192_1.5兆牛摆动剪切机的设计
- 格式:pdf
- 大小:413.25 KB
- 文档页数:28
河北农业大学现代科技学院本科毕业设计题目:小型剪板机设计学院:专业班级:学号:姓名:指导教师:指导教师职称:2015年5月20日摘要 (1)Abstract (2)第一章绪论 (3)1.1 剪板机的介绍与分类 (3)1.2 剪板机工作原理 (3)第二章传动方案论证 (4)2.1 凸轮机构 (4)2.2曲柄滑块机构 (5)第三章总体传动方案 (5)第四章电动机的选择 (6)4.1电动机种类和结构的选择 (6)4.2电动机容量的确定 (6)4.3计算传动装置的传动比和动力参数 (7)4.3.1计算传动装置的合理传动比 (7)4.3.2 计算动力参数 (8)第五章带传动的设计与选择 (10)5.1 功率的计算 (10)5.2 带型的选择 (10)5.3 计算从动轮基准直径 (10)5.4中心距a和带轮基准长度的确定 (10)5.5主动轮上的包角验算 (11)5.6带的根数确定 (12)5.7 带的预紧力的确定 (12)5.8 带传动作用在轴上压轴力的计算 (12)5.9 轮结构的设计 (13)5.9.1 小带轮的结构设计 (13)5.9.2 大带轮的结构设计 (14)第六章轴的设计 (17)6.1 主动轴设计 (17)6.1.1轴的材料 (17)6.1.2 轴的结构设计 (17)6.1.3轴的强度计算 (18)6.2从动轴设计 (19)6.2.1 轴的材料 (19)6.2.2 确定轴径的最小许用值 (19)6.2.3拟定轴上零件的装配方案 (20)6.2.4轴上的零件定位 (20)6.2.5轴各段直径和长度的确定 (20)6.2.6从动轴的结构简图 (20)6.2.7计算轴的强度、安全校核 (21)第七章齿轮设计 (23)7.1 选择齿轮的材料、类型、精度等级和齿数 (23)7.1.1选择齿轮的材料 (23)7.1.2 齿轮类型的选择 (23)7.1.3 选取精度等级 (23)7.1.4 选定齿数 (23)7.2 按齿面接触强度设计 (23)7.2.1计算确定公式内的各个字母数值 (23)7.2.2 计算小齿轮的分度圆直径,圆周速度,齿宽等系数 (24)7.3 按齿根弯曲强度设计 (25)7.3.1 确定上公式中各字母数值 (26)7.3.2 计算大小齿轮的齿数 (27)7.4 计算齿轮的几何尺寸 (27)7.4.1 分度圆直径的计算 (27)7.4.2 中心距的计算 (28)7.4.3 齿轮宽度的计算 (28)7.6 结构尺寸设计及绘制齿轮零件图 (28)7.6.1 小齿轮结构的设计 (28)7.6.2 大齿轮的机构设计 (29)第八章曲柄滑块机构设计 (31)8.1偏心轮的设计 (31)8.2 曲柄滑块设计 (31)8.3强度校核 (34)8.4 电动机校核 (34)第九章离合器和其他附件设计选择 (35)9.1 离合器的选择 (35)9.2 后挡料装置 (35)9.3刀具的选择 (35)第十章键的校核 (36)总结 (37)致谢 (37)参考文献 (38)摘要本次设计的任务是小型剪板机,要求计算参数,校核强度,设计机构并进行三维建模。
优秀设计1.5兆牛摆动剪切机构设计摘要1.5兆牛摆动剪切机是安装在500型钢热连机前,用于切头切尾和卡钢事故的处理剪。
随着国民经济的发展,对型钢产品数量的要求更高。
本设计为型钢设计切头的摆动剪,设计中对摆动剪的局部做了改进。
首先,本文讨论了型钢轧机在国民经济中的地位,并对300/500机组平面布置示意图的概况进行了整体的介绍。
并介绍了摆动剪的结构特点和研究的内容与方法。
根据现有设备状况,对设备生产中存在的问题进行分析,对主要部件结构做了合理的选用。
然后,根据机组原始参数初选主电机容量,对其进行发热校核和过载校核,对主要零件进行强度校核。
对齿轮做了强度计算,对曲轴计算了弯曲应力,弯扭合成应力;校核了危险断面;以及滑块损坏的改进设计及润滑方法,简单计算摆动剪的可靠性和经济评价。
通过以上工作,1.5兆牛摆动剪切机在使用寿命、产品质量理论上应该有一定的提高。
设计内容有实际价值。
该剪作为加热炉前方坯切头飞剪。
关键词:剪切机,摆动,主传动A Design of 1.5MN Swing Scissors1.5MN swing scissors is installed before the 500 sharp steel of hot continuous rolling mills, which is used to cut the head and end of the steel and deal with the jamming of the steels.With the development of the national economy, the request of the sharp steels’s quality is higher than before. In the thesis, the cutting of the head of the 1.5MN swing scissors is researched, and makes some improvments of partial strcture.First, the thesis has discussed the position of the rolling mill of sharp steel in the national economy, and makes the general instruction for 300/500 unit plane arrangement. Next, introducing the structural characteristic of the swing cutting and the method and content of the research .According to exising equipment condition, analysing the exist problem in equipment production, the strcture of the major parts are reasonable to choosed. Then,according to the primitive parameter of the unit, I primarily choose the capacity of the main motor, and make the heat examination and overload examination, choose if satisfying the requirement, otherwise choose again until the examination is satisfyed. I make the strength examination for major element. As to gears, I make the strength calulation; as to crank, I caculated the curving stress and the crooked synthesis stress, examinationing the dangerous cross section, as well as the improment of the damages of the slide and the method of lubrication. Finally I caculated the economy appraisal and the reliablity of swing scissors.Through the work of this thesis, 1.5MN swing scissors should certain raise in service life and product quality theoretically, but