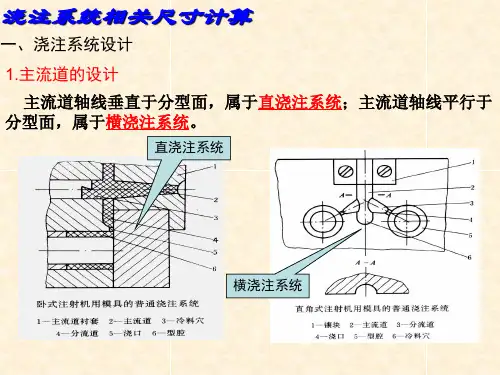
浇注系统的计算和设计
- 格式:ppt
- 大小:2.91 MB
- 文档页数:28
浇注系统的设计与计算摘要:本文主要讲述了计算机在浇注系统中辅助应用,为铸造工艺设计的科学化、精确化,提供了良好的工具。
关键词:设计原则设计顺序设计方法及计算公式在铸造工艺设计过程中,有许多繁贞的数字计算和大量的查表选择工作,仅凭工艺设计人员的个人经验和手工操作,不但要发费很多时间,而且设计结果往往因人而异,很难保证铸件质量。
60年代以来,特别是进入80年代后,随着电子计算机技术的迅猛发展,计算机辅助设计技术在工业中得到愈来愈广泛的应用,也为铸造工艺设计的科学化、精确化提供了良好的工具,成为铸造技术开发和生产发展的重要内容之一。
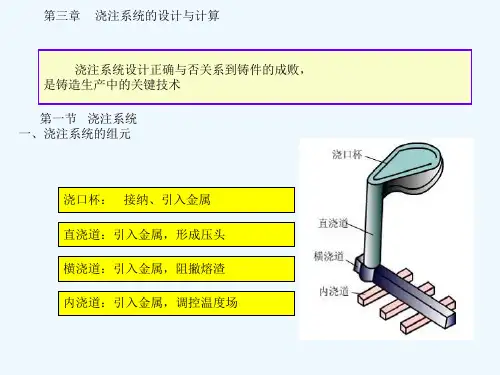
浇注系统是在砂型中开设的引导金属液进入型腔和冒口的通道,是铸型充填系统中的一个组成部分,通常由四部分(组元)组成:外浇道(浇口杯、浇口盆)、直浇道、横浇道和内浇道。
如图(1)所示。
设计浇注系统主要是选择浇注系统的结构类型,确定引入位置,计算浇注系统各组元的截面尺寸。
成功的浇注工艺,取决于金属本身的特性、铸型的性质和把金属液引入型腔的浇注系统的结构。
设置浇注系统是铸造技术人员和工人用以控制金属液充型的主要手段。
因此,这是一项重要的技术工作。
1-浇口杯2-直浇道3-横浇道4-内浇道图(1)浇注系统结构示意图一、浇注系统的设计原则所谓浇注系统的设计原则就是确定这些浇注系统的形状、尺寸和浇注条件。
如果浇注系统设计不合理就有可能造成以下铸造缺陷,如气孔、砂眼、渣眼、缩孔、裂纹、浇不足和冷隔等缺陷,因此浇注系统时必须遵守以下原则:(1)液体金属的温度在流动中应不降低太多。
(2)应不卷入空气或铸型与液体金属的界面上发生反应所生成的气体。
(3)应不损坏铸型。
(4)应防止掉砂和熔渣流入型腔。
(5)应防止液体金属过度加热铸型。
(6)应有助于方向性凝固。
(7)应不降低工艺出口率(型腔体积对包括浇注系统在内的整铸型型腔体积之比)。
(8)凝固以后应该容易去除。
二、浇注系统设计顺序不同的铸造方法、工厂、技术人员可能采用不同的浇注系统设计方法。
![[精彩]第三章 浇注系统的设计与计算](https://uimg.taocdn.com/2c43a13b10a6f524ccbf85c8.webp)
熔模铸造浇注系统计算熔模铸造是一种常用的制造复杂和精密铸件的工艺,其浇注系统的设计和计算对于确保铸件质量和生产效率具有重要意义。
本文将介绍熔模铸造浇注系统的计算方法和步骤,并详细阐述其中的关键要点。
1.浇注系统的设计原则1.1浇注系统应保证熔融金属顺利流入模腔,并避免气体和杂质的混入。
