矩形花键校核
- 格式:xlsx
- 大小:11.64 KB
- 文档页数:2
矩形花键拉刀设计说明书(共20页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--目录1.前言 (2)2.矩形花键拉刀的设计 (2)选定拉刀材料及热处理 (2)刀具结构参数、几何参数的选择与设计 (2)刀具的全部计算 (11)对技术条件的说明.......... .. (15)3. 心得体会 (16)4. 参考文献 (17)1.前言金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
刀具课程设计是在学完刀具课以后,进行一次学习设计的综合性练习,也是一次理论联系实际的训练。
通过设计,运用所学过的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。
同时学习查阅有关的设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。
本次课程设计完成了对成形车刀、矩形花键拉刀两种刀具的设计和计算工作,说明书包括刀具类型材料的选择,刀具结构参数、几何参数的选择,刀具的全部计算,对刀具的技术使用要求,安装使用要求,巩固深化了课堂理论教学内容,运用各种设计资料、手册和国家标准进行设计,培养了我们独立分析解决问题的能力。
2.矩形花键拉刀的设计选定拉刀材料及热处理拉刀用W18Cr4V高速工具钢制造。
热处理硬度为:刀齿和后导部 HRC63—66前导部 HRC60—66柄部 HRC40—52刀具结构参数、几何参数的选择和设计(1)拉刀的结构图1表1代号名称功用1柄部夹持拉刀,传递动力2颈部连接柄部和后面各部,其直径与柄部相同或略小,拉刀材料及规格等标记一般打在颈部。
3过度锥颈部到前导部的过渡部分,使拉刀容易进入工件孔中。
4前导部起引导拉刀切削部进入工件的作用,5切削部担负切削工作,包括粗切齿、过渡齿及精切齿。
中北大学信息商务学院课程设计说明书学生姓名:宗俊鹏学号:X47学院:中北大学信息商务学院专业:机械设计制造及其自动化题目:矩形花键拉刀设计指导教师:庞俊忠职称: 教授指导教师:庞学慧职称: 教授2013年6月15日中北大学信息商务学院课程设计任务书学院:中北大学信息商务学院专业:机械设计制造及其自动化学生姓名:宗俊鹏学号:X47课程设计题目:矩形花键拉刀设计起迄日期:6月6日~6月16日课程设计地址:工字楼指导教师:庞学慧、庞俊忠系主任:王彪下达任务书日期: 2013年6月6日课程设计任务书课程设计任务书矩形花键拉刀,矩形花键铣刀的设计说明书目录引言 (6)金属切削刀具课程设计的目的 (6)设计内容和要求 (7)矩形花键拉刀的设计 (7)原始数据 (9)设计步骤 (9)总结 (14)致谢 (14)参考文献 (14)引言大学三年的学习即将结束,在咱们即将进入大四,踏入社会之前,通过课程设计来检查和考验咱们在这几年中的所学,同时对于咱们自身来讲,这次课程设计很贴切地把一些实践性的东西引入咱们的设计中和平时所学的理论知识相关联。
为咱们无论是在未来的工作或是继续学习的进程中打下一个坚实的基础。
我的课程设计课题是矩形花键拉刀,矩形花键铣刀的设计。
在设计进程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、和所学软件AUTOCAD、PRO/E的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用这次课程设计的机缘对以往所有所学知识加以梳理查验,同时又可以在设计当中查找自己所学的不足从而加以弥补。
