难加工材料的切削加工
- 格式:pdf
- 大小:114.62 KB
- 文档页数:4
难加工材料有哪些难加工材料是指那些在加工过程中难以获得理想加工表面质量和形状精度,以及难以获得较高的加工效率的材料。
这些材料通常具有高硬度、高强度、高熔点、高塑性变形抗力、高切削温度等特点。
难加工材料的加工难度主要表现在切削加工、磨削加工和电火花加工等方面。
下面将介绍一些常见的难加工材料。
1. 高硬度合金钢。
高硬度合金钢是一种具有较高硬度和强度的金属材料,通常用于制造刀具、模具等工具。
由于其硬度高,切削加工时易导致刀具磨损严重,加工表面质量难以保证。
2. 耐磨铸铁。
耐磨铸铁是一种具有较高硬度和耐磨性能的铸铁材料,常用于制造耐磨零件。
在磨削加工过程中,由于其硬度高、磨损性能好,磨削难度大,加工效率低。
3. 钛合金。
钛合金是一种具有优良的耐腐蚀性能和高强度重量比的金属材料,广泛应用于航空航天、航空发动机、航空航天器等领域。
由于其熔点高、塑性变形抗力大,切削加工难度大,易引起刀具磨损严重。
4. 陶瓷材料。
陶瓷材料具有优良的耐磨、耐腐蚀性能,常用于制造高温零部件、切削工具等。
然而,由于其脆性大、导热性差,磨削加工难度大,易导致加工表面裂纹和破损。
5. 难加工不锈钢。
难加工不锈钢是一种具有较高硬度和耐腐蚀性能的不锈钢材料,常用于制造化工设备、食品加工设备等。
由于其切削性能差,易导致刀具磨损,加工难度大。
6. 高硬度陶瓷。
高硬度陶瓷是一种具有极高硬度和耐磨性能的材料,常用于制造切削工具、轴承零件等。
然而,由于其脆性大、导热性差,磨削加工难度大,加工效率低。
综上所述,难加工材料主要包括高硬度合金钢、耐磨铸铁、钛合金、陶瓷材料、难加工不锈钢和高硬度陶瓷等。
这些材料在加工过程中具有较高的硬度、强度和耐磨性能,因此加工难度大,加工效率低。
针对这些材料的加工难题,需要采用合适的切削工艺、磨削工艺和电火花加工工艺,以提高加工质量和效率。

难加工材料的主要种类及应用领域难加工材料是指具有较高硬度、强度和耐磨性的材料,其加工性和可塑性较差。
这些材料通常需要使用特殊的加工工艺和设备来进行加工和形成。
主要的难加工材料包括高速钢、高铬铸铁、硬质合金、陶瓷材料、航空铝合金和钛合金等。
以下将对每种材料的性质和应用领域进行详细介绍。
高速钢:高速钢是一种含有大量合金元素(如钨、钼、钴等)的高温刚性材料。
其具有耐高温、耐磨和耐热腐蚀的特点,硬度较高,加工性较差。
高速钢广泛应用于切削工具、模具零件和刀具等领域,如数控机床刀具、高硬度切削刀具等。
高铬铸铁:高铬铸铁是一种具有较高强度和硬度的铸造材料。
其含有较高的铬含量,能够增加材料的耐磨性和耐蚀性。
高铬铸铁被广泛应用于矿山机械、冶金工程、水处理设备和石化设备等领域,如磨矿机、破碎机、球磨机等。
硬质合金:硬质合金是一种由硬质颗粒(如碳化钨、碳化钼等)和金属结合剂(如钴或镍)组成的复合材料。
硬质合金具有较高的硬度和耐磨性,广泛应用于切削和研磨工具、矿山工具、粉末冶金等领域,如车削刀片、铣削刀片、刨刀等。
陶瓷材料:陶瓷材料是由金属元素和非金属元素形成的非金属材料。
其具有较高的硬度、耐磨性和耐腐蚀性。
陶瓷材料广泛应用于高温炉具、电子器件、医疗器械和化学工业等领域,如陶瓷刀具、瓷砖、陶瓷零件等。
航空铝合金:航空铝合金是一种具有良好强度和轻质的金属材料。
其具有较高的硬度和耐磨性,加工难度较大。
