车刀详细解析和应用图解
- 格式:ppt
- 大小:2.75 MB
- 文档页数:23

端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。


各种车刀角度一、常用车刀种类二、车刀的用途三、90度外圆车刀的角度注:后角、副后角均为8-12度a)90°偏刀、b)75°外圆车刀、c)45°外圆、端面车刀、 d)切断刀、e)内孔车刀、f)成形刀、g)螺纹车刀四、端面车刀五、切断刀六、成形刀七、内孔刀八、螺纹车刀1、角度样板2、螺纹车刀种类:外螺纹车刀和内螺纹车刀图一:60度外螺纹车刀图二:60度内螺纹车刀3、对刀方法外螺纹车刀的装夹a)内螺纹车刀的装夹4、螺纹的车削方法a)左右进给法b)直进法九、砂轮1、砂轮的选用必须根据刀具材料来选用1)氧化铝砂轮氧化铝砂轮多呈灰色或白色,其砂粒韧性好,比较锋利,但硬度稍低(指磨粒容易从砂轮上脱落),适于刃磨高速钢车刀和硬质合金车刀的刀柄部分。
氧化铝砂轮也称为刚玉砂轮。
2)碳化硅砂轮碳化硅砂轮多呈绿色,其磨粒硬度高,切削性能好,但较脆,适于刃磨硬质合金车刀。
十、刻度盘的计算和应用在车削工件时,为了正确和迅速的掌握进刀深度,通常利用中滑板或小滑板上刻度盘进行操作。
中滑板的刻度盘装在横向进给的丝杠上,当摇动横向进给丝杠转一圈时,刻度盘也转了一周,这时固定在中滑板上的螺母就带动中滑板车刀移动一个导程、如果横向进给丝杠导程为5mm,刻度盘分100格,当摇动进给丝杠转动一周时,中滑板就移动5mm,当刻度盘转过一格时,中滑板移动量为5÷100=0.05mm。
使用刻度盘时,由于螺杆和螺母之间配合往往存在间隙,因此会产生空行程(即刻度盘转动而滑板未移动)。
所以使用刻度盘进给过深时,必须向相反方向退回全部空行程,然后再转到需要的格数,而不能直接退回到需要的格数。
但必须注意、中滑板刻度的刀量应是工件余量的二分之一。
见下图。
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。
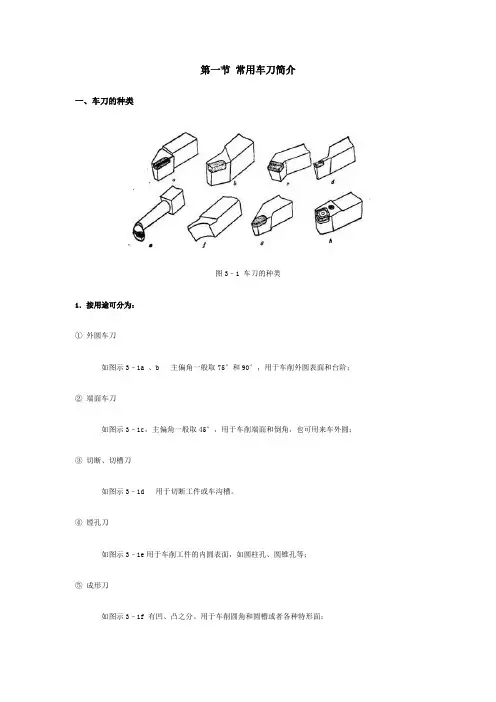
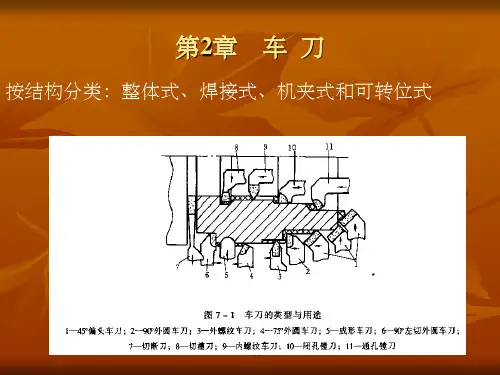
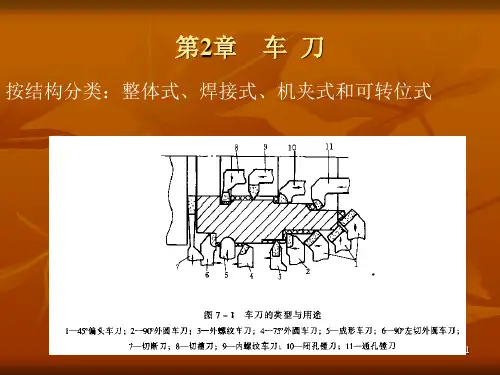
