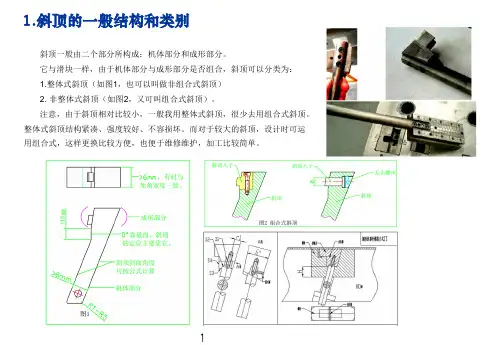
第四节斜滑块侧抽芯机构讲解
- 格式:ppt
- 大小:793.00 KB
- 文档页数:19
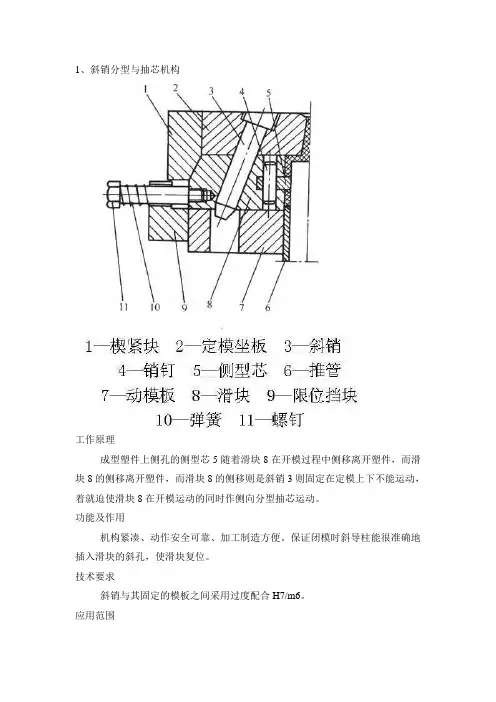
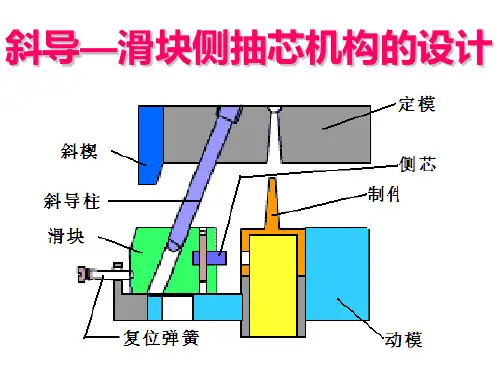
1、斜销分型与抽芯机构工作原理成型塑件上侧孔的侧型芯5随着滑块8在开模过程中侧移离开塑件,而滑块8的侧移离开塑件,而滑块8的侧移则是斜销3则固定在定模上下不能运动,着就迫使滑块8在开模运动的同时作侧向分型抽芯运动。
功能及作用机构紧凑、动作安全可靠、加工制造方便。
保证闭模时斜导柱能很准确地插入滑块的斜孔,使滑块复位。
技术要求斜销与其固定的模板之间采用过度配合H7/m6。
应用范围适用于抽芯力不大及抽芯距小于60∽80mm的场合2、斜杆导滑的外侧分型抽芯机构工作原理斜滑块1与斜杆2连结在一起, 斜杆在锥形模套底部的方形斜孔内滑动,顶出板推动斜杆,带动成型滑块按斜杆倾斜方向运动,完成分型抽芯动作,并在顶杆4的作用下顶出塑件功能及作用顶出动作与抽芯动作同时进行,抽芯动作完成后,塑件也已经从型芯上脱下。
技术要求推杆与推杆孔之间一般采用H7/f8配合,型芯与型芯孔采用了间隙配合一般采用H7/f6的配合。
应用范围当塑件对主型芯的成型面积又较小时,就有可能把塑件的侧凹拉坏,这时不宜采用斜杆导滑的外侧分型抽芯机构。
3、斜滑块外侧分型抽芯机构工作原理模套 5 内开有T 形槽, 斜滑块 1 可在槽内滑动。
开模后推出时, 推杆2推动斜滑块沿导槽移动,同时完成侧抽芯和推出塑件。
限位销7的作用是对斜滑块限位,以防止斜滑块脱出模套。
功能及作用型芯与型芯固定板采用了间隙配合一般采用H7/f6的配合。
技术要求推杆与推杆孔之间一般采用H7/f8 配合。
应用范围应用广泛,主要用于当塑件侧面凹槽或孔较浅,所需抽拔距不大,但成型面积较大的场合。
4、斜滑块内侧分型抽芯机构工作原理开模后推杆4 推动斜滑块2 使其沿动模板3上的内斜导槽(也可以在中心模形块上开导糟)移动,同时完成内侧抽芯与推出塑件的动作。
功能及作用采用侧面摆杆推动推件板实现第一次出, 由推杆完成第二次推出的二级推出,结构脱模动作简单、可靠、没有附属装置,但由于在定模外侧安装了拉杆等装置,使模具的外形尺寸增加。

![注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]](https://uimg.taocdn.com/ff09c9b15ef7ba0d4a733bfd.webp)