使我对专业知识取得进一步的了解和系统掌握。
由于编者等水平有限,设计编写时间也比较仓促,在咱们设计的进程中会碰到一些技术和其它方面的问题,再加上咱们对知识掌握的程度,所以设计中咱们的设计可能会有一些不尽如人意的地方, 为了一路提高此后设计编写的质量,希望在考核和答辩的进程中取得列位指导老师的谅解与批评指正,不胜感激之至.X47 宗俊鹏2013年6月15日金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培育学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。

矩形花键标准
矩形花键是一种常见的连接方式,用于连接机械零件。
它的设
计和制造需要遵循一定的标准,以确保连接的质量和可靠性。
本文
将介绍矩形花键的标准,包括设计要求、制造工艺和质量控制等方
面的内容。
首先,矩形花键的设计要求包括尺寸、材料和表面处理等方面。
尺寸的设计需要考虑到连接的零件的尺寸和载荷,以确保连接的稳
固和可靠。
材料的选择需要考虑到强度、耐磨性和耐腐蚀性等因素,以延长连接件的使用寿命。
表面处理则需要考虑到摩擦系数和耐磨性,以减少连接件的磨损和疲劳。
其次,矩形花键的制造工艺需要严格按照标准进行。
首先是原
材料的选择和加工,需要符合相关的材料标准和加工工艺要求,以
确保连接件的质量和性能。
其次是加工工艺的控制,包括车削、铣削、热处理和表面处理等环节,需要严格按照相关的工艺标准进行,以确保连接件的尺寸和表面质量符合要求。
最后,矩形花键的质量控制是确保连接件质量的关键。
质量控
制包括原材料的检验、加工工艺的控制和成品的检测等环节,需要
严格按照相关的标准进行,以确保连接件的质量和可靠性。
总之,矩形花键的标准涉及到设计、制造和质量控制等多个方面,需要严格遵循相关的标准和规范,以确保连接件的质量和可靠性。
只有这样,才能确保机械零件的连接稳固、可靠,从而保证整个机械设备的正常运行和安全性。
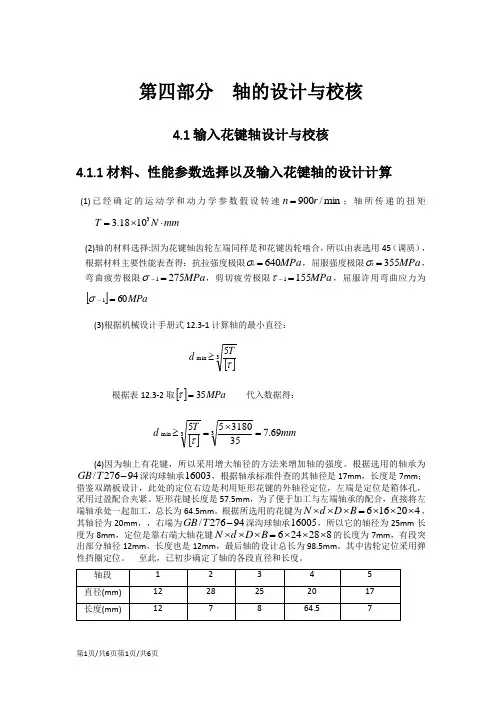
第四部分 轴的设计与校核4.1输入花键轴设计与校核4.1.1材料、性能参数选择以及输入花键轴的设计计算(1)已经确定的运动学和动力学参数假设转速min /900r n =;轴所传递的扭矩mm N T ⋅⨯=31018.3(2)轴的材料选择:因为花键轴齿轮左端同样是和花键齿轮啮合,所以由表选用45(调质),根据材料主要性能表查得:抗拉强度极限MPa b 640=σ,屈服强度极限MPa s 355=σ,弯曲疲劳极限MPa 2751=-σ,剪切疲劳极限MPa 1551=-τ,屈服许用弯曲应力为[]MPa 601=-σ(3)根据机械设计手册式12.3-1计算轴的最小直径: []3min 5τTd ≥根据表12.3-2取[]MPa 35=τ 代入数据得:[]mm Td 69.73531805533min =⨯=≥τ (4)因为轴上有花键,所以采用增大轴径的方法来增加轴的强度。
根据选用的轴承为94276/-T GB 深沟球轴承16003,根据轴承标准件查的其轴径是17mm ,长度是7mm ;借鉴双踏板设计,此处的定位右边是利用矩形花键的外轴径定位,左端是定位是箱体孔,采用过盈配合夹紧。