1.2浇注系统应能够提供足够的金属流量和压力,以填充模腔和充实铸件。
1.3浇注系统应使金属液的速度和压力逐渐减小,以避免金属的喷溅和侵蚀模具。
1.4浇注系统设计应考虑模具的结构特点和铸件形状,以获得良好的浇注效果。
2.浇注系统的主要计算参数在进行浇注系统的计算前,需要收集和确定以下参数:2.1铸件的形状和尺寸:包括铸件的几何形状、尺寸、壁厚等。
2.2材料的液态性能:包括铸造合金的熔点、密度、表面张力等。
2.3系统的性能:包括浇注管道和浇注头的直径、长度和形状等。
2.4浇注过程的条件:包括金属液的温度、浇注速度和压力等。
3.浇注系统的计算步骤根据以上参数和原则,进行浇注系统的计算,一般可分为以下几个步骤:3.1确定浇注管道和浇注头的几何参数:根据铸件的形状和尺寸,确定浇注管道和浇注头的直径、长度和形状。
通常,浇注管道和浇注头的直径会逐渐减小,以保证金属液的速度和压力逐渐降低。
3.2计算浇注头的流速和压力:根据材料的液态性能和浇注过程的条件,计算金属液在浇注头中的流速和压力。
这一步需要考虑金属液的粘度、密度以及浇注头的形状、长度等参数。
3.3计算浇注管道和浇注头的阻力:根据浇注管道和浇注头的形状和尺寸,计算流动的阻力。
这一步需要考虑流动的雷诺数、曼宁系数和摩擦因数等参数。
3.4确定浇注时间和浇注压力:根据铸件的尺寸和形状,计算金属液的流速和浇注时间,进而确定浇注压力。
通常,浇注时间应保证金属液充分填充模腔,并保持一定的冲刷效果。
4.浇注系统的优化完成上述计算后,可以进行浇注系统的优化,包括以下几个方面:4.1浇注管道的优化:可以通过改变浇注管道的形状和尺寸,减小阻力和压力损失,提高浇注效率。

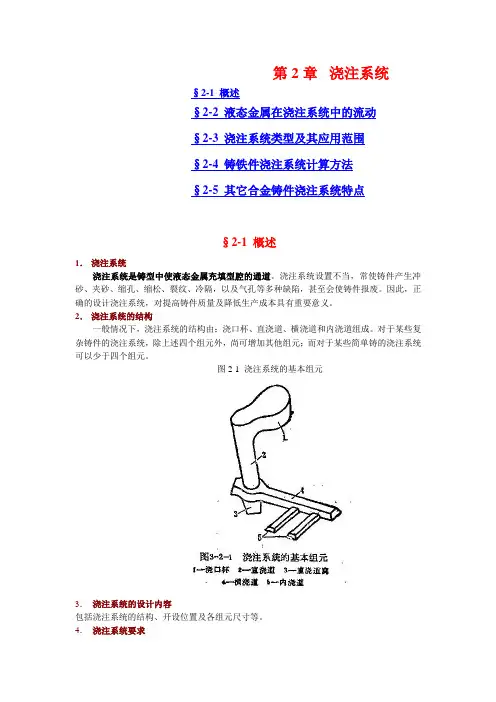
第2章浇注系统§2-1 概述§2-2 液态金属在浇注系统中的流动§2-3 浇注系统类型及其应用范围§2-4 铸铁件浇注系统计算方法§2-5 其它合金铸件浇注系统特点§2-1 概述1.浇注系统浇注系统是铸型中使液态金属充填型腔的通道。
浇注系统设置不当,常使铸件产生冲砂、夹砂、缩孔、缩松、裂纹、冷隔,以及气孔等多种缺陷,甚至会使铸件报废。
因此,正确的设计浇注系统,对提高铸件质量及降低生产成本具有重要意义。
2.浇注系统的结构一般情况下,浇注系统的结构由:浇口杯、直浇道、横浇道和内浇道组成。
对于某些复杂铸件的浇注系统,除上述四个组元外,尚可增加其他组元;而对于某些简单铸的浇注系统可以少于四个组元。
图2-1 浇注系统的基本组元3.浇注系统的设计内容包括浇注系统的结构、开设位置及各组元尺寸等。
4.浇注系统要求良好的浇注系统通常满足以下几点要求:1) 控制金属液流动的速度和方向,并保证充满型腔,保证适当的浇注时间。