need the unceasing improvement in practice.Key-word: scissors, swing, main drive目录1绪论 (1)1.1课题的选择的背景和目的 (1)1.2热轧型钢的国内外的发展趋势 (2)1.2.1轧机布置向半连续化或全连续化发展 (2)1.2.2轧制工艺改革出现了切分轧制、热轧冷拔 (2)1.2.3轧机结构改造提高轧制速度..................................... (2)1.2.4加热炉控制 (2)1.2.5冷却工艺改造 (2)1.3剪切机的种类和用途 (2)1.3.1摆动式剪切机 (3)1.3.2滚动式飞剪 (3)1.3.3曲柄偏心式飞剪 (3)1.4摆动剪研究的内容和方法 (3)1.4.1摆动剪在型钢连续机组布置和作用 (3)1.4.2型钢热连轧机的生产工艺 (3)1.4.3摆动剪的结构特点和研究的内容与方法 (4)2摆动剪设计方案的选择和评述 (4)2.1摆动式飞剪机设计方案的选择 (4)2.1.1摆动式飞剪传动简图 (4)2.1.2摆动剪的剪切过程 (5)2.2摆动剪方案评述 (5)2.2.1减小摆角 (6)2.2.2增加许用摆角 (6)3剪切力的计算 (7)3.1剪切速度和剪切力 (7)3.1.1摆动剪设计参数 (7)3.1.2剪切机构主要参数的确定 (7)3.1.3剪切速度的确定 (8)3.2剪切力矩的计算 (11)4电机型号及容量的选择 (13)5主要零件的强度计算 (14)5.1齿轮的强度计算 (14)5.1.1按齿面接触强度设计 (14)5.1.2计算 (14)5.1.3按齿根弯曲强度设计 (15)5.1..4几何尺寸计算 (17)5.2曲轴的强度计算 (17)5.2.1曲轴的尺寸和材料性能 (17)5.2.2曲轴的强度校核 (17)5.3切向键的计算 (20)5.4滑块损坏的改进设计 (21)6润滑方法的选择 (22)6.1润滑和摩擦的概念 (22)6.2剪切机设备润滑方法 (23)7试车方法和对控制系统的要求 (24)7.1试车要求 (24)7.2维护规程 (24)8设备的可靠性及经济分析 (25)结论 (26)致谢 (27)参考文献 (28)附录1.5兆牛摆动剪切机的设计1绪论1.1课题选择的背景和目的摆动剪切机是安装在500型钢热连机前后,用于切头切尾和卡钢事故的处理剪。
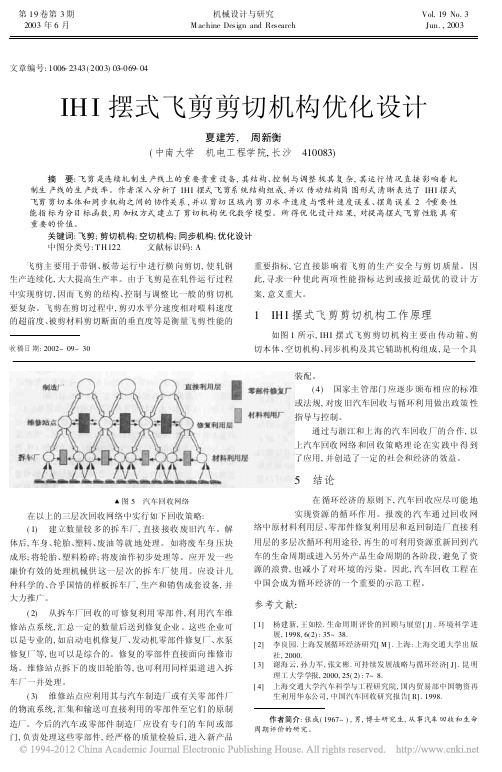
w 图5 汽车回收网络在以上的三层次回收网络中实行如下回收策略:(1) 建立数量较多的拆车厂,直接接收废旧汽车。
解体后,车身、轮胎、塑料、废油等就地处理。
如将废车身压块成形;将轮胎、塑料粉碎;将废油作初步处理等。
应开发一些廉价有效的处理机械供这一层次的拆车厂使用。
应设计几种科学的、合乎国情的样板拆车厂,生产和销售成套设备,并大力推广。
(2) 从拆车厂回收的可修复利用零部件,利用汽车维修站点系统,汇总一定的数量后送到修复企业。
这些企业可以是专业的,如启动电机修复厂、发动机零部件修复厂、水泵修复厂等,也可以是综合的。
修复的零部件直接面向维修市场。
维修站点拆下的废旧轮胎等,也可利用同样渠道进入拆车厂一并处理。
(3) 维修站点应利用其与汽车制造厂或有关零部件厂的物流系统,汇集和输送可直接利用的零部件至它们的原制造厂。
今后的汽车或零部件制造厂应设有专门的车间或部门,负责处理这些零部件,经严格的质量检验后,进入新产品装配。
(4) 国家主管部门应逐步颁布相应的标准或法规,对废旧汽车回收与循环利用做出政策性指导与控制。
通过与浙江和上海的汽车回收厂的合作,以上汽车回收网络和回收策略理论在实践中得到了应用,并创造了一定的社会和经济的效益。
5 结论在循环经济的原则下,汽车回收应尽可能地实现资源的循环作用。
报废的汽车通过回收网络中原材料利用层、零部件修复利用层和返回制造厂直接利用层的多层次循环利用途径,再生的可利用资源重新回到汽车的生命周期或进入另外产品生命周期的各阶段,避免了资源的浪费,也减小了对环境的污染。
因此,汽车回收工程在中国会成为循环经济的一个重要的示范工程。
参考文献:[1] 杨建新,王如松.生命周期评价的回顾与展望[J].环境科学进展,1998,6(2):35~38.[2] 李良园.上海发展循环经济研究[M ].上海:上海交通大学出版社,2000.[3] 谢海云,孙力军,张文彬.可持续发展战略与循环经济[J].昆明理工大学学报,2000,25(2):7~8.[4] 上海交通大学汽车科学与工程研究院,国内贸易部中国物资再生利用华东公司,中国汽车回收研究报告[R].1998. 作者简介:张成(1967-),男,博士研究生,从事汽车回收和生命周期评价的研究。

械加工工艺及夹具设计毕业设计拨叉(12-07-05)加工工艺及夹具设计毕业设计后钢板弹簧吊耳加工工艺及夹具设计毕业设计300X400数控激光切割机设计毕业设计闭风器的设计课程设计设计“CA6140车床法兰盘”零件的机械加工工艺及工艺设备课程设计单级斜齿圆柱齿轮传动设计+绞车传动毕业设计CA6140型铝活塞的机械加工工艺设计及夹具设计毕业设计CA6140填料箱盖加工工艺及数控编程毕业论文搅拌摩擦焊焊接工装设计毕业论文1.0t普通座式焊接变位机工装设计毕业论文自动高压排液阀毕业论文基于Pro/E的蒸汽电熨斗的建模设计毕业设计200米液压钻机变速箱的设计毕业设计100米钻机变速箱设计毕业设计75米钻机的总体设计毕业设计万能渐开线检查仪数据处理毕业设计液压钻机本体组合机床设计毕业论文杠杆零件机械加工工艺规程制订及第25工序工艺装备设计毕业论文低位放顶煤液压支架(支撑掩护式液压支架)的设计课程设计带式运输机用展开式二级圆柱齿轮减速器设计毕业论文数控机床自动夹持搬运装置的液压系统设计毕业论文小型钢坯步进式加热炉液压传动系统课程设计GBW92外圆滚压装置设计课程设计GBW92外圆滚压装置设计课程设计MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程课程设计MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程毕业设计法兰盘工艺规程设计课程设计基于单片机的电子密码锁的设计毕业论文输出轴零件机械加工工艺规程制订及第工序工艺装备设计毕业论文XTK7140数控立式铣镗床及控制系统设计毕业论文CLK6140轻型数控车床主运动及进给系统设计毕业设计大油壶盖注塑模具设计毕业设计天然气汽车供气系统减压装置设计毕业论文连杆钻孔φ10H9专用夹具毕业论文某机型铰链座制造与工艺毕业论文端面齿盘的设计与加工毕业设计DX型钢丝绳芯带式输送机课程设计制定CA6140车床法兰盘的加工工艺,设计钻φ6mm孔的钻床夹具毕业设计CA6140主轴加工工艺及夹具设计毕业论文冲压废料自动输送装置毕业论文C618型卧式车床经济型数控纵向改造毕业论文C6136型卧式车床经济型数控改造机械自造工艺及夹具课程设计制定CA6140C车床拨叉的加工工艺,设计钻22mm孔的钻床夹具毕业论文移动手柄设计毕业设计数控电火花线切割机床坐标工作台进给系统设计毕业论文半轴机械加工工艺及工装设计毕业论文液压控制阀的理论研究与设计课程设计普通CA6140车床的经济型数控改造毕业论文设计轴承座车Φ30mm孔的车床夹具毕业论文套筒加工工艺及夹具设计毕业设计轴套零件加工工艺规程设计与编程毕业设计座体的工艺分析及数控加工毕业设计雷达控制箱盒体的数控加工毕业论文SPT120-12A?5?1推料装置毕业论文SSCK20A数控车床主轴和箱体加工编程毕业论文T611镗床主轴箱传动设计及尾柱设计课程设计蜗轮蜗杆传动减速器毕业论文设计加工客车上“车门垫板”零件的冲裁模毕业论文络筒机槽筒专用加工机床及夹具设计课程设计点钞盒底座注射模具设计毕业设计曲轴润滑油孔加工机床的设计研究毕业设计锁壳冲裁模具设计毕业论文WHX112减速机壳加工工艺及夹具设计毕业设计微电机转子冲片模具设计毕业设计CA6140车床后托架的加工工艺及夹具设计毕业论文CA6150车床主轴箱设计金属切削原理与刀具课程设计说明书圆孔拉刀设计机械制造工艺