矩形花键长度是57.5mm ,为了便于加工与左端轴承的配合,直接将左端轴承处一起加工,总长为64.5mm 。
根据所选用的花键为420166⨯⨯⨯=⨯⨯⨯B D d N ,其轴径为20mm ,,右端为94276/-T GB 深沟球轴承16005,所以它的轴径为25mm 长度为8mm ,定位是靠右端大轴花键828246⨯⨯⨯=⨯⨯⨯B D d N 的长度为7mm ,有段突出部分轴径12mm ,长度也是12mm ,最后轴的设计总长为98.5mm 。
其中齿轮定位采用弹性挡圈定位。
至此,已初步确定了轴的各段直径和长度。
4.1.2输入花键轴二维图标注和三维图如下:4.1.3输入花键轴的校核(1)最小轴径校核公式[]MPa MPa d W T 3538.914.31216318016πT 33min max =<=⨯⨯===ττ 满足条件,所以设计合理。
花键强度校核一、已知条件1、花键副基本参数齿数:z =21模数:m= 2压力角:a =30º花键结合长度:l=64mm外花键大径:mm D ee 2.45=外花键小径:mm D ie 41=钩身内径D=270mmh 为截面高度δ为截面宽=75mm2、钩身强度计算钩身主弯曲截面(水平截面)A-A 是最危险的截面,其次是与铅垂线成45°的截面B-B 和垂直面C-C 。
(1)截面A-A 内侧最大拉应力:5.2S A A A t D K F Qh σσ≤= A F =4107675.2⨯mm2A K =1)21ln(2-++Dh h h D A A =0.141 MPa MPa S t 1375.292.92270141.0107675.236910715.245=<=⨯⨯⨯⨯⨯=σσ 所以A-A 截面通过(2)截面B-B 内侧合成应力:5.2322st στσσ≤+=∑2)5.0(6707.0707.0δδσB B B B t h e Q D K F Qh -⨯+=M P a 88.7775378)5.12755.0(10715.26707.0270144.010835.237810715.2707.02545=⨯-⨯⨯⨯⨯+⨯⨯⨯⨯⨯⨯= B F Q 707.05.1⨯=τ=4510835.210715.2707.05.1⨯⨯⨯⨯=10.156 其中:B F =410835.2⨯mm2B K =0.144 代入5.2322s t στσσ≤+=∑得∑σ=79.85MPa <137MPa所以B-B 截面通过(3)截面C-C 内侧合成应力:5.221sττττ≤+=∑ 其中:纯剪切应力c F Q 5.11=τ=15.34MPa C F =410655.2⨯mm2 扭转应力:τδτW e Q )5.0(2-= 62210735.235475291.0⨯=⨯⨯==c h K W δτ 代入得τδτW e Q )5.0(2-==2.34MPa 代入5.221s ττττ≤+=∑得MPa MPa s 21.795.233435.2075.18=⨯=<=∑ττ s τ为材料的剪切许用应力所以C-C 截面通过二、吊钩头部耳孔计算1、已知条件板钩直柄部分宽度b=280mm耳孔曲率系数α,查表得α=3.5耳顶到耳孔中心的距离0h =220mm2、头部耳孔计算耳孔水平截面E-E 和垂直截面D-D 为危险截面截面E-E 中直径d1的耳孔内侧拉应力最大,5.2b S t Q σδασ≤= 代入数据得MPa MPa Q t 13725.4575108.25.310715.2b 25<=⨯⨯⨯⨯==δασ 