1352 制程检验规范SIP
- 格式:xls
- 大小:7.90 MB
- 文档页数:6

SIP Standard Inspection Guide一、概述1.1 SIP(Session Initiation Protocol)是一种应用层协议,用于建立、维护和终止多种类型的会话,包括实时音频、视频和文本会话。
1.2 SIP标准检验指导书旨在提供一个可行的检验框架,以确保SIP系统的正确性和可靠性。
二、检验内容2.1 SIP系统的功能检验2.1.1 检查SIP系统是否支持基本的SIP功能,包括但不限于:(1)呼叫建立、维护和终止;(2)消息传递;(3)认证和安全;(4)状态报告;(5)路由和转发;(6)负载均衡;(7)负载控制;(8)网络管理;(9)网络监控;(10)网络调度;(11)网络优化;(12)网络计费;(13)网络安全;(14)网络维护。
2.1.2 检查SIP系统是否支持高级功能,包括但不限于:(1)视频会议;(2)多媒体会议;(3)跨网络会议;(4)跨网络调度;(5)跨网络优化;(6)跨网络安全;(7)跨网络维护;(8)跨网络计费;(9)跨网络监控;(10)跨网络管理。
2.2 SIP系统的性能检验2.2.1 检查SIP系统的延迟、丢包率、吞吐量等性能指标,以确保系统的可靠性和稳定性。
2.2.2 检查SIP系统的可扩展性,以确保系统能够应对不断增长的用户数量和流量。
2.2.3 检查SIP系统的容错性,以确保系统能够在发生故障时继续正常运行。
三、检验方法3.1 功能检验3.1.1 对SIP系统进行功能检验时,应采用黑盒测试方法,以确保系统的正确性和可靠性。
3.1.2 对SIP系统进行功能检验时,应采用白盒测试方法,以确保系统的可扩展性和容错性。
3.2 性能检验3.2.1 对SIP系统进行性能检验时,应采用压力测试方法,以确保系统的可靠性和稳定性。
3.2.2 对SIP系统进行性能检验时,应采用负载测试方法,以确保系统的可扩展性和容错性。
四、检验结果4.1 检验结果应包括但不限于:(1)SIP系统的功能检验结果;(2)SIP系统的性能检验结果;(3)SIP系统的可扩展性和容错性检验结果;(4)SIP系统的可靠性和稳定性检验结果。
QC;品质控制 ECR;工程变更申请书 FQC;终点品质控制 TVR;模具确认报告 OQC;最终出货品质控制 FMEA;失效模式分析 IQC;进料品质控制 SSQA;合格供应商品质评估 PQC;段检控制 FA;最后一次稽核 TQC;全面品质控制 SOP;制程作业规范 IPQC;制程品质控制 SIP;制程检验规格 QA;质量保证 QIP;品质改进计划 OQA;出货质量保证 SPC统计制程管制 QE;品质工程师 ECN;工程变更通知书 CP;能力指数 ATTN;知会 CPK;模具能力指数 CC;副本复印给相关人员 8D;8项回复内容 RE;关于、、、、、 CAR;纠正措施报告 P/N;料号 AQL允收品质水准 L/N;批号 ACC;允收 AOD;特采 REJ;拒收 IC;集成电路 NG;不良 LED;发光二极管 PASS;通过 COB;邦定 QMS;质量管理体系 PCB;印刷电路扳 S/S;抽样检验样本大小 SMT;贴片元件 CR;极严重的(致命) QM;品质手册 MAJ;主要的 WEEE;电子、电气备废弃物之法规 MIN;轻微的(微小的) ROHS;电气、电子设备中限制使用的某些有害物质 MIL—STD--;军用标准 IE;工业工程 SⅠ—SⅣ;特殊 DCC;文件控制中心 PPM;百万分之一 SQC;品质统计 BOM;物料清单 TQM;全员品管 ISO:国际标准化组织 REVISION;版本 DT;日期 UNIT;单位 FM;来自 MATERIAL;材质 TO;到、达 PART NAME;零件名称 UCL;上控制线 ANGULAR;角度 LCL;下控制线 MODEL;型号 CL;中心线 QCC;品质管理圈 ME;设备工程师 WI;作业指导书 PE;制程工程师 MRB;物料评审委员会 PROJECTION;投影 TOLERANCE;公差 DO NOT SCALE DRAWING;未按比例绘制 CHK BY;审核 DRN BY;绘图员 APPD BY;核准 TVPE;典型 DESCRIPTONS;描述 PART;局部 SAMPLE;样品 MOILD;模具 PLASTIN;塑胶 STANDARD;标准 DIMENSION;尺寸 MEASURE;测量 QUALITY;品质 FINISH;表面处理 PART NO;零件编号 QTY;数量 COLOUR;颜色 MODEL;产品名称 GATE;水口 SECTION;截面 DETAIL;细节、详述 EJECTOR PIN;推顶针 SCAR:协力商矫正与预防措施报告 SQM:稽核供货商 AVL:合格厂商名称 FAI;新品首件检查 FAA;首件确认。