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
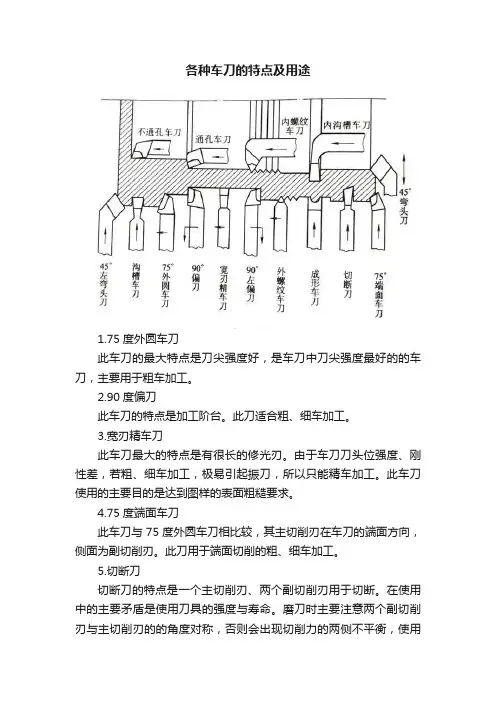
各种车刀的特点及用途1.75度外圆车刀此车刀的最大特点是刀尖强度好,是车刀中刀尖强度最好的的车刀,主要用于粗车加工。
2.90度偏刀此车刀的特点是加工阶台。
此刀适合粗、细车加工。
3.宽刃精车刀此车刀最大的特点是有很长的修光刃。
由于车刀刀头位强度、刚性差,若粗、细车加工,极易引起振刀,所以只能精车加工。
此车刀使用的主要目的是达到图样的表面粗糙要求。
4.75度端面车刀此车刀与75度外圆车刀相比较,其主切削刃在车刀的端面方向,侧面为副切削刃。
此刀用于端面切削的粗、细车加工。
5.切断刀切断刀的特点是一个主切削刃、两个副切削刃用于切断。
在使用中的主要矛盾是使用刀具的强度与寿命。
磨刀时主要注意两个副切削刃与主切削刃的的角度对称,否则会出现切削力的两侧不平衡,使用时容易损坏刀具。
6.沟槽车刀此刀与切断刀相比较,其主要区别是对刀具宽度的要求。
刀具宽度必须按图样的宽度要求磨削。
此刀用于加工沟槽。
7.螺纹车刀螺纹车刀的主要特点是车刀磨削时的角度。
一般来讲,螺纹车刀磨削的角度比图样要求的角度小于1度为好。
螺纹车刀加工零件时,主要是装刀要正,否则会出现加工的螺纹牙型角虽然是正确的,但是倒牙的螺纹,造成零件加工不合格。
8.45度弯头刀此车刀主要特点是后角的磨削。
加工内倒角时,后刀面不是与内孔的壁相碰。
此刀用于内、外倒角的加工。
9.不通孔车刀在孔加工的时候,车刀遇到的最大矛盾是刀杆伸出较长,以及补加工零件孔的限制而出现的刀杆截面小,而显得刚性不足。
在使用孔加工刀具时,应该最大限度地利用加工孔所允许的刀杆的最大截面,以增大刀杆的刚性。
否则孔的加工会刀杆的刚性不足,而出现锥度以及振刀。
不通孔车刀的特点,是对内孔阶台及不通孔进行加工,其主偏角小于90度,目的是对内孔的端面进行加工。
10.通孔车刀通孔车刀的特点是主偏角大于90度,从面表现出其刀尖强度好、寿命高。
适用于通孔的粗、精加工。
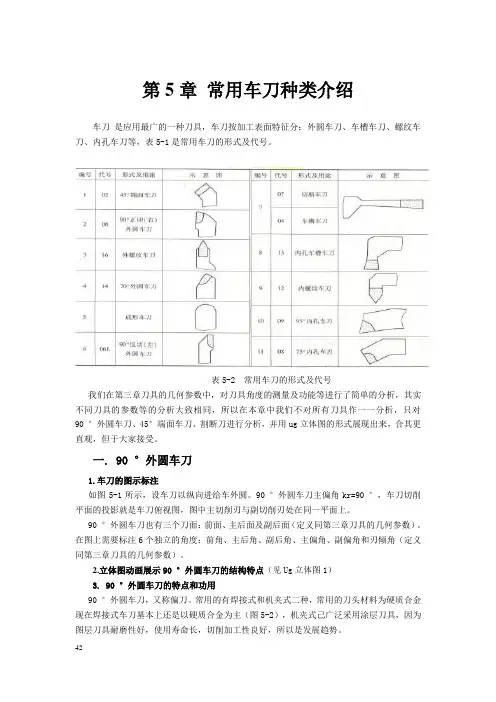
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。