3-1认识碳弧气刨及其设备
- 格式:ppt
- 大小:426.00 KB
- 文档页数:12

碳弧气刨简介使用焊接技术制造金属结构时,必须先将金属切割成符合要求的形状,有时还需要刨削各种坡口,清焊根及清除焊接缺陷。
虽然对金属进行切割和刨削的方法多种多样,然而应用电弧热切割和刨削金属具有显著的诸多优点,因而被广泛应用。
实际上,电弧切割与电弧气刨的工作原理、电源、工具、材料及气源完全一样,不同之处仅仅在于具体操作略有不同。
可以认为电弧气刨是电弧切割的一种特殊形式,而碳弧气刨则是电弧气刨家族中的一员。
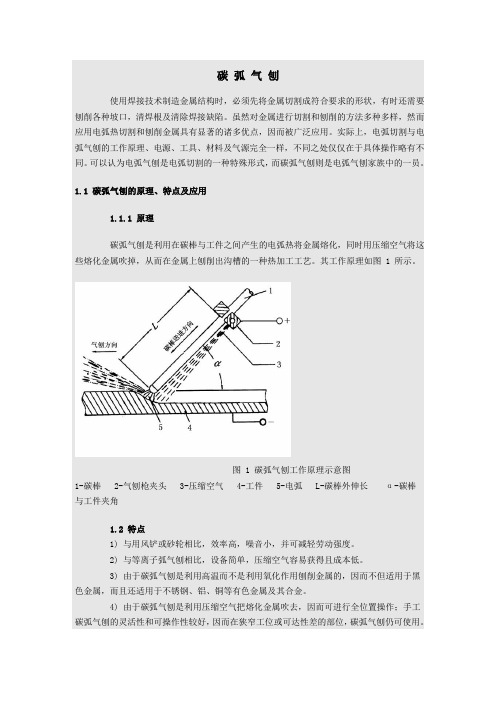
1.1 碳弧气刨的原理碳弧气刨的原理、、特点及应用1.1.1 原理碳弧气刨是利用在碳棒与工件之间产生的电弧热将金属熔化,同时用压缩空气将这些熔化金属吹掉,从而在金属上刨削出沟槽的一种热加工工艺。
其工作原理如图 1 所示。
图1 碳弧气刨工作原理示意图1-碳棒 2-气刨枪夹头 3-压缩空气 4-工件 5-电弧 L-碳棒外伸长 α-碳棒与工件夹角1.1.2 特点1. 与用风铲或砂轮相比,效率高,噪音小,并可减轻劳动强度。
2. 与等离子弧气刨相比,设备简单,压缩空气容易获得且成本低。
3. 由于碳弧气刨是利用高温而不是利用氧化作用刨削金属的,因而不但适用于黑色金属,而且还适用于不锈钢、铝、铜等有色金属及其合金。
4. 由于碳弧气刨是利用压缩空气把熔化金属吹去,因而可进行全位置操作;手工碳弧气刨的灵活性和可操作性较好,因而在狭窄工位或可达性差的部位,碳弧气刨仍可使用。
5. 在清除焊缝或铸件缺陷时,被刨削面光洁铮亮,在电弧下可清楚地观察到缺陷的形状和深度,故有利于清除缺陷。
6. 碳弧气刨也具有明显的缺点,如产生烟雾、噪音较大、粉尘污染、弧光辐射、对操作者的技术要求高。
1.1.3 应用1. 清焊根。
2. 开坡口,特别是中、厚板对接坡口,管对接 U 形坡口。
3. 清除焊缝中的缺陷。
4. 清除铸件的毛边、飞刺.浇铸口及缺陷。
1.2 设备及材料碳弧气刨系统由电源、气刨枪、碳棒、电缆气管和压缩空气源等组成。
如图2所示。
图2 碳弧气刨系统示意图1-电源 2-气刨枪 3-碳棒 4-电缆气管 5-空气压缩机 6-工件1.2.1 电源碳弧气刨一般采用具有陡降外特性且动特性较好的手工直流电弧焊机作为电源。
第四章碳弧气刨教学目标:掌握碳弧气刨工作原理、工艺特点及应用范围,正确选择工艺参数;能够对低碳钢、低合金结构钢、不锈钢进行正确的刨削操作,并对铸铁及有色金属进行碳弧切割。
教学重、难点:碳弧气刨工作原理、工艺特点及应用范围,正确选择工艺参数,对低碳钢、低合金结构钢、不锈钢进行正确的刨削操作,并对铸铁及有色金属进行碳弧切割。
课时:7课时第一课时教学过程:一、组织教学二、导入新课(一)碳弧气刨的基本原理(1)碳弧气刨是利用碳棒与金属工件之间产生的电弧高温,将金属工件局部熔化,并利用压缩空气流将熔化金属吹掉,从而在工件上加工出刨槽的一种工艺方法,如图所示。
图碳弧气刨原理示意图1—碳棒2—碳弧气刨钳3—压缩空气4—电弧5—工件(2)碳弧气刨是利用碳极和金属之间产生的高温电流,把金属局部加热到熔化状态,同时利用压缩空气的高速气流把这些熔化金属吹掉,从而实现对金属母材进行刨削和切割的一种加工工艺方法,如下图:图1 碳弧气刨示意图(二)碳弧气刨与其他切割方法的比较(引导学生复习归纳) 1、机械切割砂轮切割2、氧乙炔气割(二)应用范围1.焊缝挑焊根工作中。
