注塑模具斜顶(侧抽芯.-滑块)介绍-(含动画演示)知识分享
- 格式:ppt
- 大小:2.38 MB
- 文档页数:12
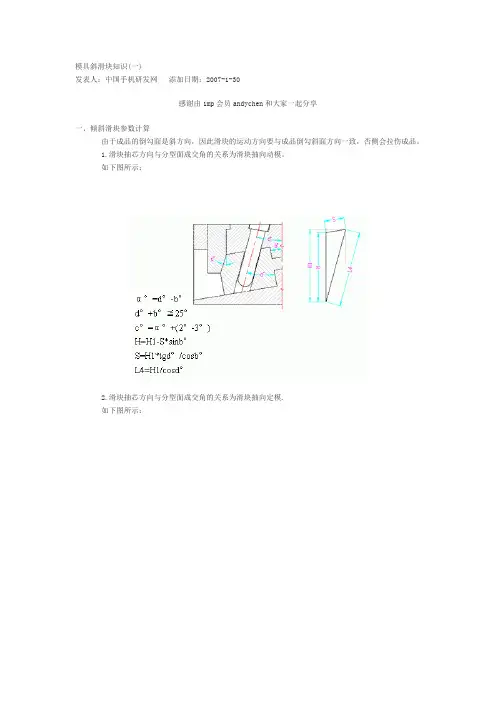
模具斜滑块知识(一)发表人:中国手机研发网添加日期:2007-1-30感谢由1mp会员andychen和大家一起分享一、倾斜滑块参数计算由于成品的倒勾面是斜方向,因此滑块的运动方向要与成品倒勾斜面方向一致,否侧会拉伤成品。
1.滑块抽芯方向与分型面成交角的关系为滑块抽向动模。
如下图所示:2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模.如下图所示:二、母模遂道滑块1.应用特点a.制品倒勾成型在母模侧b.制品外观有允许有痕迹c.滑块成型面积不大如下图所示:2.母模遂道块简图如下:(超级链接2183动画)第一次开模 (3).设计注意事项a. 上固定板的厚度H2≧1.5D (D为大拉杆直径;大拉杆直径计算超级链接三板模大拉杆计算;H2上固定板的厚度)b.拨块镶入上固定板深度H≧2/3H2c.注口衬套头部要做一段锥度,以便合模。
且要装在上固定板上,以防止成型机上的喷嘴脱离注口衬套,产生拉丝现象不便取出,影响下一次注射。
d.拨块在母模板内要逃料。
e.耐磨板要高出母模板0.5mm,保护母模板。
以及支撑拨块防止拨块受力变形。
f.小拉杆限位行程S≦2/3H1,以利合模。
(H1为滑块高度)g.拨杆前端最好装固定块,易调整,易加工,构成三点支撑,增加拨块强度。
h.要使耐磨块装配顺利,要求点E在点D右侧。
如下图所示:i.滑块座与拨块装配时,要特别注意尺寸B与B1的关系,应为B>B1,但为了装配的顺畅,也可将其滑块座后模板部分全部挖通。
(4)双”T”槽的计算公式及注意事项:如上图中S3=H*tgγ;(H为滑块下降的高度即小拉杆行程; γ为拨块角度)S2=δ2*cosγ;(δ2为拨块与滑块间隙,一般为0.5mm)S=S3-S2=H*tgγ-δ2*cosγ=(H*sinγ-δ2)/cosγ;(S为滑块水平运动距离)S4=δ1/cosα;(δ1滑块入子与滑块间隙隙;α为滑块入子倾斜角度)S1=(H*sinβ-δ1)/sin(α+β);(β为勾槽间隙,一般为0.5mm;S1为滑块入子脱离倒勾距离)注意事项:a.装配要求:滑块入子与倾斜的入子孔装配,要特别注意尺寸A与A1的关系,应为A>A1 。
经典模具结构原理动图,模具的滑块机构、顶出机构原理动图1. 二级推出机构2. 可折叠型芯-三维3. 可折叠型芯-平面4. 侧向分型与抽芯机构-滑块-15. 侧向分型与抽芯机构-滑块-26. 侧向分型与抽芯机构-滑块-37. 侧向分型与抽芯机构-滑块-48. 侧向分型与抽芯机构-滑块-59. 侧向分型与抽芯机构-滑块-610. 侧向分型与抽芯机构-滑块-711. 单分型面注射模示意图12. 双分型面注射模示意图13. 模架与镶件-C型14. 滑块脱模-外螺纹15. 推板推出16. 推杆推出-加强筋17. 推杆推出-斜面18. 推管顶出19. 推块推出-120. 推块推出-221. 延迟推出22. 圆推杆顶出23. 斜导柱侧抽芯-开模行程24. 单推板二次脱模机构-摆块拉板式25. 单推板二次脱模机构-弹簧式26. 单推板二次脱模机构-斜导柱-滑块式27. 