航空铝合金广泛应用于航空航天工业和汽车工业的结构部件,如飞机主机壳、发动机部件、汽车车身等。
钛合金:钛合金是一种具有较高强度和轻质的金属材料。
其具有较高的硬度、耐腐蚀性和耐高温性,加工性较差。
钛合金被广泛应用于航空航天工业、化工设备和医疗器械等领域,如航空发动机零部件、化工反应容器、人工关节等。
综上所述,难加工材料主要包括高速钢、高铬铸铁、硬质合金、陶瓷材料、航空铝合金和钛合金等。
这些材料具有较高的硬度、强度和耐磨性,但加工性较差。
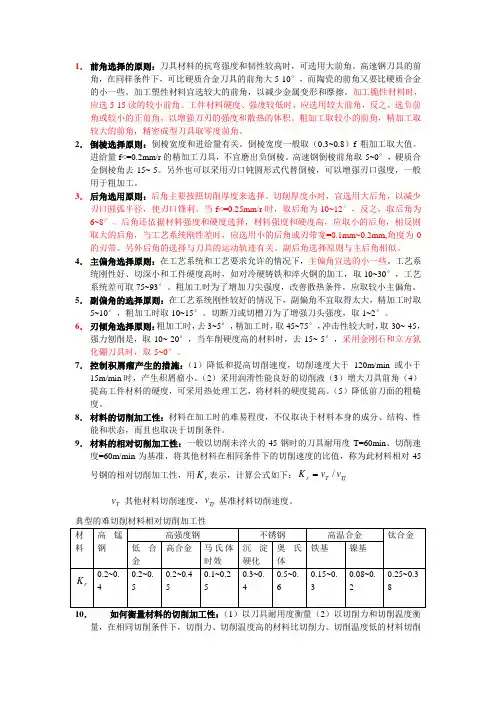
1. 前角选择的原则:刀具材料的抗弯强度和韧性较高时,可选用大前角。
高速钢刀具的前角,在同样条件下,可比硬质合金刀具的前角大5-10°,而陶瓷的前角又要比硬质合金的小一些。
加工塑性材料宜选较大的前角,以减少金属变形和摩擦。
加工脆性材料时,应选5-15读的较小前角。
工件材料硬度、强度较低时,应选用较大前角,反之,选负前角或较小的正前角,以增强刀刃的强度和散热的体积。
粗加工取较小的前角,精加工取较大的前角,精密成型刀具取零度前角。
2. 倒棱选择原则:倒棱宽度和进给量有关。
倒棱宽度一般取(0.3~0.8)f 粗加工取大值。
进给量f<=0.2mm/r 的精加工刀具,不宜磨出负倒棱。
高速钢倒棱前角取-5~0°,硬质合金倒棱角去-15~-5。
另外也可以采用刃口钝圆形式代替倒棱,可以增强刃口强度,一般用于粗加工。
3. 后角选用原则:后角主要按照切削厚度来选择。
切削厚度小时,宜选用大后角,以减少刃口圆弧半径,使刃口锋利。
当f<=0.25mm/r 时,取后角为10~12°,反之,取后角为6~8°。
后角还依据材料强度和硬度选择,材料强度和硬度高,应取小的后角,相反则取大的后角,当工艺系统刚性差时,应选用小的后角或刃带宽=0.1mm~0.2mm,角度为0的刃带。
另外后角的选择与刀具的运动轨迹有关。
副后角选择原则与主后角相似。
4. 主偏角选择原则:在工艺系统和工艺要求允许的情况下,主偏角宜选的小一些。
工艺系统刚性好、切深小和工件硬度高时,如对冷硬铸铁和淬火钢的加工,取10~30°,工艺系统差可取75~93°。
粗加工时为了增加刀尖强度,改善散热条件,应取较小主偏角。
5. 副偏角的选择原则:在工艺系统刚性较好的情况下,副偏角不宜取得太大,精加工时取5~10°,粗加工时取10~15°。
切断刀或切槽刀为了增强刀头强度,取1~2°。
难加工材料材料加工是指对原料进行加工改造,使其达到设计要求的一系列工艺。
在材料加工中,有些材料由于其特殊的性质,使得加工变得困难,需要采取一些特殊的加工方法。
下面就为大家介绍几种难加工材料及其加工方法。
首先,难加工材料之一是高温合金。
高温合金由于其高熔点和高硬度,使得加工变得困难。
在加工高温合金时,常用的加工方法包括电火花加工、激光加工和超音波加工等。
电火花加工是利用电火花放电腐蚀工件表面,使其形成所需轮廓的一种加工方法。
激光加工则是利用激光束将工件表面的材料熔融并挥发,从而获得所需形状。
超音波加工是利用超音波振动工具切割工件表面的一种加工方法。
其次,还有难加工材料是复合材料。
复合材料由于其由不同性质的材料组合而成,使得加工变得困难。
在加工复合材料时,常用的加工方法包括研磨加工、射出成型和压制成型等。
研磨加工是利用砂轮或研磨片对工件表面进行切削磨削的一种加工方法。