课程设计说明书法兰零件夹具设计毕业论文CA6140车床后托架加工工艺及夹具设计毕业设计物流液压升降台的设计毕业论文落料,拉深,冲孔复合模毕业设计DTⅡ型固定式带式输送机毕业设计打印机压轮设计毕业设计快速模具集成系统精度保证体系研究毕业设计滤油器支架模具设计毕业设计梳棉机箱体设计毕业论文LMXC-Ⅰ型露天选采机液压系统设计毕业设计可伸缩带式输送机结构设计毕业设计AWC机架现场扩孔机设计毕业论文复合化肥混合比例装置及PLC控制系统设计毕业论文膜片弹簧的冲压工艺及模具设计机械设计课程设计带式输送机说明书和总装图课程设计X-Y数控工作台毕业设计ZFS1600/12/26型液压支架掩护梁设计毕业设计运送铝活塞铸造毛坯机械手设计毕业设计上料机液压系统设计毕业设计接线端子板冲孔、落料、压弯复合模设计毕业设计冲压废料自动输送装置毕业论文设计脚手架冲孔模具毕业设计手机塑料外壳注塑模(不够完整)课程设计设计一卧式单面多轴钻孔组合机床液压系统设计说明书铣断夹具毕业论文WY型滚动轴承压装机设计毕业设计论文经济型数控车床纵向进给运动设计及润滑机构设计毕业设计论文J45-6.3型双动拉伸压力机的设计毕业设计冲裁垫片模具的设计毕业设计气动通用上下料机械手的设计——机械结构设计毕业设计水电站水轮机进水阀门液压系统的设计毕业设计63CY14-1B轴向柱塞泵改进设计课程设计设计低速级斜齿轮零件的机械加工工艺规程毕业设计普通CA6140车床的经济型数控改造毕业论文钩尾框夹具设计(镗φ92孔的两道工序的专用夹具)机械制造工艺学课程设计设计“拨叉”零件的机械加工工艺规程及工艺装备(年产量5000件)课程设计带式输送机传动装置毕业论文桥式起重机副起升机构设计毕业论文桥式起重机小车运行机构设计课程设计四工位专用机床传动机构设计无模压力成形机设计普通车床主传动系统小型三辊卷卷板轴向柱塞泵设计三辊卷板机椭圆盖板的宏程序编程与自动编程二级直齿轮减速器设计二级直齿圆柱齿轮减速器课程设计小型加工中心刀具库系统设计XKA5032A数控立式升降台铣床自动换刀装置的设计滤油器支架模具设计型星齿轮的注塑模设计汽车半轴减速器轴的工艺与工装设计设计“推动架”零件的机械加工工艺及工艺设备设计一副一出二的塑料模具斜联结管数控加工和工艺叉杆零件连杆零件加工工艺及支架零件图设计减速箱体工艺设计与工装设计机座工艺设计与工装设计分离爪工艺规程和工艺装备设计渐开线涡轮数控工艺及加工金属切削加工车间设备布局与管理设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)车床C6163数控化改造说明书台灯插座注射模具设计与制造液压支架设计交流变频调压调速乘客电梯设计木工用异型槽龙门铣床液压系统改进及除尘设计低速载货汽车车架及悬架系统设计拖拉机拨叉铣专机(立式)大吨位造船用龙门起重机的设计小型三辊卷卷板轴向柱塞泵设计三辊卷板机椭圆盖板的宏程序编程与自动编程二级直齿轮减速器设计二级直齿圆柱齿轮减速器课程设计小型加工中心刀具库系统设计XKA5032A数控立式升降台铣床自动换刀装置的设计滤油器支架模具设计减速器轴的工艺与工装设计设计“推动架”零件的机械加工工艺及工艺设备设计一副一出二的塑料模具斜联结管数控加工和工艺叉杆零件连杆零件加工工艺及支架零件图设计减速箱体工艺设计与工装设计机座工艺设计与工装设计分离爪工艺规程和工艺装备设计渐开线涡轮数控工艺及加工金属切削加工车间设备布局与管理设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)车床C6163数控化改造说明书台灯插座注射模具设计与制造液压支架设计交流变频调压调速乘客电梯设计木工用异型槽龙门铣床液压系统改进及除尘设计低速载货汽车车架及悬架系统设计拖拉机拨叉铣专机(立式)大吨位造船用龙门起重机的设计800大型轧机设计1700冷轧机组卷取机设计2100标准型圆锥破碎机设计250线材轧机的设计棒线材450轧机设计出钢机的设计二十一辊板带矫直机的设计与校核切头飞剪机设计立辊轧机侧压系统设计立辊轧机主传动系统设计双辊驱动五辊冷轧机的设计小型冷带钢卷取机设计圆盘剪切机设计椭圆复杂曲线的数控加工工艺设计特殊螺纹轴的数控加工工艺设计液压升降台设计振动筛设计多用途气动机械手结构设计常用简单冲压零件的冲模设计用于带式运输机的展开式二级圆柱齿轮减速器圆珠笔管注塑模工艺及模具设计换档叉零件的机械加工工艺规程制订及其中一道工序专用夹具的设计气门摇臂轴支座机械加工工艺规程制订及Ⅵ工序专用夹具的设计塑料方盖工艺及其模具设计垫片成形工艺与模具设计汽车连杆工艺和夹具设计飞利浦剃须刀外型设计及其电池盒塑料零件注射模设计二级圆柱齿轮减速器1.5兆牛摆动剪切机的设计350中轧线材轧机设计500开坯线材轧机设计设计一用于带式运输机上的两级齿轮减速器设计狭小矿井巷中带式运输机的传动装置支柱注塑模说明书触动片冲压模具设计(论文)说明书圆锥齿轮减速器机座加工工艺及铣侧垂输入轴φ140孔端面夹具设计二级展开式圆柱齿轮减速器机械设计大作业计算说明书V传动设计120X120mm圆柱体毛坯孔加工钻床专用夹具牛头刨床千斤顶设计方案金属切削机床说明书CA6140型车床主轴箱设计减速器机械系统设计高空作业车抬升液压支架设计支架零件的机械加工工艺规程设计经济型数控车床控制系统设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备设计设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备二级同轴式圆柱齿轮减速器注射闹钟后盖模具活动块钻孔的夹具CA6140车床拨叉机械加工工艺规程及工艺装备设计带式运输机传动装置三孔钻动力头的设计阀门加工工艺规程制订及夹具设计“CA6140法兰盘”零件的机械加工工艺规程及工艺装备踏脚杆零件加工工艺规程及ΦM6-6H螺纹孔加工专用夹具设计DK7732数控高速走丝电火花线切割机床及控制系统设计变速器换档叉的工艺过程及装备设计摆动轴承座的工艺规程及夹具设计升降杠杆轴承座零件的工艺规程及夹具设计设计CA10B解放汽车中间轴轴承支架轴承座的夹具设计糕点切片机组合件数控车工艺与编程仪表外壳塑料模设计杠杆的工艺规程及夹具设计车刀设计复杂板金件成型模具设计机床尾座体夹具设计锤式破碎机3kN微型装载机设计汽车举升机1750×12000回转窑设计型钢堆垛机托钢机构液压系统设计型钢垛型的设计与研究热连轧辊系变形三维建模及有限元分析制定CA6140C车床杠杆的加工工艺,设计钻直径12.7mm夹具机械制造工艺学角形轴承箱夹具设计双耳垫片设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)大型矿用自卸车静液压传动系统设计XKA5032A/C数控立式升降台铣床自动换刀装置的设计配油盘受力分析与设计机械制造工艺学弹簧套筒零件的工艺规程及夹具设计复摆鄂式破碎机设计轴座零件的机械加工工艺规程及工艺装备设计“轴承座”零件的机械加工工艺规程及工艺装备(生产纲领:5000件)转速器盘工艺及夹具设计接线端子板冲压模具的设计与制造带式运输机传动装置带式运输上的单级直齿圆柱齿轮减速器机床夹具设计在立式钻床上钻法兰盘零件如图上的4孔自动化物流立体仓库进仓设计热镀锌线光整机电器盒盖注射模设计机械设计计算说明书设计用于输送机的一级圆柱齿轮减速器数控技术机械制造工艺学设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备设计“CA6140车床拨叉”零件的机械加工工艺规则及工艺装备机械制造技术基础说明书“CA6140车床后托架”的机械加工工艺及工艺设备设计龙门式压力机(最大剪切力25吨,行程200毫米)龙门式压力机(最大剪切力25吨,行程200毫米)组合仪表罩单型腔注塑模的设计松花江P-L型面包车组合仪表罩单型腔注塑模设计CA6140拨叉加工工艺制定及其夹具设计手柄多工位级进模设计垫片多工位级进模设计三角桥架的数控加工工艺设计及程序编制填料箱盖夹具设计CA6140卧式车床上的法兰盘压燃式发动机油管残留测量装置设计煤矿专用提升容器设计—箕斗框架设计煤矿专用提升容器设