弹簧先复位机构28. 定模设置推出机构的注射模示意图29. 分型面-垂直分型面30. 分型面-阶梯分型面31. 分型面-平面、曲面分型面32. 分型面-水平分型面33. 复位杆复位34. 改变合模线位置-范例35. 合模销定位36. 活动镶件示意图37. 浇口数量和位置对熔接痕的影响38. 开设冷料槽以增加熔接强度39. 气阀式引气-140. 气阀式引气-241. 气阀推出机构42. 推板脱模结构形式-143. 推板脱模结构形式-244. 推板脱模结构形式-345. 推板与型芯的配合形式46. 推杆推出机构形式-147. 推杆推出机构形式-2免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。
如涉及版权,请联系删除。
加入【制造交流圈】领5000个机械视频;领1000个机械动图,领5000个机械图纸;领上千G 机械资料,和机械老兵学机械。
注塑模具斜顶(Slider)设计介绍1. 引言在注塑模具设计中,斜顶(Slider)是一种常见的机构设计,用于实现模具中的复杂形状或特殊结构的塑件成型。
本文将介绍注塑模具斜顶的设计原理、结构特点以及应用范围。
2. 设计原理注塑模具斜顶的设计基于以下原理:斜顶通过引导塑料料筒的塑料流动方向,从而实现塑件的成型。
斜顶的设计要考虑模具开合方向和斜顶的倾斜角度,以确保塑件的完整成型,并避免模具冲突和结构失稳等问题。
斜顶的设计要满足注塑成型过程中的力学需求,包括承受注塑压力、保持塑件形状等。
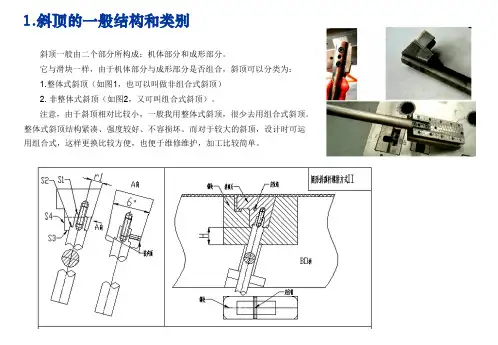
3. 结构特点注塑模具斜顶的结构特点如下:斜顶通常由导向套、斜块和导向销等部件组成。
导向套用于固定斜块并提供导向作用,确保斜顶的准确位置。
斜块是斜顶的核心部件,通过倾斜角度实现塑料流动的引导作用。
导向销用于固定斜顶和模具的其他部件,确保模具在注塑过程中的稳定性和精度。
4. 应用范围注塑模具斜顶的应用范围广泛:斜顶常用于注塑模具中塑件形状复杂、壁厚不均匀或存在特殊结构的成型。
斜顶可以实现塑件的脱模,避免模具结构复杂或受限制的情况下无法顺利脱模的问题。
斜顶的设计可以降低模具制造成本,减少模具的工序和材料损耗。
5.注塑模具斜顶是一种重要的设计机构,可以实现模具中复杂形状或特殊结构的塑件成型。
设计时需要考虑斜顶的倾斜角度、结构稳定性和塑料流动等因素。
斜顶的应用范围广泛,并可以降低模具制造成本。
在注塑模具设计中,合理使用斜顶可以提高注塑成型的效率和质量。
以上是关于注塑模具斜顶设计的介绍,希望对读者有所帮助。
![注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]](https://uimg.taocdn.com/ff09c9b15ef7ba0d4a733bfd.webp)
注塑模具斜顶(Slider)设计介绍注塑模具斜顶(Slider)设计介绍1. 概述注塑模具斜顶(也称为Slider)是注塑模具中的重要组成部分。
它的设计和运动能够使注塑模具具备更多的功能和灵活性。
本文将介绍注塑模具斜顶的设计原理、优势以及在注塑加工中的应用。
2. 设计原理注塑模具斜顶的设计原理是基于滑块原理,通过斜顶的运动使得模具的开合更加灵活。
斜顶通常由滑块、导向机构和驱动机构组成。
