力士乐控制器
- 格式:pdf
- 大小:1.45 MB
- 文档页数:16

力士乐电动扳手操作说明
1、电动扳手使用的是以太网进行设置,所在的网段为:192.168.1.1
2、设置软件里用户登陆密码:Robert
3、采集角度和力矩数值时,要进行转换
A(Angle)为角度采集数值/10000
T(Torque)为力矩采集数值/100000
单把枪的控制器是SE/CS,多把枪的控制器是KE
RS350软件使用
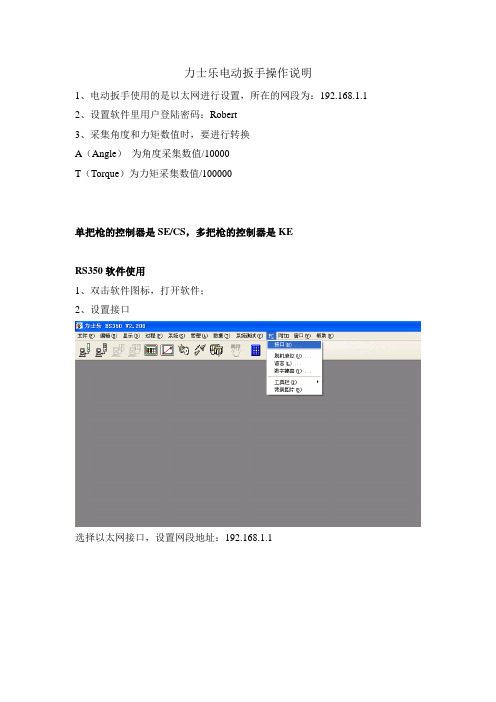
1、双击软件图标,打开软件;
2、设置接口
选择以太网接口,设置网段地址:192.168.1.1
3、单击登陆;
密码:Robert
4、系统配置
单枪控制器点击“拧紧通道配置”
5、设备配置
点击生成GSD 文件
6、拧紧通道配置
选择产品代码,与枪体上的设备代码一致7、I/O配置
8、PLC分配表
9、拧紧程序
10、拧紧程序编写应用程序
拧紧应用编写外部PLC调用的程序。


力士乐DA控制原理Know-howDA-控制装备力士乐DA控制(力士乐自动驱动和防憋车控制),车辆更加易于操控自动驱动和防憋车控制( DA控制)是用于闭式驱动回路的纯机械液压控制,主要具有两大特点:自动驱动控制和防憋车控制。
并可附加伺服越权控制和系统制动控制。
一、特点DA控制有自动驱动控制和防憋车控制自动驱动控制自动驱动控制使操作者驾驶静液压传动车辆类似于驾驶自动变速传动轿车:随着油门加速踏板的踩下,驱动泵提供更多的油液让车辆加速。
防憋车控制防憋车控制确保油泵调整其消耗的功率到从发动机可获得的功率。
在任何车辆过载时,防憋车控制减少油泵的排量到防止发动机熄火。
两种功能无需要泵和加速踏板间连接即可实现,不需要任DA控制完全内置于变量泵A4VG和A10VG油泵何操纵杆或电子控制。
油泵控制完全自动控制。
中,再联合内置的微动阀能确保平滑的驱动特性。
这样允许以最大的驱动舒适性小心的搬取货物同时 DA控制是被实践验证的控制系统,已推出并使用几十年。
也能快速加速达到高的物料运输量。
成千上万的不同车辆,如叉车、市政车辆、轮式装载机等其它轮式工程机械车辆已证明了其可靠性、耐久性和独特的概念。
二、功能防憋车控制保护发动机熄火:行走驱动油泵回转体对工作压力感应的能力是防憋车控制主要的特性。
系统压力升高可能是由于车辆进入重载作业路面条件或爬坡, 行走驱动油泵工作压力上升将会导致油泵排量的减小。
, 随着油泵排量减小,其输出流量减少以匹配其从发动机功率能力中获得的功率,这样防止发动机熄火。
在其他工作装置需要更多的功率时(如转向系统,工作装置液压),行走驱动油泵自动调整它的排量来平衡发动机输出功率和工作装置液压吸收功率。
根据应用情况,防憋车控制可以允许使用小一些的发动机而不会造成熄火。
自动驱动控制让油泵的排量跟随发动机的转速变化:, 踩下油门踏板,发动机转速上升;, 不同的发动机转速,油泵也会以相应的转速运转,补油泵同轴内置于行走油泵中,会输出现相对应的比例油量;, 补油泵输出油量通过行走泵内的速度感应阀来测量; , 通过速度感应阀的流量越多,油泵排量也越大,供油也越多,这样相应车辆速度增加。