所以E-E 截面通过在耳孔垂直面D-D 中,切向拉应力最大5.2)25.0()25.0(220220S t d h d d h Q σδσ≤-+= 代入数据得t σ=30.58MPa<137MPa所以D-D 截面通过三、钩身挠度计算:1、已知条件:钩身截面的垂直惯性矩3101039.4mm I ⨯=起升质量m=Kg 4103.5⨯小车运行加速度2/078.0s m =α吊耳中心到钩头中心距离L= 31002.2⨯mm弹性模量E= Pa 111010.2⨯动载系数5.15=φ2、挠度计算主要计算小车行驶方向钩身的最大挠度y ≤L/1000钩身垂直力P= N m 34510201.6078.0103.55.1⨯=⨯⨯⨯=αφ钩头的最大弯矩Nmm PL M 7331025.11002.210201.6⨯=⨯⨯⨯== 钩身的最大挠度EIPL y 33=代入数据得y=0.002mm<L/1000=2.02mm 所以钩身挠度符合使用要求。
矩形花键标准矩形花键是一种常见的连接方式,用于连接两个零件,使它们能够相对运动。
在工程设计中,矩形花键的标准化非常重要,它能够确保零件之间的连接具有可靠性和互换性。
本文将介绍矩形花键的标准规格及其应用。
矩形花键的标准规格主要包括花键的尺寸、材料、加工精度等方面。
首先,花键的尺寸应符合国家标准或行业标准,以确保其能够与其他零件相匹配。
其次,花键的材料应具有足够的强度和硬度,以承受工作时的载荷和磨损。
最后,花键的加工精度应达到一定的要求,以确保其能够正确地配合其他零件。
矩形花键的应用非常广泛,它常常用于机械传动系统中。
例如,在轴和轴套的连接中,矩形花键能够确保它们能够正确地传递力和转矩。
此外,在一些需要拆卸和维修的设备中,矩形花键也能够方便地拆卸和安装零件。
除了上述的标准规格和应用,矩形花键的设计和选择也是非常重要的。
在设计矩形花键时,需要考虑到工作时的载荷和转矩,以确保花键具有足够的强度和刚度。
在选择矩形花键时,需要根据实际的工作条件和要求来确定其尺寸和材料,以确保其能够正常工作。
总的来说,矩形花键的标准化对于机械制造和设计来说非常重要。
它能够确保零件之间的连接具有可靠性和互换性,从而提高机械设备的使用寿命和可靠性。
因此,在工程设计和制造中,需要严格遵循矩形花键的标准规格,合理设计和选择矩形花键,以确保机械设备的正常运行和安全性。
通过本文的介绍,相信读者对矩形花键的标准规格和应用有了更深入的了解。
在实际的工程设计和制造中,需要重视矩形花键的标准化,以确保机械设备的可靠性和安全性。
希望本文能够对读者有所帮助,谢谢阅读!。
一 、矩形花键拉刀设计1. 前言用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。
2. 矩形花键拉刀的参数选择和设计计算 2.1原始条件及设计要求要求设计一把矩形花键拉刀,花键大径D=60H10()0120.0+m m, 小径d=52H7()0030.0+mm,键槽宽B=10H9()0036.0+mm,键数n=8,倒角高度C=0.5mm,拉削长度L=35mm,工件材料为45钢,硬度为HBS190,σb =630MPa 。
查表后,由花键拉刀的长度确定选用拉床L6120。
2.2 拉刀材料选择设计矩形花键拉刀采用W18Cr4V 高速钢制造。
2.3拉刀拉削及定心方式选择2.3.1拉削方式选择 拉削花键槽常采用渐成式分层拉削方式,且采用倒角----花键----内孔的组合方式。