2) 金属注入方式及内浇口方向应不致使金属冲毁铸型或砂型,并有利于杂质上浮和型中气体排出。
金属液在型腔中的流动应平稳、均匀以免夹带空气、产生金属氧化物。
3)有利于铸件温度的合理分布。
(铸型充满后,型内金属的温度分布状态尽可能有利于铸件预期的凝固方式。
希望同时凝固的铸件,温度应分布均匀;希望顺序凝固的铸件,温度应朝向冒口递增。
)4)浇注系统应具有除渣功能。
生产无锡青铜、球墨铸铁等铸铁件,要求浇注系统具有较强的挡渣能力,以防止溶渣进入铸型。
5)浇注系统不应阻碍铸件收缩,在生产裂纹敏感性强的大型铸件时,这点尤为重要。
6)在保证铸件质量的前提下,浇注系统力求简单,便于造型,金属消耗量最少,以及有利于铸件清理。
附加:对浇注系统的基本要求由以上的叙述大致上可以看出,浇注系统对铸件质量的影响是多方面的,其作用显然是重要的。
对浇注系统的基本要求如下:(1)根据铸件结构和合金凝固特点考虑浇注系统的结构,使金属液能以合理的充填速度或上升速度、尽可能平稳地(紊流程度低)、无喷射、飞溅地充填型腔;金属流股不冲蚀砂型或砂芯,也不在型内相互冲击,防止卷入气体和吸收气体,防止金属氧化。
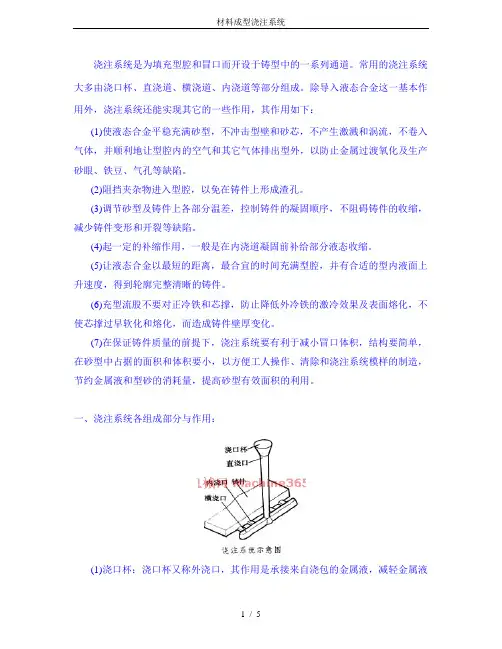
浇注系统是为填充型腔和冒口而开设于铸型中的一系列通道。
常用的浇注系统大多由浇口杯、直浇道、横浇道、内浇道等部分组成。
除导入液态合金这一基本作用外,浇注系统还能实现其它的一些作用,其作用如下:(1)使液态合金平稳充满砂型,不冲击型壁和砂芯,不产生激溅和涡流,不卷入气体,并顺利地让型腔内的空气和其它气体排出型外,以防止金属过渡氧化及生产砂眼、铁豆、气孔等缺陷。
(2)阻挡夹杂物进入型腔,以免在铸件上形成渣孔。
(3)调节砂型及铸件上各部分温差,控制铸件的凝固顺序,不阻碍铸件的收缩,减少铸件变形和开裂等缺陷。
(4)起一定的补缩作用,一般是在内浇道凝固前补给部分液态收缩。
(5)让液态合金以最短的距离,最合宜的时间充满型腔,并有合适的型内液面上升速度,得到轮廓完整清晰的铸件。
(6)充型流股不要对正冷铁和芯撑,防止降低外冷铁的激冷效果及表面熔化,不使芯撑过早软化和熔化,而造成铸件壁厚变化。
(7)在保证铸件质量的前提下,浇注系统要有利于减小冒口体积,结构要简单,在砂型中占据的面积和体积要小,以方便工人操作、清除和浇注系统模样的制造,节约金属液和型砂的消耗量,提高砂型有效面积的利用。
一、浇注系统各组成部分与作用:(1)浇口杯:浇口杯又称外浇口,其作用是承接来自浇包的金属液,减轻金属液对铸型的冲击,阻止熔渣、杂物、气泡等进入直浇道,增加金属液的充型压力等。