计——箕斗闸门装置设计煤矿专用提升容器设计——箕斗尾绳悬挂装置设计煤矿专用提升容器设计——煤矿箕斗钢丝绳悬挂装置设计箕斗导向装置的设计设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具设计“CA6140普通车床法兰盘(831004)”零件的机械加工工艺规程及工艺装备(2000件/年)说明书设计“尾座体”零件的机械加工工艺规程及工艺装备(年产量为5000件)新KS型单级单吸离心泵的设计新型组合式选粉机总体及分级部分设计卧式钢筋切断机的设计锡林右轴承座组件工艺及夹具设计论文支撑筒的冲压成型工艺及模具设计万能外圆磨床液压传动系统设计论文拔叉工艺及夹具设计中型四柱式液压机及液压系统设计双铰接剪叉式液压升降台的设计尾座体加工工艺及夹具设计端盖冲压工艺及模具设计带式输送机传送装置塑料线卡模具设计组合机床主轴箱及夹具设计2J550×3000双轴搅拌机设计自动洗衣机行星齿轮减速器的设计实验用减速器的设计数控车床主传动机构设计平面关节型机械手设计方向机壳钻夹具设计自行车脚蹬内板多工位级进模设计夹子冲压件设计桥式起重机副起升机构设计半轴机械加工工艺及工装设计精密播种机设计加工主轴箱箱体右侧十个螺纹底孔的组合钻床的设计塑料卧式混合机S195柴油机机体三面精镗组合机床总体设计及夹具设计工程钻机的设计方框零件冷冲模具设计托架零件冲压工艺与模具设计挖掘机工作装置控制原理减速器箱体零件的加工工艺和工装夹具油阀座夹具设计PP-R三通接头注塑模具设计分析及其主要零件加工工艺水平仪外盖注射模设计氧气顶吹工艺炼钢汽车盖板冲裁模设计数控车零件工艺设计及程序编制(含论文2篇)数控多工位钻床设计C6140拨叉零件的机械加工工艺规程及夹具设计工艺炮的设计制作与加工工艺及总装光盘托架塑料模具设计铸造实验台及铸造实训室布局设计与制造鸿运扇调速开关铸造实验台及铸造实训室布局设计与制造内循环式烘干机总体及卸料装置设计机械制造技术基础说明书设计“CA6140车床拨叉”零件的机械加工艺规程(中批量生产)膜片式离合器的设计水泥瓦模具设计与制造工艺分析电机碳刷架冷冲模设计螺旋管状面筋机总体及坯片导出装置设计冰箱调温按钮塑模设计PH-600_TY7627拉杆的工艺设计带式输送机使用的V带传动或链传动及直齿圆柱齿轮减速器二级直齿圆锥齿轮减速器没有恒定角速度的弹簧驱动的高速凸轮机械装置船用柴油机挂机蛋白纤维纺丝生产线热牵伸机后三辊设计534mini笔杆双色注射模具设计桥式起重机起升机构设计小型蜗杆灯具提升机渔网定型机的设计电机转子垫片冲压工艺模具设计设计“星轮”零件的机械加工工艺规程及工艺装置空气压缩机V带校核和噪声处理CA6140车床后托架加工工艺设计可调速钢筋弯曲机的设计收放机架安装支架建模和冲压工艺及模具设计基于普通机床的后托架及夹具设计开发金属粉末成型液压机PLC设计心轴螺纹连接设计与加工汽车变速箱加工工艺及夹具设计拨叉C加工工艺及夹具设计门窗紧固件模具设计管套压装专机结构设计Φ3×11M水泥磨总体设计及传动部件设计多用途气动机器人结构设计电动自行车调速系统的设计柴油机气缸体顶底面粗铣组合机床总体及夹具设计自行车链条连接片车床变速箱中拔叉及专用夹具设计汽车主减试验台结构设计工业机械臂的数控加工“差速器壳”的工艺规程和钻端面12孔钻床夹具设计492Q型气缸盖双端面铣削组合铣床总体设计L050压缩式垃圾车尾部填料机构设计ZRJ-350A真空乳化机传动系统和搅拌系统设计弧面蜗杆加工专用数控机床及控制系统设计拉伸试验机数控改造驱动电路的设计手机外壳(NOKIA2600)模具设计水电站水轮机进水阀门液压系统设计柴油机齿轮室盖钻镗专机总体及夹具设计半精镗及精镗气缸盖导管孔组合机床设计(夹具设计)半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)和面机设计Φ3×11m磨机传动部分设计Φ1200熟料圆锥式破碎机YQP36预加水盘式成球机设计Z30130X31型钻床控制系统的PLC 改造X700涡旋式选粉机(壳体及传动部件)设计SF500/100打散分级机回转部分及传动设计Q3110滚筒式抛丸清理机设计(总装、滚筒及传动机构设计)PF455S插秧机及其侧离合器手柄的探讨和改善设计MR141剥绒机JLY3809机立窑(总体及传动部件)设计JLY3809机立窑(加料及窑罩部件)设计JLY3809机立窑(窑体及卸料部件)设计FXS双出风口笼形转子选粉机的设计与改造R3粗轧机设计CA6140型车床的经济型数控改造设计(共计87页,33415字,图5张)CA6140车床主轴箱的设计数控雕铣机总体设计数控雕刻机设计一齿差行星减速器的设计及加工工艺中央泵房自动控制设计配油盘受力分析与设计数控车削中心主轴箱及自驱动刀架的设计X5020B立式升降台铣床拨叉壳体数控加工CA6140车床后托架的加工工艺与钻床夹具设计杠杆工艺和工装设计冲床自动送料装置某铝合金活塞的精锻成形工艺及模具设计涤纶短纤后处理设备七辊牵伸机的牵伸辊设计涤纶短纤后处理设备七辊牵伸机的传动部件设计设计低速级斜齿轮零件的机械加工工艺规程63CY14-1B轴向柱塞泵改进设计0.1t普通座式焊接变位机电弧喷涂用绕丝机工装设计环保钢结构的设计与制造——袋式除尘器成套设备汽车自动减速器焊接修复工装设计4T焊接滚轮架机械设计钢圈切边模的设计制造零件数控铣加工工艺与编程组合件数控车工艺与编程齿轮CA6140车床拨叉831008机械加工工艺规程及工艺装备设计说明书汽车连杆加工工艺及夹具设计。
摘要50*1560铸坯摆式剪切机是安装在薄板坯连铸机扇形段的出口和加热炉的入口之间,用于把连铸机出来的热板坯根据一定的尺度进行分段剪切后输送到加热炉的。
首先,本文讨论了连铸连轧技术在国内外的发展;较完整地介绍了剪切机的基本知识,以及摆式剪的结构特点和研究的内容与方法;比较了三种摆式剪设计方案,选择了一种较为合适的方案来设计。
然后,根据结构参数对摆式剪进行运动学分析和力能参数的计算,从而预选了电动机。
最后,对偏心轴进行弯扭强度的校核,校核了危险断面,判断了预选的电动机是否合适;详细讲述了设备的安装检测、维修、状态监测和润滑的基本内容。
通过以上工作,本次毕业设计作出了一种结构较为完整的摆式剪切机。
关键词:剪切机,摆动,主传动The design of 50 * 1560 billet shearing tilting machineAbstractThe 50 * 1560 billet shearing tilting machine is installed on between the export of the thin slab continuous casting machine and the entrance of the furnace.It is used to transfer the heat slab which is shared according to certain sub-scale from the continuous casting machine to the furnace.First of all, this paper discussed the continuous casting and rolling technology development at home and abroad; a more complete description of the basic knowledge of shear machine and the structural characteristics of tilting and research contents and methods; compared the design of three tilting shear program, select a more appropriate program design. Then, pre-select the motor according to the calculation of force energy parameters and