2.1 滑块滑块是斜顶的核心部件,它通常由钢材制成,并具有较高的硬度和耐磨性。
滑块与模具底板通过滚动导向机构相连接,可以实现上下、前后的运动。
2.2 导向机构导向机构用于使滑块在模具中的运动保持平稳和准确。
常见的导向机构有导柱、导套和导轨等,它们能够确保滑块的运动轨迹与模具的要求相匹配。
2.3 驱动机构驱动机构通过控制斜顶的运动方式和速度,实现模具的开合和产品的成型。
驱动机构通常由液压缸、气缸或电机等组成,根据注塑加工的需求选择合适的驱动机构。
3. 优势注塑模具斜顶在注塑加工中具有以下优势:3.1 提高产品质量斜顶的运动可以使模具开合更为灵活,从而使产品的成型更加完整和精确。
它可以减少产品的缺陷和变形,提高产品的质量。
3.2 扩展模具功能通过合理设计和安装斜顶,可以实现多腔模具、插件腔、嵌件及特殊结构的模具设计。
这种灵活的设计使得模具具备更多的功能,满足不同产品的需求。
3.3 增加生产效率斜顶的运动速度较快,可以加快模具的开合速度,从而提高注塑生产效率。
,斜顶还能够减少模具的运动阻力,降低注塑机的能耗。
4. 应用领域注塑模具斜顶在各个领域的注塑加工中都有广泛的应用。
它适用于各种注塑产品的生产,包括塑料零件、橡胶制品、注塑包装等。
5. 结论注塑模具斜顶的设计和运动原理使得注塑加工更加灵活和高效。
它的优势在提高产品质量、扩展模具功能和增加生产效率方面都得到了充分的展现。
在实际注塑加工中,合理设计和运用注塑模具斜顶将带来更好的加工效果和经济效益。
注塑模具斜顶(Slider)设计介绍正文:一、引言注塑模具斜顶(Slider)设计是模具设计的一个重要环节,其作用是实现模具中复杂形状的成型操作。
本文将详细介绍注塑模具斜顶的设计原理、构造、材料选择和加工工艺。
二、设计原理注塑模具斜顶的设计原理是根据产品形状和注塑工艺要求确定。
斜顶的设计需考虑以下几个关键因素:1·斜顶的形状与产品形状一致,以便实现产品的复杂形状成型。
2·斜顶的运动轨迹须与模头运动轨迹一致,以便确保模具中产品的准确定位和尺寸控制。
三、斜顶构造1·斜顶组成:斜顶通常由斜顶座、斜顶板、斜顶销和斜顶导柱组成。
2·斜顶座:斜顶座用于固定斜顶板,通常采用高强度的合金钢材料制造,以保证斜顶稳定。
3·斜顶板:斜顶板是斜顶的运动部件,它与斜顶座连接,并通过斜顶销的引导实现斜顶的上下运动。
4·斜顶销:斜顶销负责引导斜顶板的运动,通常采用硬质合金材料制造,以保证高强度和耐磨性。
5·斜顶导柱:斜顶导柱用于指导斜顶的上下运动,保证斜顶的稳定性和准确定位。
四、材料选择1·斜顶座:通常选用优质合金钢材料,如SKD61等,以保证斜顶的高强度和耐磨性。
2·斜顶板:根据实际需求选择合适的材料,通常有SKD61、SKD11等。
3·斜顶销:采用硬质合金材料制造,如硬质合金钢等,以保证斜顶的高强度和耐磨性。
4·斜顶导柱:通常选择SKD61等高强度合金钢材料,以确保斜顶的准确定位和稳定性。
五、加工工艺1·斜顶座的加工工艺:先进行粗加工,然后进行热处理,最后进行精加工和抛光处理。
2·斜顶板的加工工艺:根据实际需要进行车、铣、镗等加工,然后进行热处理和抛光处理。
3·斜顶销的加工工艺:先进行车、铣等粗加工,然后进行热处理,最后进行精加工和抛光处理。
4·斜顶导柱的加工工艺:先进行车、铣等粗加工,然后进行热处理和抛光处理。