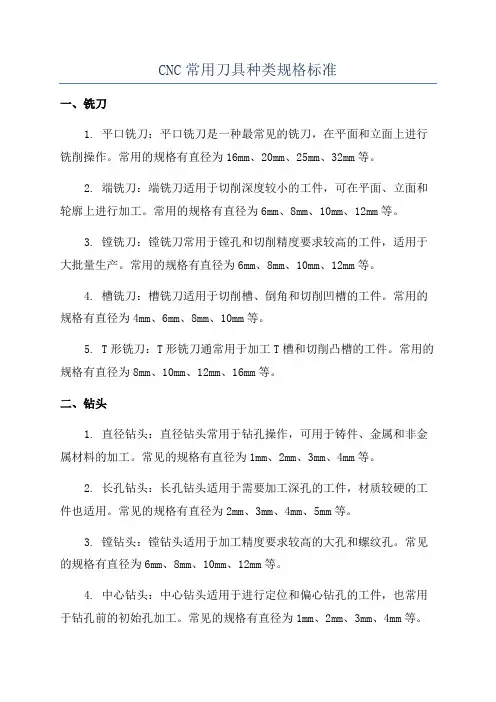
加工中心所用铣刀的种类铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
CNC常用刀具种类规格标准一、铣刀1. 平口铣刀:平口铣刀是一种最常见的铣刀,在平面和立面上进行铣削操作。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 端铣刀:端铣刀适用于切削深度较小的工件,可在平面、立面和轮廓上进行加工。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3. 镗铣刀:镗铣刀常用于镗孔和切削精度要求较高的工件,适用于大批量生产。
常用的规格有直径为6mm、8mm、10mm、12mm等。
4. 槽铣刀:槽铣刀适用于切削槽、倒角和切削凹槽的工件。
常用的规格有直径为4mm、6mm、8mm、10mm等。
5. T形铣刀:T形铣刀通常用于加工T槽和切削凸槽的工件。
常用的规格有直径为8mm、10mm、12mm、16mm等。
二、钻头1. 直径钻头:直径钻头常用于钻孔操作,可用于铸件、金属和非金属材料的加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
2. 长孔钻头:长孔钻头适用于需要加工深孔的工件,材质较硬的工件也适用。
常见的规格有直径为2mm、3mm、4mm、5mm等。
3. 镗钻头:镗钻头适用于加工精度要求较高的大孔和螺纹孔。
常见的规格有直径为6mm、8mm、10mm、12mm等。
4. 中心钻头:中心钻头适用于进行定位和偏心钻孔的工件,也常用于钻孔前的初始孔加工。
常见的规格有直径为1mm、2mm、3mm、4mm等。
三、刀片1. 外圆刀片:外圆刀片适用于车削和车削外径的工件,用于切削薄壁工件时效果更好。
常用的规格有直径为16mm、20mm、25mm、32mm等。
2. 内圆刀片:内圆刀片适用于车削和车削内径的工件,用于加工深孔时效果更好。
常用的规格有直径为6mm、8mm、10mm、12mm等。
3.轴向刀片:轴向刀片适用于进行车削操作时的进给和退刀,用于车削较长工件时效果更好。
4.切槽刀片:切槽刀片适用于车削切削槽、槽沟和沟道的工件,能够提高生产效率。
5.车削刀片:车削刀片适用于车削平面和轮廓的工件,能够提高加工精度和表面光洁度。
铣刀的种类及主要用途介绍铣刀是一种金属切削工具,广泛应用于机械加工领域。
根据其形状、材质和用途的不同,铣刀可以分为多种类型。
下面将介绍一些常见的铣刀类型及其主要用途。
1. 面铣刀面铣刀是最常见的铣刀类型之一,也是最基本的铣刀类型。
它的刀具体积大、结构复杂,适用于加工平面、槽口、曲面、齿轮等零件。
常见的面铣刀有平铣刀、侧铣刀和T型铣刀。
- 平铣刀:平铣刀刀片与工件平行运动,削除工件表面的金属,用来加工平面,也可以用来进行镗孔、钻孔和铰孔等工序;- 侧铣刀:侧铣刀刀片与工件垂直运动,用来加工槽口和步进面等,常用于开槽、切割薄板材和切削深度较大的工件;- T型铣刀:T型铣刀形状像字母“T”,适用于加工T型槽、倒角、削平工件突出部分等。
2. 刀柄铣刀刀柄铣刀是指刀柄上带有铣刀刀片的刀具。
根据刀柄的不同,刀柄铣刀可以分为平口刀柄铣刀、面铣刀柄和冰雪蔓柄铣刀等。