缝纫检验标准sip
关于缝纫检验标准,通常会涉及到一些国际标准和行业标准。
其中,国际上比较常用的标准包括ISO 4915:1991 Textiles -Stitch types -Classification and terminology、ISO 4916:2002 Textiles -Stitch types -Classification and terminology of industrial sewing threads以及ISO 845:2006 Textiles -Determination of resistance to water penetration -Hydrostatic pressure test。
这些标准分别涉及到缝纫的针脚类型分类、工业缝纫线的分类术语以及织物抗水渗透性的测试方法。
此外,不同国家和地区也会有各自的行业标准,比如中国国家标准GB/T 2662-2008《纺织品缝纫性能术语》、GB/T 3920-2008《纺织品色牢度试验》等。
这些标准通常会涉及到缝纫品质、色牢度、耐水性等方面的要求和测试方法。
在进行缝纫检验时,需要根据具体产品的要求和所处地区的法规标准来选择相应的检验标准,以确保产品的质量符合相关要求。
同时,还需要注意标准的更新和修订情况,以确保使用的是最新版本的标准进行检验。
总的来说,缝纫检验标准涉及到针脚类型分类、缝纫线分类术语、织物抗水渗透性测试、缝纫性能术语、色牢度测试等方面,需要根据具体情况选择适用的国际标准和行业标准进行检验。
希望以上回答能够帮到你。
引言:标准检验指导书(SIP)是一种用于指导企业按照相关标准进行质量控制和产品检验的文件。
它通常由政府部门、质量认证机构或行业协会编制,并在特定领域中得到广泛应用。
本文是《标准检验指导书(SIP)(二)》的详细阐述,主要包括五个大点的内容,每个大点由59个小点构成,旨在为读者提供关于SIP的深入了解。
1.SIP的意义和背景1.1SIP的定义1.2SIP的作用和意义标准检验指导书(SIP)是根据具体行业领域的标准要求编制的,它为企业提供了质量控制和产品检验的指导,有助于确保产品符合质量要求。
SIP的背景是为了规范和统一产品质量检验流程,提高产品质量水平,避免因不合格产品引起的损失和风险。
2.SIP的编制和应用2.1编制SIP的机构和流程2.2SIP的应用范围和适用对象SIP通常由政府部门、质量认证机构或行业协会等专业机构编制,其编制过程包括市场调研、标准研究、制定流程等环节。
SIP适用于特定行业领域,例如食品、医药、电子等,对于从事该行业的企业、生产者和使用者都具有指导意义。
3.SIP的主要内容和要求3.1SIP的结构和章节3.2SIP的主要内容和要求SIP的结构通常由导言、引言、范围、规范性引用文件、术语和定义、测试方法、检验标准、检验程序、抽样方法、报告格式等章节组成。
SIP的主要内容包括质量控制要求、检验流程、样品抽样等,要求企业按照SIP进行产品检验,并保证产品质量符合相关标准要求。
4.SIP的优势和挑战4.1SIP的优势4.2SIP的挑战和应对措施SIP的优势包括有助于提高产品质量、减少不合格品数量、加强企业质量管理体系等。
推广和应用SIP也面临一些挑战,如推广困难、培训成本高等。
为了克服这些挑战,可以加强对SIP的宣传和培训,提供技术支持等。
5.SIP的进一步发展方向5.1SIP的优化和改进5.2SIP的国际合作与交流为进一步提高SIP的应用效果和推广水平,可以对SIP进行优化和改进,结合实际情况进行修订和更新。
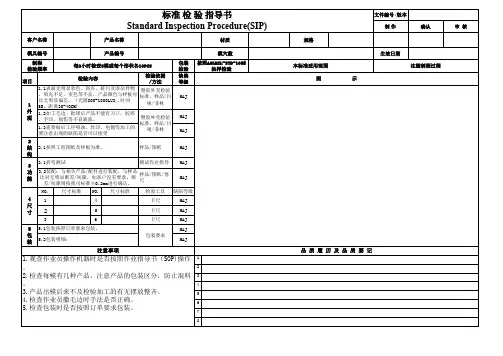
文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 1.目的:规范和指导制成各个工序的品质检验和品质管控,确保品质的稳定性,满足客户要求,减少因品质异常而产生的质量成本。
2.适用范围:适用于公司范围内品管员和作业员的制成检验。
3.定义:3.1.轻微缺陷: 外观上的轻微缺陷不影响制品使用的不良。
3.2.严重缺陷:对制品使用中有功能缺陷的不良。
3.3.致命缺陷:对制品有寿命上影响,导致人身伤害的或超出法律法规标准的缺陷。