2.利用碳弧气刨开坡口,尤其是U型坡口。
3.返修焊件时,可使用碳弧气刨消除焊接缺陷(挖出)。
4.清除铸件表面的毛边、飞刺、冒口和铸件中的缺陷。
5.切割不锈钢中、薄板6.在板材工件上打孔。
7.刨削焊缝表面的余高。
三、巩固小结四、布置作业1.碳弧气刨原理2.碳弧气刨的特点第二课时教学过程:一、组织教学二、复习旧知识1.碳弧气刨原理2.碳弧气刨的特点3.碳弧气刨应用范围。
三、导入新课1.碳弧气刨的工艺参数(主要)a)碳棒规格及适用电流(表1)电流对刨槽的尺寸影响很大,电流增加时,刨槽的宽度增加,深度增加更多,采取大电流可以提高刨削速度,并获得较光滑的刨槽。
但电流过大时,碳棒头易发红,镀铜层易脱落。
正常电流下,碳棒发红长度为25mm,电流小则容易产生夹碳现象。
实际生产中可参考表1选用电流。
碳弧气刨使用焊接技术制造金属结构时,必须先将金属切割成符合要求的形状,有时还需要刨削各种坡口,清焊根及清除焊接缺陷。
虽然对金属进行切割和刨削的方法多种多样,然而应用电弧热切割和刨削金属具有显著的诸多优点,因而被广泛应用。
实际上,电弧切割与电弧气刨的工作原理、电源、工具、材料及气源完全一样,不同之处仅仅在于具体操作略有不同。
可以认为电弧气刨是电弧切割的一种特殊形式,而碳弧气刨则是电弧气刨家族中的一员。
1.1 碳弧气刨的原理、特点及应用1.1.1 原理碳弧气刨是利用在碳棒与工件之间产生的电弧热将金属熔化,同时用压缩空气将这些熔化金属吹掉,从而在金属上刨削出沟槽的一种热加工工艺。
其工作原理如图 1 所示。
图 1 碳弧气刨工作原理示意图1-碳棒2-气刨枪夹头3-压缩空气4-工件5-电弧L-碳棒外伸长α-碳棒与工件夹角1.2 特点1) 与用风铲或砂轮相比,效率高,噪音小,并可减轻劳动强度。
2) 与等离子弧气刨相比,设备简单,压缩空气容易获得且成本低。
3) 由于碳弧气刨是利用高温而不是利用氧化作用刨削金属的,因而不但适用于黑色金属,而且还适用于不锈钢、铝、铜等有色金属及其合金。
4) 由于碳弧气刨是利用压缩空气把熔化金属吹去,因而可进行全位置操作;手工碳弧气刨的灵活性和可操作性较好,因而在狭窄工位或可达性差的部位,碳弧气刨仍可使用。
5) 在清除焊缝或铸件缺陷时,被刨削面光洁铮亮,在电弧下可清楚地观察到缺陷的形状和深度,故有利于清除缺陷。
6) 碳弧气刨也具有明显的缺点,如产生烟雾、噪音较大、粉尘污染、弧光辐射、对操作者的技术要求高。
1.1.3 应用1) 清焊根。
2) 开坡口,特别是中、厚板对接坡口,管对接 U 形坡口。
3) 清除焊缝中的缺陷。
4) 清除铸件的毛边、飞刺.浇铸口及缺限。
1.2 设备及材料碳弧气刨系统由电源、气刨枪、碳棒、电缆气管和压缩空气源等组成。
如图 2 所示。
图 2 碳弧气刨系统示意图1-电源2-气刨枪3-碳棒4-电缆气管5-空气压缩机6-工件[1][2][3][4][5][6]碳弧气刨1.2.1 电源碳弧气刨一般采用具有陡降外特性且动特性较好的手工直流电弧焊机作为电源。