the kinematics of the swing analysis based on structural parameters.Finally, check the bending and torsion strength on the eccentric axis, check a dangerous cross-section to determine the suitability of the pre-selection of the motor; details about the basic content of the installation, maintenance, monitoring condition and lubrication of detection equipment.Through the above-mentioned work, the graduate design a more comprehensive structure of tilting shears.Key words: scissors, swing, main drive目录摘要 (I)Abstract (II)第一章绪论 (1)1.1连铸连轧技术在我国的发展概述 (1)1.1.1我国薄板坯连铸连轧生产近年来的发展 (1)1.1.2薄板坯连铸存在的问题 (4)1.1.3我国薄板坯连铸连轧技术的发展方向 (5)1.2国外连铸连轧技术的发展趋势展望 (6)1.3.剪切机及其发展概况 (7)1.3.1剪切机及剪切机的分类和用途 (7)1.3.2剪切机的发展趋势 (8)1.4摆式剪研究的内容和方法 (9)1.4.1型钢热连轧机的生产工艺 (9)1.4.2摆式剪在型钢连续机组的布置和作用 (9)1.4.3摆式剪的结构特点和研究的内容与方法 (10)第二章摆式剪设计方案的选择 (11)2.1已知条件 (11)2.2方案的总体布置形式 (11)2.3摆式剪方案的确定 (12)2.3.1摆式剪方案的比较和确定 (12)2.3.2摆式剪的传动原理简图 (13)2.3.3摆式剪机架的选择 (14)2.3.4刀刃的型式 (14)2.3.5摆式剪工作制度的选择 (15)第三章摆式剪切机的运动学分析 (16)3.1摆式剪结构设计参数 (16)3.1.1刀片倾斜角α (16)3.1.2刀片尺寸 (16)3.1.3刀片行程 (17)3.1.4理论剪切次数 (18)3.2摆式剪剪切速度和剪切加速度 (19)3.2.1初选电动机和确定有关技术参数 (19)3.2.2摆式剪的剪刃速度 (19)3.2.3摆式剪的剪刃加速度 (21)第四章摆式剪切机力能参数计算 (23)4.1剪切力计算 (23)4.1.1剪切机公称能力的确定 (23)4.1.2剪切力计算 (24)4.2剪切静力矩计算 (29)4.2.1静力矩的组成 (29)4.2.2剪切力矩和摩擦力矩 (29)4.2.3计算偏心轴上的静力矩 (32)第五章电动机型号及其容量的选择 (34)第六章主要零件强度计算 (37)6.1偏心轴强度计算 (37)6.1.1偏心轴尺寸和材料性能 (37)6.1.2偏心轴的强度校核 (37)第七章设备操作安装、维修和润滑 (42)7.1设备的安装与装配检验 (42)7.1.1设备的安装 (42)7.1.2摆式剪总体装配检验 (43)7.2设备的维修与状态监测 (44)7.2.1机械设备的维修 (44)7.2.2机械设备的状态监测 (45)7.3设备的润滑 (46)7.3.1润滑方法的选择 (46)7.3.2冶金设备润滑油清洁度管理 (47)7.3.3冶金设备润滑技术的发展趋势 (48)致谢 (50)参考文献 (51)第一章绪论1.1连铸连轧技术在我国的发展概述我国薄板坯连铸连轧生产进展很快,全国薄板坯连铸连轧作业线生产稳定,产量大幅度增加,而且在高质量品种开发、铁素体轧制和半无头轧制新技术试验、热轧薄规格产品和供冷轧基料的比例提高、装备国产化与相关材料(保护渣、耐材)自给率扩大等各方面都取得了显著的成绩。

剪切机电气传动系统设计剪切机电气传动系统设计摘要定长剪切控制系统是工业生产应用中常见的应用系统,而定长切割作为电气生产线所必需的一道工序,其自动化和切割精度对整条电气生产线的产品产量和成品质量以及原料的利用率大小都起着至关重要的作用。
该设计主要从PLC控制时间,变频器定长调速的角度对剪切机电气传动系统进行了一系列的应用讨论。
其中以变频器定长调速为主,PLC控制为辅。
而变频器则选用了阿尔法6000定长变频器。
对变频器的使用方式与参数设定进行了详细的讨论,而对于电机电池的选用也有着一定的讨论。
并且对电气传送系统各个部分都有一定的简述。
该系统主要运用了PLC、传感器、继电器、变频器等器件,利用阿尔法6000自带的定长系统的自动控制性能,实现流水线传送带传送过程的无人控制。
最主要的是,可以通过设定电机切刀切割频率设定长度,达到精确剪切的处理。
随着时代的进步,科学的发展,我所讨论的内容还仅仅只是沧海一粟。
而研究方式的掌握才是该论文作后所为达到的目的。
关键词:PLC;阿尔法6000变频器;电机;变频传动Electrical transport system for shearingmachineAbstractFixed length cutting control system is common in industrial application application system, and fixed length cutting electrical production line as a necessary procedure, the automation and the cutting precision of the entire electrical production line product yield and product quality and raw material using rate of size plays a crucial role. This design mainly from the PLC control time, the speed of the converter set the angle of the speed of the shear machine electric drive system for a series of applicationdiscussion. Which with the speed of constant frequency converter, PLC control as a supplement. The inverter then chose Alpha 6000 constant frequency converter. The usage of inverter and the parameter setting are discussed in detail, and the selection of motor battery is also discussed.. And it has some brief introduction to each part of the electric transport system.. The system mainly uses the PLC, sensors, relays, inverter and other devices, the use of alpha 6000 comes with fixed length system automatic control performance, so as to realize the assembly line conveyor belt transmission process of unmanned control. The main one is that the length of the cutting frequency can be set by setting the cutting frequency of the motor, and the processing of the precise shear is achieved.. With the progress of the times, the development of science, I discussed the content is just a drop in the bucket. And the research method is the master of the paper for the purpose of the purpose.Key word:PLC, Alpha6000 Frequency converter, Electric machinery, Variable frequency drive目录剪切机电气传动系统设计 (1)1. 