4.职责:权责单位职责品质部品管负责制程中各个工序的品质检验制造部作业员负责制程中各个工序的自主检验和品质异常的出路5.作业内容:5.1.工序——配料:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依作业指示卡首件:每规格巡检:作业员每两小时一次,组长、品管每4小时一次√发现不合格,依《不合格管制程序》进行2 重量电子称依作业指示卡√3 原材料类别目视依作业指示卡√文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.2.工序——搅拌:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依搅拌指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格时,依《不合格管制程序》进行2 颜色目视依标准样板√3 小料合计重量目视依作业指示卡√4 磅油重量是否正确目视依作业指示卡√5 磅大料重量是否正确目视依作业指示卡√6 原料有无杂质目视无杂质√7 清机是否干净目视清机干净√8 投料顺序是否正确目视依搅拌指示卡√9 搅拌温度温度计依搅拌指示卡√10 搅拌速度转速表依搅拌指示卡√11 搅拌时间计时器依搅拌指示卡√文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.3.工序——押出:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依作业指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格时,依《不合格管制程序》进行2 押出温度1段温度计依作业指示卡√3 押出温度2段温度计依作业指示卡√4 押出温度3段温度计依作业指示卡√5 押出温度4段温度计依作业指示卡√6 押出温度5段温度计依作业指示卡7 押出温度6段温度计依作业指示卡√8 押出温度7段温度计依作业指示卡√9 押出温度8段温度计依作业指示卡√10 颗粒目视胶条表面无颗粒状√11 颜色依标准样板无色差、无杂色√12 气孔目视胶料剖开面无气孔√13 光泽目视均匀√14 切粒目视均匀√15 结团目视不能连粒√16 杂质目视无杂质√17 标签目视正确、完整√18 重量电子称以客户需求文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.5.工序——包装:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 包装袋目视依作业指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格,依《不合格管制程序》进行2 标签标示目视依客户要求√3 包重电子称依客户要求√5.9.任何工序出现的不合格品,当班品管须及时贴示不合格标签,标明不合格批次品名规格、数量、原因,及时将不合格品放置在不合格品区,具体依《不合格品管制程序》和《特采管理程序》执行。
1、SIP的对象及实施SIP即:standard inspection procedure 检验标准,也可译为检验规范。
①检验规范是写明检验作业有关的文件,用来规定作业的程序及方法,以利于检验工作的进行;②检验范围主要明确了对于进料(Incoming Materials)的5W1H:a、Why(为什么要检验)b、What(检验什么)c、When(何时检验)d、Who(谁执行检验)e、Where(在何处检验)f、How(怎样检验)2、检验项目一般包括①外观检验;②尺寸、结构性检验;③电气特性检验;④化学特性检验;⑤物理特性检验;⑥机械特性检验;⑦包装检验;⑧型式检验;3、检验一般采用随机抽样方法①外观检验:一般用目视、手感限度样本。
②尺寸检验:如游标卡尺、分厘卡、塞规(GO/NO GO GAUGE)。
③结构性检验:如拉力计、扭力计。
④特性检验:使用检测仪器或设备,如使用示波器来检验电气性能等。
4、检验方式所进的物料,由于供料厂商的品质信赖度及物料的数量、单价、体积等,可分为全检、抽检、免检。
①全检:数量少,单价高,适用于重要来料。
②抽检:数量多,或经常性之物料,为大多数的检验方式,③免检:数量多,单价低,或一般性补助或经认定列为免检厂商的物料。
进料检验规范的案例当前位置:生管物控网>品质管理>怎样理解来料检验规范(SIP)?(4)时间:2009-01-16 11:24来源: 作者:yuyang 点击: 3078 次4、刮伤:无露铜之刮伤,每条不得超过10mm。
每面不得超过2条。
5、氧化:金手指上有明显的变色发黄、变黑、及油污等情形。
6、针孔:不允许镀金面上出现针孔、或边缘齿状7、导角:两端之导角应为45。