碳弧气刨基本知识目录一、碳弧气刨基本概念 (2)1.1 碳弧气刨的定义 (2)1.2 碳弧气刨的应用领域 (3)二、碳弧气刨设备与工具 (4)三、碳弧气刨工艺原理 (5)3.1 碳弧气刨的原理 (6)3.2 碳弧气刨的工艺流程 (7)四、碳弧气刨操作技巧 (8)4.1 碳弧气刨的准备工作 (9)4.2 碳弧气刨的操作步骤 (10)4.3 碳弧气刨的安全注意事项 (11)五、碳弧气刨在实际工作中的应用案例 (12)5.1 碳弧气刨在金属切割中的应用 (13)5.2 碳弧气刨在焊接修复中的应用 (14)5.3 碳弧气刨在其他领域的应用 (15)六、碳弧气刨的优缺点及发展趋势 (16)6.1 碳弧气刨的优点 (18)6.2 碳弧气刨的缺点 (19)6.3 碳弧气刨的发展趋势 (20)一、碳弧气刨基本概念碳弧气刨是一种利用碳极电弧产生的高温,使金属表面局部熔化,从而实现表面清理和焊接的一种高效工艺方法。
在碳弧气刨过程中,电弧产生的高温足以使金属熔化并蒸发,形成一定的气体保护效果。
由于电弧的吹力作用,可以将熔化的金属及其氧化物吹掉,实现表面的清理效果。
碳弧气刨具有操作简便、生产效率高、适用范围广等优点。
它可以在各种金属材料上使用,包括碳钢、不锈钢、合金钢等。
碳弧气刨还可以用于焊接前的表面清理和预处理工作,以及缺陷的检测和修复工作。
需要注意的是,碳弧气刨过程中会产生大量的烟尘和有害气体,对环境和人体健康造成一定的影响。
在使用碳弧气刨时,需要采取必要的防护措施,如佩戴防护眼镜、口罩和手套等。
1.1 碳弧气刨的定义碳弧气刨是一种利用碳极电弧产生的高温,使电极和基体金属熔化,同时用压缩空气的气流来吹除熔化金属,从而实现表面清理和局部加热加工的方法。
这种工艺在金属加工领域中被广泛应用,特别是在钢铁制造、化工设备制造等行业中,用于清除焊缝、毛刺、旧漆层以及进行局部热处理等。
在碳弧气刨过程中,一般将碳棒作为电极,通过调整电流和电压来控制电弧的温度和能量。
第四章碳弧气刨教学目标:掌握碳弧气刨工作原理、工艺特点及应用范围,正确选择工艺参数;能够对低碳钢、低合金结构钢、不锈钢进行正确的刨削操作,并对铸铁及有色金属进行碳弧切割。
教学重、难点:碳弧气刨工作原理、工艺特点及应用范围,正确选择工艺参数,对低碳钢、低合金结构钢、不锈钢进行正确的刨削操作,并对铸铁及有色金属进行碳弧切割。
课时:7课时第一课时教学过程:一、组织教学二、导入新课(一)碳弧气刨的基本原理(1)碳弧气刨是利用碳棒与金属工件之间产生的电弧高温,将金属工件局部熔化,并利用压缩空气流将熔化金属吹掉,从而在工件上加工出刨槽的一种工艺方法,如图所示。
图碳弧气刨原理示意图1—碳棒2—碳弧气刨钳3—压缩空气4—电弧5—工件(2)碳弧气刨是利用碳极和金属之间产生的高温电流,把金属局部加热到熔化状态,同时利用压缩空气的高速气流把这些熔化金属吹掉,从而实现对金属母材进行刨削和切割的一种加工工艺方法,如下图:图1 碳弧气刨示意图(二)碳弧气刨与其他切割方法的比较(引导学生复习归纳) 1、机械切割砂轮切割2、氧乙炔气割(二)应用范围1.焊缝挑焊根工作中。
2.利用碳弧气刨开坡口,尤其是U型坡口。
3.返修焊件时,可使用碳弧气刨消除焊接缺陷(挖出)。
4.清除铸件表面的毛边、飞刺、冒口和铸件中的缺陷。
5.切割不锈钢中、薄板6.在板材工件上打孔。
7.刨削焊缝表面的余高。
三、巩固小结四、布置作业1.碳弧气刨原理2.碳弧气刨的特点第二课时教学过程:一、组织教学二、复习旧知识1.碳弧气刨原理2.碳弧气刨的特点3.碳弧气刨应用范围。