绪论 (1)1.1 引言 (1)1.2剪切机分类 (1)1.3电气传送控制 (3)1.4 PLC简述 (3)1.5 变频器选型标准 (3)2.自动剪切 (6)2.1自动剪切装置 (6)2.1.1自动剪切生产线模拟设计图 (6)2.1.2自动剪切装置构造原理 (7)2.1.3自动剪切机的功能介绍 (7)2.2自动剪切的控制方案设计 (8)2.3定位剪切方案设计 (8)2.3.1定位剪切的控制方式 (9)2.3.2伺服速度控制 (9)2.3.3伺服送料系统 (12)2.4自动剪切装置的控制流程 (13)2.4.1系统控制要求 (13)2.4.2参数设计 (14)2.4.3系统控制自动剪切流程图 (14)3.电气传动控制 (15)3.1电气传动控制流程 (15)3.2PLC (16)3.2.1PLC的基本结构 (17)3.2.2PLC的I/O存储地址分配 (17)3.3 变频器 (18)3.3.1变频器概述 (18)3.3.2 变频器分类 (18)3.4变频器的选型(阿尔法6000变频器的特点) (19)3.5电机的选型 (20)4.ALPHA的定长变频控制 (22)4.1阿尔法6000配线连接 (22)4.1.1 阿尔法基本运行配线连接 (22)4.1.2 多功能选择接口接线方式 (23)4.1.3 多功能输出端子接线图 (23)4.2变频器操作流程 (24)4.2.1 在阿尔法6000上PLC的设定对照表 (25)4.2.2 定长动能设定对照表 (26)4.3 阿尔法6000对应下的电机参数设定对照 (27) 4.3.1电机驱动数据 (28)4.3.2 电机电池的选用 (29)结论 (31)致谢 (32)参考文献 (33)附录阿尔法6000变频器外部连线图 (34)1. 绪论1.1引言精度高、速度快的自动剪切机系统具有非常广泛的应用价值,以鞍钢钢铁行业为例,无论是鞍钢轧钢厂还是厂内配送单位都需要这种快速而且高精度的自动剪切设备。
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
摘要该设计的对称传动剪板机,其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。
由电动机提供动力,经过一级带传动和一级齿轮传动减速。
设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。
曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用广泛。
本设计中,通过对平面曲柄滑块机构的数学建模,用Turbor C编程,输入曲柄滑块机构的机构参数和运功参数,实现对整个机构运动过程的仿真。
关键词:Turbor C 运动仿真曲柄滑块剪板机全套CAD图纸,联系 6ABSTRACTThe design of symmetric transmission shears, shear-to 10 tons, the itinerary for the slider 22 mm per 30 minutes shear. Powered by the motor through a belt drive and a slowdown Gear. Design of the implementation agencies right mind crank slider, This will shears transmission rotation slider into the reciprocating linear motion, the realization of the right of sheet metal shear. Crank slider is simple in structure, easy processing, easy to maintain and repair, economic and practical advantages in machinery, equipment widely used. The design, right through the plane crank slider mathematical modeling, Turbor C programming, input slider crank agencies that such remarks parameters and the parameters of the whole movement of the simulation process.Key words: Turbor C Motion simulation Crank and slide block Cutting machine第1章绪论1.1剪板机分类剪板机的分类:机械剪板机、数控剪板机、液压剪板机、数控摆式剪板机、数控前送料摆式剪板机、液压摆式剪板机、超厚液压摆式剪板机、液压闸式剪板机、深喉口剪板机、脚踏剪板机、精密剪板机。
106摆剪摆动剪切功能的实现摆剪摆动剪切功能的实现郑国超(上海宝信软件南京分公司自动化工程部,江苏南京210039)摘要:摆剪是棒、线材产线精整区域的关键设备,实现连续摆动剪切运动的棒、线材,摆剪摆动剪切功能能否正常投用制约着产线的产能。
通过精心调试,摆剪剪切成品满足产线成品定尺长度误差范围和剪切质量的要求,顺利投用。
关键词:摆剪;摆动剪切控制某钢铁公司轧钢厂小型机组三电系统进行升级改造,产线全部电气控制系统更换为西门子S7-400系列PLC,相应控制程序升级。
轧钢厂小型机组主要负责生产轧制圆钢、螺纹钢、弹簧扁钢等产品,摆剪位于产线精整区域,是机组的成品剪。
摆剪能根据要求的成品定尺长度来连续摆动剪切辊道上运动的棒材,即实现了上剪前辊道棒材的连续非静止剪切,大大提高了精整区域的效率,因此摆剪能否自动连续剪切制约着整条机组的生产产能。
1摆剪控制系统1.1摆剪控制硬件设备摆剪主装置由1台摆电机和2台剪刃电机(电机同步)组成,当摆剪自动剪切时,摆动系统带动剪刃与棒材的运动方向同步摆动,当剪刃动作重合后完成定尺剪切。
为实现摆剪的自动摆动剪切,在摆剪前的测长辊辊轴上安装了测长编码器,该编码器读数用来测算棒材长度,每次摆剪剪切时数据清零重新计算;摆剪前安装1个冷检,用于检测跟踪棒材的位置,控制切头、切尾;在摆剪摆剪摆电机和剪刃电机分别安装了 1个增量式编码器来实现位置和角度的定位;摆剪摆电机和剪刃电机采用西门子直流传动装置控制,与PLC系统DP通讯。
1.2摆剪控制程序小型机组生产的成品多样,定尺长度需可调,而摆电机剪切速度与轧件速度和规格相关,为实现参数的方便可调,本项目中如图'、图2所示,在HMI画面上有定尺长度、剪切线辊道速度等参数,可由操作人员根据实际调节。
图1图2摆剪自动功能能否投用,摆剪成品的长度需要在要求的定尺长度误差范围内,成品的质量也需满足质检要求,本次项目设计采用FC14.FC15.FC163个FC块分别控制摆剪控制逻辑,摆剪剪刃动作计算,摆剪摆臂动作计算等功能。
1.5 兆牛摆动剪切机的设计1绪论1.1课题选择的背景和目的摆动剪切机是安装在500型钢热连机前后, 用于切头切尾和卡钢事故的处理 剪。