2.3.2 定心方式 由于小径定心花键拉刀加工出的花键孔,能使小径与大径、键槽之间达到很高的同轴度和对称度,能够更好的满足该设计要求,故选择小径定心方式。
2.3 倒角齿参数确定图1 矩形花键拉刀倒角齿计算图2.3.1倒角齿θ角查手册表4-29,由n=8,查得θ=45°。
2.3.2 倒角齿测量值MB1=B+2C=10+2×0.5=11mmsinψ1= b1/d=0.2115,ψ1=12.21°ψ2=45°-ψ1=32.78°M=d×cosψ2/2=21.86mm2.3.3 倒角齿最大直径d1OH=(2M-B×cos45°)/2sin45°=25.915mmtanψB=B/(2×OH)=0.192938d B= B/sinψB=52.78mmd1=d B+(0.3—0.6)mm=53.23mm2.4 拉削余量按表4-1计算圆形拉削余量为1mm,预制孔径为51mm。
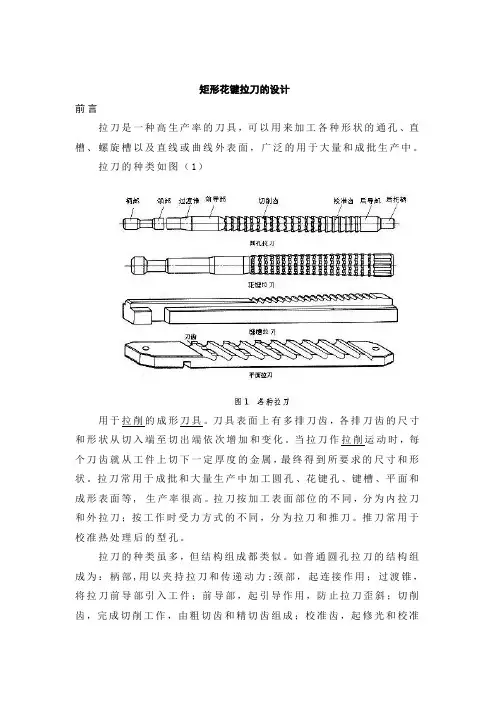
矩形花键拉刀的设计前言拉刀是一种高生产率的刀具,可以用来加工各种形状的通孔、直槽、螺旋槽以及直线或曲线外表面,广泛的用于大量和成批生产中。
拉刀的种类如图(1)用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等, 生产率很高。
拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。
推刀常用于校准热处理后的型孔。
拉刀的种类虽多,但结构组成都类似。
如普通圆孔拉刀的结构组成为:柄部,用以夹持拉刀和传递动力;颈部,起连接作用;过渡锥,将拉刀前导部引入工件;前导部,起引导作用,防止拉刀歪斜;切削齿,完成切削工作,由粗切齿和精切齿组成;校准齿,起修光和校准作用,并作为精切齿的后备齿;后导部,用于支承工件,防止刀齿切离前因工件下垂而损坏加工表面和刀齿;后托柄,承托拉刀。
拉刀的结构和刀齿形状与拉削方式有关。
拉削方式通常分为分层拉削和分块拉削两类。
前者又分成形式和渐成式;后者又分轮切式和综合轮切式。
成形式拉刀各刀齿的廓形均与被加工表面的最终形状相似;渐成式拉刀的刀齿形状与工件形状不同,工件的形状是由各刀齿依次切削后逐渐形成。
轮切式拉刀由多组刀齿组成,每组有几个直径相同的刀齿分别切去一层金属中的一段,各组刀齿轮换切去各层金属。
综合轮切式拉刀的粗切齿采用轮切式,精切齿采用成形式。
轮切式拉刀切削厚度较分层拉削的拉刀大得多,具有较高的生产率,但制造较难。
拉刀常用高速钢整体制造,也可做成组合式。
硬质合金拉刀一般为组合式,因生产率高、寿命长,在汽车工业中常用于加工缸体和轴承盖等零件,但硬质合金拉刀制造困难。
原始数据花键孔尺寸外径 D=50+0.1内径 0.025042d φ+=键宽倒角 45c ⨯︒ c=0.5mm 错误!未找到引用源。
中北大学信息商务学院课程设计说明书学生姓名:宗俊鹏学号: 10020145X47学院:中北大学信息商务学院专业:机械设计制造及其自动化题目:矩形花键拉刀设计指导教师:庞俊忠职称: 教授指导教师:庞学慧职称: 教授2013年6月15日中北大学信息商务学院课程设计任务书学院:中北大学信息商务学院专业:机械设计制造及其自动化学生姓名:宗俊鹏学号:10020145X47课程设计题目:矩形花键拉刀设计起迄日期: 6月6日~6月16日课程设计地点:工字楼指导教师:庞学慧、庞俊忠系主任:王彪下达任务书日期: 2013年6月6日课程设计任务书课程设计任务书矩形花键拉刀,矩形花键铣刀的设计说明书目录引言 6金属切削刀具课程设计的目的 6设计内容和要求 7矩形花键拉刀的设计 7原始数据 9设计步骤 9总结 14致谢 14参考文献 14引言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