三、导入新课1.碳弧气刨的工艺参数(主要)a)碳棒规格及适用电流(表1)电流对刨槽的尺寸影响很大,电流增加时,刨槽的宽度增加,深度增加更多,采取大电流可以提高刨削速度,并获得较光滑的刨槽。
但电流过大时,碳棒头易发红,镀铜层易脱落。
正常电流下,碳棒发红长度为25mm,电流小则容易产生夹碳现象。
实际生产中可参考表1选用电流。

碳弧气刨组成
碳弧气刨是一种利用碳弧发生器产生弧光的工具,将弧光集中在工件表面上产生高温,同时用气流将高温区域的物质剥离下来的加工设备。
它由碳弧发生器、气体控制系统、刨刀等组成。
碳弧发生器是碳弧气刨的核心部件,它通过高压电流使碳条产生弧光,从而产生高温区域,将工件表面物质熔化蒸发或氧化分解,剥离下来。
气体控制系统则主要用于控制气流的大小和方向,使其在加工过程中将剥离下来的物质带走。
刨刀是碳弧气刨的加工工具,其形状和材质不同,可以根据不同的加工要求进行选择。
刨刀在工作时,通过气流将加工区域的物质吸附到刨刀上,从而实现对工件表面的加工。
除了以上三个组成部分外,碳弧气刨还需要配备电源、气源等辅助设备,以及高温防护装置等安全设备。
它广泛应用于金属加工、塑料加工、陶瓷加工等领域,具有加工精度高、加工效率高、环保无污染等特点。
- 1 -。
碳弧气刨作者:蔡占河来源:《中国科技博览》2014年第27期中图分类号:TG444 文献标识码:A 文章编号:1009-914X(2014)27-0304-02碳弧气刨是焊接金属材料、制造特种设备的一项重要工艺。
碳弧气刨质量直接影响到焊接质量。
了解碳弧气刨时常见缺陷及其产生的原因并掌握防止措施,制定合理的碳弧气刨工艺,会更好地保证碳弧气刨的质量,从而保证焊接的质量。
本人根据工作经验谈一点看法。
一、碳弧气刨的特点和应用范围:碳弧气刨是利用碳棒与工艺之间,在通电后产生的电弧高温,将工件局部熔化,并利用压缩空气将熔化金属吹除的一种工艺方法。
基本原理如图1。
1.碳弧气刨的特点:(1)手工碳弧气刨机动性强。
由于操作空间小,对空间较小的受限的位置,可进行全位置操作。
(2)当进行清除焊缝或工件的缺陷时,可见性强,在一层一层清除过程中,操作者借助电弧光可以清除观察到缺陷的位置、形状和深度,直至缺陷被彻底清除。
(3)碳弧气刨噪声小,精度高,降低劳动强度,提高效率,设备简单。
(4)能切割氧-炔焰难于切割的金属材料。
(5)碳弧气刨的缺点:烟雾和粉尘大,弧光较强,要求采用较大功率的直流电压,成本较高,对作业人员的操作技能要求较高,操作不当容易引起刨削处増碳。
2.碳弧气刨应用范围:(1)用于低碳钢、低合金钢和不锈钢材料双面焊接时清除焊根。
(2)可清除工件或工件焊缝中超标缺陷。
(3)可用于不规则焊缝坡口加工,特别是U形坡口加工。
(4)可切割金属材料,注意碳弧气刨不适宜应用于对冷裂纹敏感的低合金钢厚板。
二、碳弧气刨工艺碳弧气刨工艺参数包括电原极性、碳棒直径与电流、碳棒直径与板厚、碳棒伸出长度、碳棒倾角、压缩空气压力,电弧长度、刨削速度等。
1、电源极性低碳钢、低碳金钢和不锈钢进行碳弧气刨时,采用直流反接,即工件接负极,碳弧气刨钳接正极,如图2所示。
采用直流反接进行碳弧气刨时,电弧稳定,刨削速度均匀,电弧发出连续的刷刷声,刨槽两侧宽窄一致,刨槽表面光滑明亮。