- 平口刀柄铣刀:平口刀柄铣刀适用于大型铣削机床,一般用于面铣,可加工较大工件;- 面铣刀柄:面铣刀柄一般是用于加工轮廓结构和大尺寸工件的平铣刀柄,适用于立式铣床和龙门铣床;- 冰雪蔓柄铣刀:冰雪蔓柄是一种先进材料,具有较大的散热面积和良好的散热性能,适用于加工高硬度和高速切削的材料。
3. 端铣刀端铣刀是一种用于加工平面的铣刀类型,具有较高的刚性和切削负荷能力,适用于粗加工或者深入加工的工件。
根据刀片形状的不同,端铣刀可以分为面半切削端铣刀和排屑量较大的端铣刀。
- 面半切削端铣刀:面半切削端铣刀刀片断面的连续曲线为面半切削,刀片安装在刀架上,可用来加工各种粗加工工序;- 排屑量较大的端铣刀:排屑量较大的端铣刀可以高效排屑,适用于高速切削和重切削条件下的铣削。
4. 槽铣刀槽铣刀是一种特殊形状的铣刀,常用于开槽和切槽工艺。
根据槽宽和刀片形状的不同,槽铣刀可以分为等宽槽铣刀、窄槽铣刀、U型槽铣刀、T型槽铣刀等。
- 等宽槽铣刀:等宽槽铣刀切削刀具刃部均匀分布,适用于加工等宽槽;- 窄槽铣刀:窄槽铣刀用于加工窄槽,其形状相对较窄;- U型槽铣刀:U型槽铣刀形状如字母“U”,适用于加工U型槽;- T型槽铣刀:T型槽铣刀形状如字母“T”,适用于加工T型槽。
2铣刀的种类和结构特点2铣刀的种类和结构特点铣刀是一种用于金属加工的切削工具,主要用于铣削加工中,通过旋转切削来加工零件表面,其种类和结构特点有以下几种:一、分类:1.面铣刀:也称立面铣刀,主要用于铣削平面。
2.锥铣刀:也称锥铣刀或圆柱锥铣刀,用于加工台面斜面或开槽。
3.T型槽铣刀:用于加工T型槽。
4.刀盘铣刀:也称背刀铣刀,用于加工凹槽和细长槽。
5.桥式铣刀:也称园弧形铣刀,用于铣削弧形和孔。
6.镗铣刀:用于铣削和镗孔。
二、结构特点:1.主刃:也称主刀片,是铣刀的主要切削部位,能够进行较大的切削量。
主刀片的形状分为直刃和螺旋刃两种,直刃适用于铣削切削力较小的材料,而螺旋刃适用于铣削切削力较大的材料。
2.刃数:铣刀的刃数决定了其切削效率和表面质量。
一般来说,刃数越多,切削效率越高,但每个刃的切削力较小,表面质量也较好;刃数越少,切削效率越低,但每个刃的切削力较大,表面质量也相应变差。
3.刀体形状:铣刀的刀体也有多种形状,如直柄、拉刀柄等,每种形状适应不同的加工条件和机床结构。
4.刀柄:也称刀杆,是将铣刀与机床主轴相连接的部分,可以选择不同直径、长度和型号的刀柄,以适应不同的加工要求。
5.冷却装置:冷却液可以通过刀具内部进行直接冷却,降低加工温度,提高切削性能。
特别是在高速切削时,冷却装置尤为重要。
6.刀座:刀座是将铣刀安装在机床上的部件,可以选择不同型号和尺寸的刀座,以适应不同的铣削加工要求。
总结起来,铣刀的种类有面铣刀、锥铣刀、T型槽铣刀、刀盘铣刀、桥式铣刀和镗铣刀等。
其结构特点包括主刃、刃数、刀体形状、刀柄、冷却装置和刀座等。
每种铣刀的结构特点都应根据具体的加工要求进行选择和调整,以确保加工质量和生产效率。
常用铣刀的种点类及加工特点铣刀是用于金属切削和切割的重要切削工具,不同种类的铣刀适用于不同类型的加工任务。
以下是一些常用的铣刀种类以及它们的加工特点:1.平面铣刀(End Mill):•种类:平头铣刀、球头铣刀、角铣刀等。
•加工特点:适用于表面平整化、侧面切削、开槽、轮廓加工等。
2.T型槽铣刀(T-Slot Cutter):•种类:T型槽铣刀、T型槽清底铣刀。
•加工特点:用于加工T型槽,安装螺栓、螺母等零件时使用。
3.立铣刀(Face Mill):•种类:正面铣刀、90度立铣刀、高效切削立铣刀等。
•加工特点:用于平面铣削、表面加工和大面积的平面铣削。