我的课程设计课题是矩形花键拉刀,矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCAD、PRO/E的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补。
使我对专业知识得到进一步的了解和系统掌握。
由于编者等水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计可能会有一些不尽如人意的地方, 为了共同提高今后设计编写的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至.10020145X47 宗俊鹏2013年6月15日金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
(二)花键的规定画法及标注花键是把键直接做在轴上和轮孔上,成一整体。
主要用来传递较大的扭矩。
花键的齿型有矩形和渐开线形等,其中矩形花键应用最广,其结构和尺寸已标准化,下面介绍矩形花键轴及孔的画法及尺寸标注。
1.外花键的画法如图12-14所示。
在平行于外花键轴线的投影面的视图中,大径用粗实线,小径用细实线绘制;并用断面图画出全部或一部分齿型,但要注明齿数;工作长度的终止端和尾部长度的末端均用细实线绘制,并与轴线垂直;尾部则画成与轴线成30度的斜线;花键代号应写在大径上。
图12-142.内花键的画法在平行于花键投影的轴线上的剖视图中,大径及小径都用粗实线绘制;并用局部视图画出全部或一部分齿形,图12-15所示。
图12-153.花键连接的画法。
用剖视表示花键连接时,其连接部分用花键轴的画法表示,如下图所示。
图12-164.花键的标注。
花键标注的方法有两种:一种是在图上标出公称尺寸D (大径),d(小径),b(键宽)和z(齿数)等(图12-14,12-15);另一种是用代号标柱:Z-dxDxb,如图12-16所示。
两种标柱形式都需标出花键的工作长度(L)。
二、销销在机器中,可起定位与连接作用。
常用的销有圆柱销和圆锥销等。
开口销要与六角开槽螺的模型。
销的规定标记如示例:销 GB/T 119.1 10h8×60 表示公称直径d=10、公差为h8,公称长度L=60,材料为钢,不淬火,销GB/T 117 10×60 表示公称直径d=10,长度L=60,材料为35钢,热处理硬度为HR销GB/T 91 5×50 表示公称规格d=5,公称长度L=50,材料为Q235,不经表面处理的实际最大直径为4.6mm,最小直径为4.4mm。
图12-17 定位销第三节滚动轴承滚动轴承是支承轴的部件,主要由内圈、外圈、滚动体、保持架组成,按其在工作中承受的力不同可以分为:向心轴承、推力轴承、向心推力轴承,如表7-3所示。
工程车辆齿轮箱内矩形花键工艺设计矩形花键的定位配合方式主要有大径定心﹑小径定心两种方式,采用大径定心配合方式,内花键大径通常在淬火处理前加工完成,在淬火后无法对内花键大径进行修正,由于热处理变形,造成内花键孔精度难以保证,容易导致在装配过程中内﹑外花键出现较大的配合间隙。