射出成型是将熔融的复合材料通过射出机加热喷射到模具中,并经冷却固化得到所需形状。
压制成型则是利用压力将熔融的复合材料填充到模具中,经冷却固化得到所需形状。
最后,还有难加工材料是硬质合金。
硬质合金由于其高硬度和脆性,使得加工变得困难。
在加工硬质合金时,常用的加工方法包括电火花加工、磨削加工和激光加工等。
电火花加工能够在硬质合金表面形成一层陶瓷膜,从而减小工件和工具的接触面积,降低切削力,从而使得加工更容易进行。
磨削加工则是利用砂轮或研磨片对硬质合金表面进行切削磨削的一种加工方法。
激光加工则是利用激光束将硬质合金表面的材料熔融并挥发,从而实现加工目的。
综上所述,对于难加工材料,我们需要结合其特殊性质采取相应的加工方法。
这些方法中包括电火花加工、激光加工、超音波加工、研磨加工、射出成型和压制成型等。
这些方法能够较好地克服难加工材料的特点,实现高质量、高效率的加工过程。
难切削材料的切削加工性研究【摘要】新材料的出现,使得传统的切削加工变得困难,切削加工性降低。
本文主要介绍了三种难切削材料的切削加工性的一些特点,并以此提出了提高难切削材料切削加工性的途径。
【关键词】切削加工性;钛合金;镍基高温合金;高强度钢一、钛合金的切削加工性钛合金是一种比强度和比刚度较高,在温度550℃以下耐腐蚀很高的材料。
它是应用很广泛的飞行器结构材料,也应用于造船、化工等行业。
钛合金从金属组织上可分为α相钛合金、β相钛合金、(α+β)相钛合金。
硬度及强度按α相、(α+β)相、β相的次序增加,而切削加工性按这个次序下降。
钛合金的切削加工性是较低对的,其原因如下:(1)钛合金导热性能低,切屑与前刀面的接触面积很小,致使切削温度很高,可为45钢切削温度的2倍。
(2)钛合金在600℃以上的温度时,与气体发生剧烈的化学作用。
(3)钛合金塑性较低,特别是和周围的气体发生化学变化后,硬度增高,剪切角增大,切屑与前角面的接触长度很小,使前刀面上应力很大,刀刃容易发生破损。
(4)钛合金的弹性模量低,弹性变形大,接近后刀面处工件表面的回弹量大,故已加工表面与后刀面的接触面积特别大,磨损也比较严重。
根据钛合金的性质和切削过程中的特点,切削时应该考虑的措施是:(1)尽可能使用硬质合金刀具,以提高生产率,应该选用与钛合金亲和力小,导热性能良好的强度高的细晶粒钨钴类硬质合金。
成型和复杂刀具可选用高温性能好的高速高。
(2)为增大切屑与前刀面的接触长度,以提高耐用度,应采用较小的前角。
后角应比切普通钢的大。
刀尖采用圆弧过渡刃,刀刃上避免有尖角出现。
(3)刀刃的粗糙度应尽可能小,以保证排屑流畅和避免崩刃。
(4)切削速度宜低,切削深度可以较大,进给量应适当。
进给量过大易引起刀刃的烧损;进给量过小将因刀刃在加工硬化层中工作而磨损过快。
(5)应进行充分冷却,慎用含氯的极压切削液。
在使用含氯的切削液时,使用后应将工件充分清洗,以防止应力腐蚀。
影响工件材料切削加工性的因索及改善途径发布日期:[2007-3-17] 共阅[1268]次1、什么是难切削材料?所谓难切削材料,就是切削性差的材料,或切削困难的材料。
材料的性能如硬度大于250HB,抗拉强度大于1000MPa,延伸率δ大于30%,冲击值αK大于100MPa,导热系数K小于41.8W/m.k,都属于难切削材料。
也可用切削过程中的现象(切削力大、刀具易磨损、刀具耐用度低、已加工表面质量难于达到要求和切屑难于控制等)来衡量。