4.球头铣刀(Ball End Mill):•种类:单刃球头铣刀、双刃球头铣刀。
•加工特点:适用于复杂曲面加工、三维加工,可产生球形底部的凹槽和曲线。
5.齿轮铣刀(Gear Cutter):•种类:滚刀、锥齿轮铣刀、分度盘齿轮铣刀等。
•加工特点:用于齿轮加工,包括直齿轮、斜齿轮、螺旋齿轮等。
6.侧铣刀(Side Milling Cutter):•种类:角铣刀、平头侧铣刀、T型槽侧铣刀等。
•加工特点:用于槽加工、平面铣削、侧面加工和切槽等。
7.球头铣刀(Bull Nose End Mill):•加工特点:适用于三维曲面加工,具有球形底部,可用于半球形凹槽。
8.螺纹铣刀(Thread Mill):•加工特点:用于螺纹加工,如内螺纹和外螺纹。
9.V型铣刀(V-Bit End Mill):•加工特点:用于雕刻和雕塑,可产生V形切削痕迹。
10.槽铣刀(Slitting Cutter):•加工特点:用于切割薄材、分度盘、金属带等。
这些铣刀种类在金属加工、木工、塑料加工和其他材料加工中发挥着重要作用。
选择适当的铣刀种类取决于所需的加工任务、材料类型和机床设备。
不同的铣刀种类和设计可用于满足各种切削需求,从粗加工到精密加工。
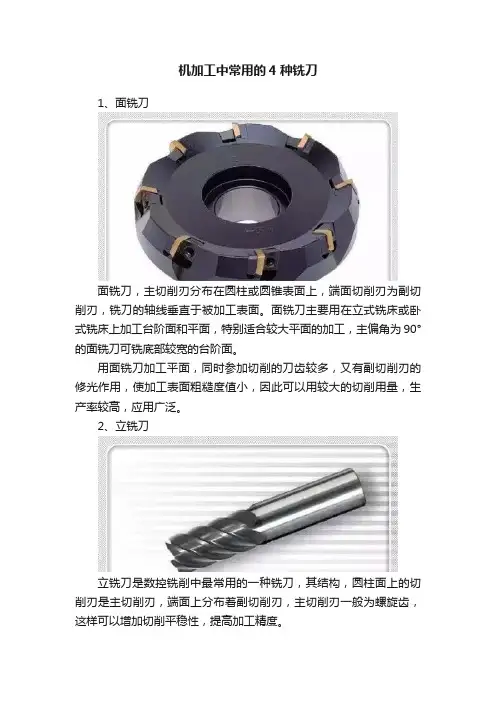
机加工中常用的4种铣刀1、面铣刀面铣刀,主切削刃分布在圆柱或圆锥表面上,端面切削刃为副切削刃,铣刀的轴线垂直于被加工表面。
面铣刀主要用在立式铣床或卧式铣床上加工台阶面和平面,特别适合较大平面的加工,主偏角为90°的面铣刀可铣底部较宽的台阶面。
用面铣刀加工平面,同时参加切削的刀齿较多,又有副切削刃的修光作用,使加工表面粗糙度值小,因此可以用较大的切削用量,生产率较高,应用广泛。
2、立铣刀立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
由于普通立铣刀端面中心处无切削刃,所以立铣刀工作时不能作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。
立铣刀主要用于加工凹槽,台阶面以及利用靠模加工成形面。
3、三面刃铣刀三面刃铣刀,可分为直齿三面刃和错齿三面刃。
它主要用在卧式铣床上加工台阶面和一端或二端贯穿的浅沟槽。
三面刃铣刀除圆周具有主切削刃外,两侧面也有副切削刃,从而改善了切削条件,提高了切削效率,减小了表面粗糙度值。
但重磨后宽度尺寸变化较大,镶齿三面刃铣刀可解决这一个问题。
4、螺纹铣刀螺纹铣削做为一种采用数控机床加工螺纹的方法,首先在欧,美流行开来.随着中国数控机床的发展,也逐步得到中国广大客户的接受和喜爱.螺纹铣削借助数控加工中心机床的三轴联动功能及G02或G03螺旋插补指令,完成螺纹铣削工作。
螺纹铣刀,作为一种近年来快速发展的先进刀具,正越来越广泛地被企业接受,并表现出卓越超凡的加工性能,成为企业降低螺纹加工成本,提高效率,解决螺纹加工难题的有力武器。
铣刀材料的种类及牌号?1铣刀切削部分材料的基本要求:1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命。
2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。
数控铣刀知识数控铣刀,又称为数控铣床刀,是一种用于数控铣床的刀具,由于具有高精度、高效率、高稳定性的特点,已经成为工业生产中不可缺少的工具之一。