随着国民经济的发展,需要更多数量的,更多品种,更高质量的型钢。
为满足 这一需求而型钢的发展不外乎两个,一是挖潜改造旧轧机,二是上新设备,采用 新技术新工艺使型钢设备现代化。
对我过来讲两条腿走路更为重要。
用新技术更 新改造的旧轧机可以少花钱多半事见效快。
500/700热连轧机组是原鞍钢第二初 轧厂的设备现以安装在第一炼刚厂小钢连车间,采用第一炼钢厂的连铸坯,断面 300*300mm 长 20 米。
生产 90*90 平方毫米和 60*60 平方毫米的坯料。
型钢热连 轧机组的生产率高,成品率好采用直列式布置采用普通热轧法。
700型钢热连轧 采用箱-主箱孔型系统,而500型钢热连轧组采用菱-方孔型系统轧机生产正常。
但是摆动剪切机随着生产速度的提高,经常出现滑道断裂。
本设计对摆动剪进行 分析改进方案,解决生产中存在问题。
通过单体机械设计,掌握单体设备在 700/500连轧机组的位置为总体方案的选择创造条件。
通过分析局部观看总体方 案的全局达到提高综合设计能力和独立分析能力, 通过单体机械摆动剪破坏原因 分析把理论知识和生产实际结合起来,这就是选择这个题目的目的。
1.2热轧型钢轧机的国内外发展趋势大,中型型钢生产,大型轧机轧辊名义直径在 500-750 毫米,中型轧机名义 直径在 350-650 毫米.轨梁轧机在 750-900mm。
实际,各类轧机,轧辊直径很难 细分。
700/500 型钢热连轧机最大轧辊直径是 850mm,最小轧辊直径是 500mm。
大、中型钢轧机型钢生产的特点是产品断面比较复杂,除小量的方、园扁以外大 多数是异型断面产品,由于断面复杂,轧后冷却收缩不均造成轧件内部残余应力 和成品形状尺寸的变化。
产品品种多,除少量专业化型钢轧机外,大多数轧机都 进行多品种生产,轧辊储备量大,换辊较频繁不便于连轧生产、轧制特别多,除 少量用专业化轧机采用连续式外大部分小批量生产。
世界各国型钢的生产占钢材 比重各自不同,工业发达的国家型钢占钢材比重小,发展中国家型钢占钢材比重 大,型钢生产的总趋势是比重越来越小,但其产量和品种则逐年增加。
随着国民 经济的需要和轧钢技术提高。
很多原有的型钢品种不断改进,新的型钢品种不断增加,以前,很多必须用锻压,冲压或机械制造加工方法生产的产品,现在能以 轧制方法取而代之,因此,轧制产品的种类和生产技术,也同样在一定程度上反 映一个国家冶金工业的发展水平。
型钢轧机的发展趋势是:1.2.1轧机布置向半连续化或全连续化发展半连续式可分为机组粗轧为连续而精轧为横切式, 或者粗轧为横列式而精轧 为连续式。
复二重式也属于半连续式轧制需正反围盘,轧制速度提高受到限制。
连续式每机架只轧一道轧件,可在数架轧机内同时轧制,轧制速度快温降小,可 采用微张力轧制,生产率与品种单一比较合适,但投资大。
1.2.2轧制工艺改革出现了切分轧制、热轧冷拔切分轧制也叫热轧一纵剖轧法, 比较难轧的非对称断面产品先设计成对称断 石,或将小断面产品设计成并联型式大断面产品,以提高轧机生产能力,然后在 轧机上或冷却后用圆盘剪进行纵剖。
可得到二个不同尺寸的型材。
热轧冷拔,这 种方法可生产高精度型材,其产品机械性能和表石质量高于一般热轧型钢,可直 接应用于各种机械零件,此法可提高工效,减少金属消耗,进行小批量生产,其 方法:先热轧成型,并留有冷加工余量,然后经酸洗,碱洗,水洗,涂润滑剂冷 拔成材。
1.2.3轧机结构改造 提高轧制速度1四辊万能轧机生产H,T断面型钢2中小型普遍采用预应力及短应力线轧机,结构紧凑,减少调整,减少工艺过程, 提高轧制精度1.2.4加热炉控制加热炉采用电视遥控及计算机自动调节炉温及炉压满足节约燃料,加热均 匀控制方便。
1.2.5冷却工艺改造冷却工艺改造采取斯太尔摩法, 施罗曼法等应用小型和线材在轧件检测上增 添测厚仪,激光测径仪,光学测径仪,元素测量法等,型钢轧机逐渐向专业化, 长件化,多品种以及向半连轧和全连续化方向发展。
1.3剪切机的种类和用途型钢剪切机主要有三种类型1.3.1摆动式剪切机装在连轧机的前面,用于剪切头尾和事故剪。
1.3.2滚动式飞剪剪切小型钢,作为切头飞剪,其剪切厚度可达 45mm,速度可达 15m/s 的轧 件。
1.3.3曲柄偏心式飞剪这类飞剪装设在连续型钢轧机后面剪定R长度的钢坯。
1.4摆动剪研究的内容和方法1.4.1摆动剪在型钢连续机组布置和作用1机组平面布置图如图1.1所示图 1.1 300/500 机组平面布置示意图2摆动剪的作用将700连轧机轧出的坯料,切头,以便500连轧机咬入,防止卡钢,切尾防 止运行中划伤辊道和轧制困难,当轧机出现事故时,将700连轧机轧出的轧坯剪 断以便用吊车运走防止轧件在轧机中停留,即事故处理剪。
1.4.2型钢热连轧机的生产工艺原料从第一炼钢厂连铸车间运来进 F1 轧机水平轧制经过 90 度翻钢机翻转 90度进入F2水平轧机在经过水平连续轧制。
从轧制过程中可以看出700连轧机 采用的箱-主箱孔型系统,而 F1 采用水平轧机是因为若采用立辊选用上传动方 案,使得厂房费用变太高,投资费用更多。
采用下传动方案,维修不方便。
采用水平轧机用 90 度翻钢机也达到了箱-箱孔型要求。
700 连轧机出来后 通过摆动 剪切头由 45 度翻钢机变成菱形,在进入水平轧机轧制后用飞剪机剪切成一定的 定 R 长度。
500 连轧机采用菱-方孔型系统。
剪切后的轧件用收集辊道收集后打 印用吊车运往冷床冷却后入库。
1.4.3摆动剪的结构特点和研究的内容与方法1摆动剪采用双曲柄机构,通过轧件运动带动它摆动到一定摆角后剪断后复位, 剪切过程中,在复位弹簧的弹力作用下使摆角复位。
2首先到现场对摆式剪进行调研,了解剪切机生产中存在问题,收集有关技术参 数,了解结构特点。
3制定设计改进方案并进行方案的评述。
4进行设计计算。
5对传动控制系统提出要求以保证摆式剪的启动和自动控制方法。
6对传动付提出润滑方法和润滑油品种。
7制定出安装规程和检修要求。
8进行设备的经济分析与评价。
2摆动剪设计方案的选择和评述2.1摆动式飞剪机设计方案的选择2.1.1摆动式飞剪传动简图如图2.1所示:1驱动齿轮;2偏心曲轴;3连杆;4上刀台;5拉杆;6滑槽;7下刀台;8滑块;9弹簧;10联轴器; 11驱动电机.图 2.1 摆动式飞剪传动简图2.1.2摆动剪的剪切过程在轧制过程中轧件到摆动剪前启动剪切机轧件运行剪切机内进行剪切。
因此 轧件运行带动剪切机构摆动,此时滑快沿滑槽滑动,剪断后达到允许摆角。
剪切 机构逐渐达到最大开口度,同时在复位弹簧作用下摆动杆摆回剪切机复位,完成 一次剪切。
剪切机采用剪切工作制,剪切机构采用双曲柄机构。
2.2摆动剪方案评述由摆动式飞剪传动简图可知,采用单电机驱动,采用飞轮力矩少的电机,以 便起制动,采用联轴节制动器以便电机快速停止。
传动采用二级齿轮带动曲柄转 动。
采用曲柄连杆剪切机构,结构简单。
为保证摆杆复位采用复位弹簧,防止复 位冲击。
曲柄采用滚动轴承。
为解决滑道破坏其办法:第一是减小摆角,因轧件剪切时间一定即轧件移动 距离一定,摆角减小只能增加摆杆长度。
第二增加许用摆角采用加长复位弹簧的改变。
2.2.1减小摆角(1)方案1利用原机架将地基上面安上地脚板, 为使轧线不变加长曲柄连杆机构和拉杆 的长度,这个方案基本上保持原设计的模式总体无大的改变。
通过计算机架应抬高300mm。
并选择转速较大的电机减小摆角,使摆角在许 用值之内。
选择低转速惯量, 高转速电机降低启动时间, 在额定转速时进行剪切, 可减少剪切时间,减少摆动剪的摆角。
(2)方案2利用原机架,把曲柄在机架上的轴承座垫高,即制造一对与原轴承座相同的 瓦座,放时机架内其他部分同方案1。
(3)方案3利用原机架,将电机启动工作改成连续工作制,大齿轮空套在曲柄上,采用 离合装置进行剪切。
这样剪切时间减少摆角也减少。
不改变复位机构达到剪切的 目的。
电机可完全在额定转速下剪切,剪切时间自然减少轧辊走的长度变小,摆 角自然较小。
2.2.2增加许用摆角增加复位弹簧的长度,适当增加拉杆长度,再加一个螺钉套筒,从而使许用 压缩量增长了许用摆角达到改进的目的。