2、影响材料切削加工性的因素:(1)物理性能:1)导热系数K:导热系数高的材料,允许的切削速度Vc就高。
如用硬质合金刀具切削下列不同导热系数的材料所允许用的Vc;碳钢K=48.2~50.2 W/m.k Vc=100~150 m/min高温合金K=8.4~16.7 W/m.k Vc=7~60 m/min钛舍金K=5.44~10.47 W/m.k Vc=15~50 m/min2)线膨胀系数α:它的大小影响材料在切削时加工时热胀冷缩程度而影响加工精度。
(2)材料的化学成分:材料的化学成分和配比,是影响材料的力学性能、物理性能、热处理性能、金相组织和材料的切削加工性的根本因素。
如:碳(C);材料含碳量增加,其硬度和强度相应增大。
含碳量适中(如45号钢),其切削加工性好。
材料含碳量低,切削加工性也变差。
镍(Ni):Ni能提高材料的耐热性,但材料的导热系数明显下降。
当镍大于8%时,形成奥氏体钢,致使加工硬化严重。
钒(V):随着材料含钒量的增加,使材料的磨削性能变差。
钼(Mo):钼能提高材料的强度和韧性,但材料的导热系数下降。
钨(W):能提高材料的高温强度和常温强度,但使材料的导热系数明显下降。
锰(Mn):锰能提高材料的硬度与强度,但使材料的韧性略降低。
当锰大于1.5%时,材料的切削加工性将变差。
硅(Si):使材料的导热系数下降。
钛(Ti):钛是易于形成碳化物的元素,其加工性也差。
CBN刀具的切削参数作者单位:郑州华菱超硬材料有限公司一,CBN刀具切削参数的制定方法:粗加工时,应尽量保证较高的金属切除率和必要的刀具耐用度,故一般优先选择尽可能大的切削深度ap,其次选择较大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度。
精加工时,首先应保证工件的加工精度和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高的切削速度υc。
1,切削深度ap的选择1)切削深度应根据工件的加工余量来确定。
粗加工时,除留下精加工余量外,一次走刀应尽可能切除全部余量。
当加工余量过大,工艺系统刚度较低,机床功率不足,刀具强度不够或断续切削的冲击振动较大时,可分多次走刀。
切削表面层有硬皮的铸锻件时,应尽量使ap大于硬皮层的厚度,以保护刀尖。
2)半精加工和精加工的加工余量一般较小时,可一次切除,但有时为了保证工件的加工精度和表面质量,也可采用二次走刀。
3)多次走刀时,应尽量将第一次走刀的切削深度取大些,一般为总加工余量的2/3~3/4。
4)在中等功率的机床上、粗加工时的切削深度可达8~10mm,半精加工(表面粗糙度为Ra6.3~3.2μm)时,切削深度取为0.5~2mm,精加工(表面粗糙度为Ra1.6~0.8μm)时,切削深度取为0.1~0.4mm。
2,进给量f的选择切削深度选定后,接着就应尽可能选用较大的进给量f。
粗加工时,由于作用在工艺系统上的切削力较大,进给量的选取受到下列因素限制;机床—刀具—工件系统的刚度,机床进给机构的强度,机床有效功率与转矩,以及断续切削时刀片的强度。
半精加工和精加工时,最大进给量主要受工件加工表面粗糙度的限制。
工厂中,进给量一般多根据经验按一定表格选取(详见车、钻、铣等各章有关表格),在有条件的情况下,可通过对切削数据库进行检索和优化。
3,切削速度υc的选择在切削深度ap选定以后,可在保证刀具合理耐用度的条件下,用计算的方法或用查表法确定切削速度υc的值。