力士乐焊接机控制器说明书一、引言力士乐焊接机控制器是一种专门用于焊接机控制的设备。
本说明书旨在向用户介绍该控制器的功能、操作方法以及维护注意事项,以便用户能够正确、安全地使用该设备。
二、功能介绍1. 控制器具有多种焊接模式,包括手动模式、自动模式等,可根据不同的焊接需求选择合适的模式。
2. 控制器支持多种焊接参数的调节,如焊接电流、焊接时间等,用户可以根据具体情况进行灵活的调整。
3. 控制器具有良好的稳定性和精确度,能够确保焊接质量的稳定和一致性。
4. 控制器具备自动检测功能,能够实时监测焊接电流、电压等参数,及时报警并采取相应措施,确保焊接过程的安全性。
三、操作方法1. 开机:将电源开关置于“ON”位置,控制器将自动启动。
2. 选择焊接模式:根据具体需求,通过控制面板上的模式选择按钮,选择手动模式或自动模式。
3. 调节焊接参数:根据焊接要求,通过控制面板上的参数调节按钮,调节焊接电流、焊接时间等参数。
4. 开始焊接:确认好焊接参数后,按下“开始”按钮,焊接机将开始工作。
5. 完成焊接:焊接完成后,按下“停止”按钮,控制器将停止工作。
四、维护注意事项1. 定期检查控制器的电源线和接线端子是否正常,如有损坏或松动应及时更换或固定。
2. 清洁控制器外壳时,应使用干净的布进行擦拭,不得使用湿布或化学溶剂。
3. 避免将控制器放置在潮湿、高温或多尘的环境中,以免影响其正常运行。
4. 定期对控制器进行维护保养,如清洁内部灰尘、检查电路板连接状态等。
5. 如发现异常情况或故障,应立即停止使用控制器,并寻求专业人士的帮助进行维修。
五、常见问题解答1. 问:控制器无法启动怎么办?答:首先检查电源是否正常连接,然后检查电源开关是否打开。
如果以上两个因素都正常,可能是控制器内部出现故障,建议联系售后服务人员进行检修。
2. 问:焊接过程中出现报警怎么办?答:根据报警提示信息,检查相应的焊接参数是否合理,如电流过大或时间设置错误等。
力士乐伺服参数设置摘要:文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0”时,极限值不起作用。
无论是绝对值还是相对值控制方式,P-0-4006、P-0-4007、P-0-4008、P-0-4009都有效,且每个参数都可最多设置为64 个数据,分别对应于0-63 数据块(组)的各个值。
力士乐REXROTH伺服参数设置文中简述了力世乐ECODRIVE03 伺服驱动系统通过并行接口进行位置块(组)操作模式(position block mode)的控制原理,并例举了与伺服驱动相关的故障及其解决方法。
数控机床控制中西门子、法那科伺服驱动系统应用较为普遍,而力世乐ECODRIVE03 伺服系统亦广泛地应用于机械制造、印刷造纸业、食品包装及集装总装等领域。
拥有FWA-ECODR3-SMT-02VS-MS 等系列硬件的ECODRIVE03 伺服系统通过串行、模拟、并行接口,及对系统标准参数(S 型参数)生产参数(P 型参数)的设置,可完成扭矩控制、速度控制、位置控制、插补控制、点动、位置块(组)及步进电机等模式的操作。
且系统带有测量、驱动、暂停、模拟输入/输出、数字输入/输出等多种基本功能并拥有完备的诊断功能。
下面介绍力世乐伺服系统的位置块(组)操作模式的控制原理。
1 位置块(组)操作模式的控制原理1.1 概述位置块(组)操作模式的控制原理位置块(组)操作模式是伺服系统以设定的速度、加速度等参数驱动电机运行到已在程序中预设的目标值的位置控制。
系统根据所处理的不同工艺过程(加工区域)最多可以设置64 个位置块(组)。
应用位置块(组)操作模式时,首先要对操作首要模式参数S-0-0032 进行设置,如设置为0000 0000 0011 х011 时,是通过编码器1 接口进行位置控制。
其中第3 位,bit3=0时代表位移滞后控制,bit3=1 时为无滞后控制;同时要将第二操作模式1 设置为点动模式,即设置参数S-0-0033 为1100 0000 0001 1011。
系统中与之相关的参数为:P-0-4006:加工块的目标位置值P-0-4007:加工块的速度值P-0-4008:加工块的加速度值P-0-4009:加工块的加加速度极值。
当设定为“0"时,极限值不起作用。
无论是绝对值还是相对值控制方式,P-0-4006、P-0-4007、P-0-4008、P-0-4009都有效,且每个参数都可最多设置为64 个数据,分别对应于0-63 数据块(组)的各个值。