由上面的评述在结合工厂的实际情况,可采用增加许用摆角方案,同选择惯 性低的电机其优点:1改造的环节少;2制造费用低;3装拆容易;4经过现场改造,使用效果良好;决定采用该方案,机构简图如图2.2所示图 2.2 机构简图3剪切力的计算3.1剪切速度和剪切力 3.1.1摆动剪设计参数轧件运行速度1.5 ms轧件尺寸136´136 2mm 材质 #20剪切温度950 o c3.1.2剪切机构主要参数的确定1剪切行程H= 1 H +j+ q +s, 1 H =h+(50-70)=181+29=210mm700连轧出来的断面取29 j=0,q=0,s=10 H=210+10=220mm 2剪切机构剪切机构采用双曲柄机构 保证运动剪切增加一个摆杆 曲柄尺寸 1 E =60mm 2 E =50mm 为2H=110mm 2 L =600mm 3 L =550mm 4 L =108mm 其它尺寸图3.1所示θCBωt Aφ312210图 3.1 机构尺寸简图3剪切机构活动度 由图3.1可知,机构活动度 W=3n-2 l P - HP =3´6-2´8-0 =2曲柄的转动和轧件运动推动机构摆动,因此机构有确定的运动。
3.1.3剪切速度的确定 1不摆动剪切时的剪切速度u=X ·= BC L ·=2sin() [cos()()] sin L t t t tg tw j w j w j w w w · - --- sin j =122E E L + sin() t w j ·=122E E L + cos()cos t w w j 开始剪切时: 1 j j = ,t= 1 t ,X = BC L -490, BC L = 2 sin()sin t L tw j w - 2轧件运动时的剪切速度u=X ·= BC L ·= 2sin() [cos()()() sin()()L t t t tg t w a j w a j w a j w a w a w a ·· +- +-+--+ ++ ]BC L = 2L sin()sin()t t w a j w a +- + tg 221121 2 (sin sin )()/(sin sin ) 1195cos 1195 Vt E t t V t t E t t E t w w w w w w w w +--+- @=- a ·=2 2 cos 111951 V E t tg w w a+ ´+ 122 sin sin()E E t Lj w a ·+ =+ 122 cos() ()cos E E t L w a j w a j ·· + + =+ 式中V——轧件运行速度mm/s 2 t ——剪切时间 2 t =t- 1 t X = BC L -490剪刃接触轧件开始剪切,轧件高度 0 h =180mm 开始剪切剪切行程=220-181=39mm 切入深度Z=X -39剪刃行程大于39毫米以后,开始剪切轧件,相对切入深度 0n te = 计算结果列表3.1中表 3.1 计算数据统计表曲柄转角 t w ( 0)剪刃行程坐 标长度 BC L (mm )剪刃行程 X (mm ) 剪切速度 V(mm/s )切入深度 Z(mm ) 相对切入深 度e (%020 495 5 58.7 0 0 40 511 21 114.4 0 0 54 529 39 148.2 0 0 65 545 55 173.2 16 8.8 75 565 72 190.6 33 18 85 580 90 203.2 51 28 95 599 109 209.9 70 39 105 619 129 209.9 90 50 115 656 166 187.9 127 70 135 672 182 165.8 143 80 150 693 203 120.1 164 91 160 702 212 83.0 173 963 计算曲柄转速,剪切时间n=30V Rp V =209.9mm/sR = 1 E + 2 E =110mmn= 30209.9 18.2110p ´ = ´ 取 H n =18r/min开始剪切时间 1 t =54 180 0.5 3 6618 30H H t t s n n pw w ·=== ´ 01 54j j == 剪切完成时间 t = 180 1.7 618s= ´ 0180j = 剪切时间2 t =1 t t - =1.7-0.5=1.2s 3.1.4剪切力的计算 1.最大剪切力的计算 max max 00 0.6 t bt P K F K Ft s == 0 F —— 剪切原始面积 0 F =136´1362mm ´ max t t ——剪切深度最大单位剪切抗力,由文献[6,259]查表45, max t t =48Mpa bt s ——剪切温度强变限,由文献[6,265]查表8.3,t=950, 950 b s =80MpaK——剪刃磨钝系数由文献[6,262],中型剪K=1.2 max P max 00 0.6 t bt K F K F t s == max P =1.2´48´136´136 2.不同剪切位置的剪切力 P e = 10t K F e t t e t ——剪切位置单位剪切抗力1 K ——宽变变化系数b n 确定 取 1 K =1t w = 0 658.8% e = t e t =28MpaP e =1´28´136´136=518KN表 3.2 数据统计表曲柄转角 t w ( 0 )相对切入深度e(%)单位剪切阻力 t e t (Mpa)剪切力P e (KN) 65 8.8 28 517.8975 18 35 647.36 85 28 43 795.33 95 39 48 887.81 105 50 46 850.82 115 70 41 758.34 135 80 38 702.85 150 91 28 517.89 160 96 18 332.933.2剪切力矩的计算偏心轴上静力矩 j p f kon M M M M =++ 式中 p M ——剪切力矩p p p M M M =+ 下上 p M 上 ——上剪刃剪切力矩 p M 上 = 2 cos sin P E t j w j - ( ) p M 下 ——下剪刃剪切力矩 p M 下 = 1 sin PE t w f M ——摩擦力矩 f M = 12 P E E u + ( )u ——摩擦系数 启动工作制 0kon M =表 3.3 数据统计表曲柄转角 t w ( 0 ) 剪切力 Pe(KN)jM上N m·( )jM下N m·( )fMN m·( )jMN m·( )65 517.892.1 410´ 2.8 410´ 2.8 410´ 7.7 410´75 647.362.9 410´ 3.8 410´ 3.6 410´ 10.3 410´85 795.333.8 410´ 4.8 410´ 4.4 410´ 13 410´95 887.814.4 410´ 5.3 410´ 4.9 410´ 14.6 410´105 850.824.2 410´ 4.9 410´ 4.7 410´ 13.8 410´115 758.343.6 410´ 4.1 410´ 4.2 410´ 11.9 410´135 702.852.8 410´ 3.0 410´ 3.9 410´ 9.7 410´150 517.891.5 410´ 1.6 410´ 2.9 410´ 6.0 410´160 332.930.7 410´ 0.7 410´ 1.8 410´ 3.2 410´4电机型号及容量的选择根据实际需要选择电机 ZD131-1BN=100千瓦,n=500-1000 minr ,K=2.5-2.75电机的功率max 30 j HM n N KWKp =max j M ——曲柄最大静力矩 KN ·mH n ——曲柄转速 H n =18 min r K——电机过载系数查电机手册 er N >N , er n =584 min r 速比 er Hn i n == 584 18 =325主要零件的强度计算5.1齿轮的强度计算设备为一般工作机器,速度不高,故选用8级精度等级,直齿圆柱齿轮传动。