为了提高数控铣刀的使用效果,在应用过程中,需要了解一些基本的知识和技巧。
一、常见的数控铣刀种类1. 平底刀:又称为端铣刀,主要用于加工平底面,是数控车床、数控铣床的常用刀具。
2. 面铣刀:用于加工平面和较大的平面冲压模具。
3. 带齿铣刀:主要用于加工齿轮、链轮等圆柱面和锥面零件。
4. 复合刀:由两个以上刀具的结合组成,适合加工形状复杂的零件。
5. 径向铣刀:铣刀前端带有径向钻孔,用于与车床做配合,用于车铣一体化加工。
二、数控铣刀的选择1. 根据材料来选择:不同的材料需要不同的刀具,这点尤其重要,影响刀具的寿命和加工效果。
2. 根据工件的形状和尺寸选择:形状复杂的工件,需要使用复合刀具和特殊的刀具。
3. 根据精度选择:选择适当的数控铣刀可以提高加工精度,同时也能缩短加工时间。
三、数控铣刀的使用和维护1. 正确安装铣刀:在安装数控铣刀时,需要注意刀接口的角度和长度是否正确。
2. 控制切削条件:根据工件材料和尺寸,选择合适的切削速度、切削深度、进给量等加工参数。
3. 注意刀具的磨损情况:定期检查数控铣刀的磨损情况,及时更换刀具,以免影响加工质量和效率。
4. 定期清洁刀具:铣刀使用后,需要清理刀具的切削面和刀片表面的油污和铁屑。
5. 储存铣刀:当铣刀使用完毕后,应该及时进行清洗和干燥,并用适当的方式进行储存,以免铣刀受潮和腐蚀。
四、常见的数控铣刀故障分析和解决方法1. 故障:铣刀抖动解决方法:检查刀具安装是否正确,刀具是否已经磨损或者破裂。
2. 故障:切削面不平整解决方法:检查铣刀刀片是否已经破裂或者磨损,更换铣刀刀片。
3. 故障:切削力过大解决方法:调节数控铣床的进给速度和切削深度,修改加工参数。
4. 故障:加工表面光滑度不达标解决方法:检查切削液是否清洁,加大切削液流量,调整切削参数。
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表。
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣刀分类铣刀种类繁多,依其工作性质、装置方式、刀齿形状、构造、材质、轮磨方式可归类如下:一、依工作性质分1.平铣刀:平铣刀为卧式铣床上加工平面最常用之刀具,平铣刀为圆盘型或圆柱型,外圆周上有刀齿,用于铣削与刀轴平行之平面,平铣刀的刀刃有直刃形,与螺旋刃形,一般以螺旋刃形较常用。
直齿刀刃宽度在20mm以下,因其刀刃多,切屑槽小,仅适于轻铣削及硬质材料的铣削。
而刀宽超过20mm以上时通常制成螺旋齿,以降低剪切力,防止铣削时产生的震动,其刀刃数少,有较大之切屑槽,适于重铣削及软质材料之铣削。
2.侧铣刀:侧铣刀的外形与直刃形平面铣刀类似,除具备平铣刀的形状和功用外,侧面亦有刀刃,可同时铣削工作物的平面与侧面。
依刀刃形状可分为直齿、螺旋齿及交错齿三种形式,交错齿侧铣刀铣切时应力可相互抵销,减少震动,铣削效率较好,适合重铣削。
3.锯割铣刀:此种铣刀类似平铣刀或侧铣刀,但其厚度甚薄(6mm以下),且没有侧刀齿,其两边均准确磨光并向中心逐渐磨薄,使其铣切时有适当的间隙,而不会产生摩擦,用于铣切窄槽及锯割材料。
4.面铣刀:面铣刀系一圆盘状台形本体的周围及侧面具有刀刃的铣刀,此种铣刀主要铣削较大的平面,铣刀刀面宽大,铣刀本体一般以工具钢制成,在嵌入高速钢或碳化物刀刃。
5.端铣刀:此类铣刀在圆周面及端面均有刀刃,用以铣削平面、端面、肩角及沟槽。
端铣刀具有直柄、斜柄、直刃、螺旋刃、双刃、多刃等不同形式。