常用浇口杯有呈漏斗形和池形(浇口盆),漏斗形浇口杯可单独制造或直接在铸型内形成,成为直浇道顶部的扩大部分;它结构简单,体积小,可节约金属,但阻渣能力较差,它常用于中、小型铸件,在机器造型中广泛采用。
对大、中型铸件,特别是铸铁件,常采用浇口盆,它具有较好的阻渣效果,浇口盆是与直浇道顶端连接,用以承接导入熔融金属的容器。
在浇口盆出口处常放置有浇口塞,当浇口盆充满金属后,塞子升起即开始浇注。
(2)直浇道:浇注系统中的垂直通道,它通常带有一定的锥度。
对黑色金属,直浇道应做成上大下小的锥体,锥度一般为1:20,其底部常比横浇道的底部稍低并呈(它可储存最初进入的金属液,球形。
![压铸模设计第6章A 浇注系统设计[new]](https://uimg.taocdn.com/77b6cb464431b90d6d85c701.webp)
熔模铸造浇注系统计算1 熔模铸造浇注系统计算浇注系统是熔模铸造工艺设计的重要部分。
国内熔模碳钢铸件居多,其浇注系统除应具有引入金属液等作用外,还要能为铸件提供必要的补缩金属液和补缩通道。
目前,很多工厂熔模铸件浇注系统大小是设计人员凭经验定的,直接影响了铸件的成品率和工艺出品率。
因此,有必要开展熔模铸造浇注系统计算方法的探讨。
从结构上看,熔模铸造浇注系统有直浇道-内浇道、横浇道-内浇道和组合式三大类。
其中直浇道-内浇道式又分:单一直浇道、直浇道-补缩环、多道直浇道和特种形状直浇道等形式。
但在实际生产中应用最广泛的是单一直浇道浇注系统,如图1所示。
图1 单一直浇道Fig.1 Single sprue目前用于单一直浇道浇注系统的计算方法有:亨金法、比例系数法、浇口杯补缩容量法、当量热节法、浇注系统确定参考图法等。
其中亨金法较全面地考虑了影响补缩的因素;并可计算出直浇道、内浇口尺寸,以及一个浇注系统铸件组最多允许的铸件数量。
据介绍亨金法更适用于该类浇注系统。
本文就单一直浇道浇注系统计算开展研究。
利用计算机对第一拖拉机股份有限公司(简称洛阳拖拉机厂)、东风汽车公司精密铸造厂(简称第二汽车制造厂)大量工艺已成熟零件的浇注系统与亨金法计算结果相比较,并对亨金法进行修正。
该修正公式可供各工厂技术人员在设计浇注系统时参考。
2 亨金法简介为使铸件获得补缩,内浇口应设在铸件厚处(热节处),以保证在金属液凝固时,内浇口比铸件厚处晚凝固,而直浇道又比内浇口晚冷,从而利用直浇道中金属液补缩铸件。
因此,内浇口截面的热模数Mg(mm)是铸件热节处的热模数Mc(mm)、直浇道截面的热模数Ms(mm)、单个铸件质量Q(g)和内浇口长度Lg(mm)的函数,即Mg=f(Mc,Q,Lg,Ms) (1)前苏联学者亨金用不同铸件做试验,把公式(1)中各参数关系绘成曲线后发现,它们之间的关系为各种不同方次的抛物线关系,最后归纳得到下列公式:(2)式中Kh——比例系数,中碳钢Kh≈2。