而小径定心方式,具有加工工艺性好﹑稳定性高﹑加工精度易于保证的特点,并能采用热处理后进行磨削的工艺方案,使得花键获得较高的加工精度,不但可以克服大径定心热处理造成的矩形内花键大径严重变形影响而无法修整的缺陷,且可以使设计精度等级进一步,有利于提高以花键内径作为基准孔的渐开线圆柱齿轮配合的精度,确保齿轮箱的稳定运行。
为提高花键与齿轮的配合精度,我单位决定对齿轮箱中花键轴和花键齿轮采用小径定心配合,配合精度为H8/f7。
为达到小径定心配合的设计精度和要求,我们在花键轴和花键齿轮的制造中吸取同行小径定心加工工艺的经验和技术,设计了合理的工艺流程﹑工艺方案﹑切削参数﹑夹具及刀具,尝试应用新的热处理工艺,确保花键轴和花键齿轮的加工精度,本文详细介绍采用小径定心方式花键轴及花键齿轮的加工工艺流程﹑设备﹑工艺参数和注意事项。
1 花键加工工艺流程的确定1.1外花键加工工艺流程的确定如图1所示,外花键材料为40Cr,心部硬度要求要求为HRC28-32,花键齿表面硬度要求为HRC48-55,结合零件的尺寸精度和形状位置精度要求,确定该零件的加工工艺流程为:粗车—调质—精车—修磨中心孔—铣花键—花键齿部高频感应淬火+低温回火—磨削花键小径—磨轴承档。
1.2内花键加工工艺流程的确定如图2所示,内花键材料为20CrMnTi,心部要求为HB170-210。
内外齿面硬度要求为HRC60-63.由于零件上内花键和外齿均需要淬火,而受零件结构的限制,制作感应器比较困难,因此,零件采用渗碳后直接淬火的方式。
结合零件的尺寸精度和形状位置精度要求,确定花键齿轮的加工工艺流程为:正火—粗车—精车—拉花键孔—滚齿轮—渗碳淬火+低温回火—磨削花键孔小径。
重系列矩形花键标准重系列矩形花键标准是一种用于连接两个零件的机械连接方式,它能够提供较大的连接强度和稳定性,适用于各种机械设备和工程结构中。
本文将介绍重系列矩形花键标准的相关知识和应用要点。
首先,重系列矩形花键标准的设计和制造需要符合国际标准,如ISO 773和GB/T 1096等。
这些标准规定了重系列矩形花键的尺寸、公差、材料和加工工艺等方面的要求,确保了重系列矩形花键的互换性和可靠性。
其次,重系列矩形花键标准主要包括两种类型,分别是直角花键和斜角花键。
直角花键适用于要求较高的转矩传递和定位精度的场合,而斜角花键适用于要求较大轴向位移和较小干涉的场合。
设计人员在选择花键类型时需要根据具体的使用要求和工作环境来进行合理选择。
另外,重系列矩形花键的安装和拆卸需要按照标准的要求进行,以确保连接的牢固和可靠。
在安装时,应注意花键和轴孔的清洁和润滑,避免因摩擦而导致连接失效。
在拆卸时,应使用专用的拆卸工具,避免损坏花键和轴孔,影响下次的使用。
此外,重系列矩形花键标准在实际应用中还需要考虑到温度、湿度、振动、冲击等外部环境因素对连接的影响。
设计人员在选择花键材料和表面处理方式时需要考虑到这些因素,以确保连接在各种工作环境下都能够稳定可靠地工作。
最后,重系列矩形花键标准的应用范围非常广泛,可以用于各种传动装置、轴承支座、联轴器、减速器、机床、起重机、输送机等机械设备中。
设计人员在实际应用中需要根据具体的工作要求和空间限制来选择合适的花键类型和尺寸,以确保连接的可靠性和稳定性。
总之,重系列矩形花键标准是一种重要的机械连接方式,它能够提供可靠的连接和传动,广泛应用于各种机械设备和工程结构中。
设计人员在使用重系列矩形花键时需要严格按照标准要求进行设计、制造、安装和维护,以确保连接的可靠性和稳定性。