6.角铣刀:角铣刀之刀刃既不平行亦不垂直于铣刀轴,专门用于铣削与回转轴成一定角度之面的铣刀,如V型槽、棘齿轮、鸠尾槽、铰刀刃及铣刀等之加工。
依角度不同又可分为单侧角铣刀与双侧角铣刀两种。
单侧角铣刀倾斜角度有45°、60°、70°、80°等,双侧角铣刀成45°、60°、90°等。
7.成型铣刀:此类铣刀通常是为特定形状的铣削工作而设计,专门铣削规则或不规则外形及大量生产小零件之用,常用的有圆角铣刀、切齿铣刀、凸圆铣刀、凹圆铣刀等。
2铣刀的种类和结构特点2铣刀的种类和结构特点铣刀是一种广泛应用于机械加工中的切削工具,通过旋转的方式将工件上的材料去除,以达到加工形状和尺寸的要求。
根据不同的加工需求和工件特点,铣刀可以分为多种类型,下面将介绍一些常见的铣刀种类及其结构特点。
1.面铣刀:面铣刀主要用于对工件表面进行平面加工,可分为平底切削和侧面切削两种。
平底切削面铣刀主要用于平面上的切削加工,其结构特点是刀尖呈平面状,刀体较宽,适合对大面积工件进行加工;侧面切削面铣刀主要用于对工件侧面进行加工,刀尖呈角度状,刀面设计成适合切削侧面的形状。
2.刀具刀:刀具刀主要用于对工件进行凹槽、挖槽等形状的加工,其结构特点是刀身较细,刀尖呈不同的凹凸形状,适合进行各种形状的切削加工。
3.中心刀:中心刀主要用于加工中心孔、中心凹槽等需要定位的工件,其结构特点是刀尖呈尖锐形状,刀体较细,适合进行精密的定位加工。
4.斜底刀:斜底刀主要用于对工件进行斜面、楔面等倾斜面的加工,其结构特点是刀尖呈斜面状,刀体设计为适合切削倾斜面的形状。
5.T型槽刀:T型槽刀主要用于对工件进行T型槽的加工,其结构特点是刀尖呈T型状,刀体较宽,适合对T型槽进行切削加工。
6.齿铣刀:齿铣刀主要用于对工件进行齿轮、螺纹等齿形的加工,其结构特点是刀尖呈锯齿状,刀体设计成适合切削齿形的形状。
除了上述介绍的铣刀种类外,还有许多特殊用途的铣刀,如球头铣刀、环刀、麻花刀等,它们的结构特点也各有不同,适用于特定的加工需求。
总的来说,铣刀的种类繁多,结构各异,可以根据工件的形状、材质和加工要求选择适合的铣刀进行加工。
在选择铣刀时,还需考虑到刀具材料、刀具硬度、刀具耐磨性等因素,以保证加工质量和效率。
希望以上介绍能够对您有所帮助,谢谢!。
常用铣刀的种类及加工特点
常用的铣刀种类有以下几种:
1. 高速钢(HSS)铣刀:常规的金属铣削加工使用的铣刀,适用于加工碳钢、合金钢、铸铁等材料。
2. 硬质合金铣刀:由硬质合金(通常是碳化钨或碳化钴)制成,具有耐磨、高硬度和抗断裂的特点,适用于加工不锈钢、钛合金等难加工材料。
3. 多齿铣刀:具有多个切削刃的铣刀,适用于高效率、大量切削的加工,常用于铣削平面、开槽等加工操作。
4. 镗刀:一种特殊的铣刀,用于加工圆孔,具有刚性好、精度高的特点。
5. 螺旋铣刀:刀具刃部具有螺旋形状的铣刀,适用于高速铣削和重切削任务,具有良好的切屑排出性能。
关于加工特点,不同的铣刀有不同的特点,以下是一些常见的加工特点:
1. 高速钢铣刀具有良好的刚性和韧性,适合一般金属加工,但在高温和高压下容易磨损。
2. 硬质合金铣刀具有高硬度和耐磨性,适合加工难切削材料,但在切削力大的情况下容易断裂。
3. 多齿铣刀具有高效率的切削性能,能快速去除大量金属,但在切削深度大时容易产生振动。
4. 镗刀具有高精度和良好的刚性,适用于加工精密孔。
5. 螺旋铣刀具有良好的切屑排出性,适用于高速和重切削。
根据具体的加工需求和工件材料,选择合适的铣刀种类和加工特点可以提高加工质量和效率。