P32R左右边饰板喷漆工艺卡
- 格式:xls
- 大小:58.00 KB
- 文档页数:2

淑女北欧之家淑女北欧之家是一款高档纯丙烯酸哑光内墙涂料。
该产品采用先进的北欧配方技术和高品质的原材料,为您带来清新美好的室内空气环境。
淑女北欧之家拥有灵动饱满的颜色,其光滑致密的漆膜拥有很强的耐擦洗性和抗菌防霉性,灵动饱满的颜色:精准色彩表现健康环保:不人为添加APEO,甲醛,重金属。
VOC等有害物质低释放。
纯净水配方。
净味配方:在施工时及施工后气味极低。
适用于内墙表面腻子,石膏板,混凝土,砖块等。
颜色根据色卡,可由佐敦调色系统(内饰系列)加工。
pH值体积固体含量37.5± 2体积%理论8 至 93 L 和 10 L包装规格< 1 克/升 (理论值)备注小心处置使用前充分搅拌喷洒 : 推荐辊涂 : 推荐刷涂 : 推荐喷嘴孔径0.021–0.027"喷涂扇面夹角65–80°喷嘴压力140 - 190 kg/cm² (2100 psi)涂布率取决于施工时的漆膜厚度,施工纹理,表面孔隙率,不完整度,温度以及损耗。
理论1012-平方米/升平方米/升漆膜厚度会有不同,此处为平均厚度。
湿膜79109-微米干膜3040微米-微米微米水涂料在充分搅拌后便可使用. 如需稀释,最多可添加5%的水。
底材的温度应不低于10摄氏度,且要高于空气露点温度3摄氏度,需在底材附近测试温度和相对湿度。
要求通风环境良好。
封闭区域内要保证干燥充分。
干燥时间取决于空气流通条件,温度,漆膜厚度,施工道数。
并且会受相应的影响。
表格中给出的数据是基于:良好通风环境(暴露于户外或空气自由流通)普通漆膜厚度在惰性底材上面的一道涂层所给数据仅作为指导。
实际的干燥时间和复涂前时间也许更长或更短,这取决于环境温度、膜厚、通风、下层油漆系统、早期搬运要求和机械力等1. 建议给出的数据适用于相同类型涂料的覆涂.2. 多道涂层施工时,干燥时间受数量、顺序及之前涂装漆层的厚度的影响.相对湿度(RH) 50%硬干12 h 6 小时 1 小时干燥后复涂,最短间隔4 小时2 小时1 小时底材温度10 ℃23 °C40 °C底材需要保持完整,干净,整洁,干燥,表面没有灰尘,油脂,水泥等。

![喷漆工艺卡片[1]](https://img.taocdn.com/s1/m/93472e1b964bcf84b9d57b0b.png)
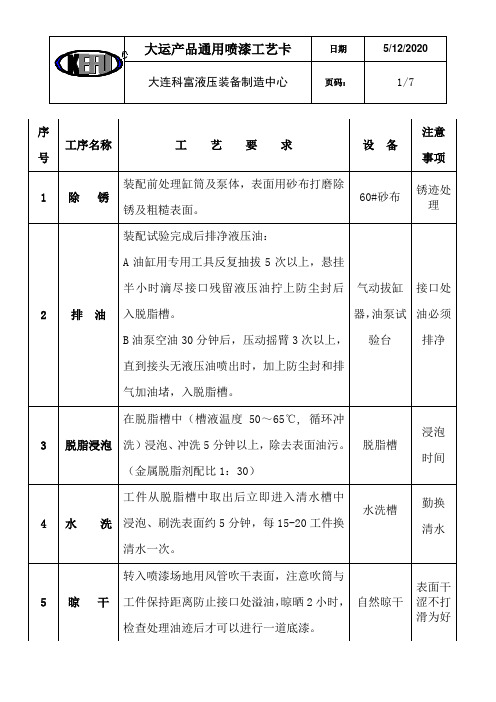
喷漆工艺卡片(第一面底漆)1.施工准备:准备好设备及场地,并做好防尘工作2.材料准备:涂料调配过程中要不断搅拌沉淀物。
催干剂、稀释剂、固化物加数量按下面工艺及产品使用说明书有关规定使用3.金属表面除污处理:被漆物表面应洁净,无油点、污迹、麻点及灰尘4.刷漆时间:第一层底漆必须在完成喷沙4个小时内完成(时间不允许可以当天完成)5.施工环境:现场如果有雨、雾、大风或环境湿度大于85%的气候下,不得刷油漆6.涂刷操作方法:采用开、横、斜、理等基本操作方法;7.注意事项: a. 开漆距离不宜过宽,以免漆膜过薄b. 涂刷用力均匀。
以免刷痕明显或透底c. 特别留言一些隙缝、棱角及边缘,以免漏刷d. 涂刷完间隔约5-10分钟后需用漆刷(不蘸漆)再轻涂一次,以免产生流痕e. 使用滚筒可在滚筒上套上丝袜,这样不容易酒滴,且漆面光滑无污物f. 漆层复涂前,必须确认前道油漆是否已完全干透g. 若前道漆膜干燥后间隔时间超过24个小时,则下道涂刷前均需要重新打磨8.验收标准:(1)涂刷均匀,覆盖严密,无透底及漏刷;(2)每道底漆干膜厚度要求50微米(3)层间结合严密、粘附良好,无分层、起毛、龟裂9.表面嵌补:(1)需要嵌补设备表面的凹陷、裂缝、孔眼及破损缺陷,可在油漆干燥后进行(2)根据技术要求和设备表面的完整程度,来决定局部或者满刮腻子,可进行多次,但每次最好不要超过0.5mm(3)嵌补处理后的设备表面应光洁平整,腻子无起壳、脱落,无刮刀痕迹,无残留腻子,略带光泽油灰混合比重复时间适用期干燥时间底料:硬化剂=100:2 15分钟8~10分钟15~20分钟油漆名称油漆颜色应用方法油漆厚度特殊环氧树脂底漆浅灰色刷漆50-55微米稀释剂稀释率混合率粘度NO.2 5%-10% 底料:硬化齐=6:1(V)100KU@30℃粘胶剂适用期干燥时间间隔时间保持期8小时(20℃)16小时(10℃)喷沙后4个小时或当天完成1年10.施工准备:准备好设备及场地,并做好防尘工作11.材料准备:涂料调配过程中要不断搅拌沉淀物。


喷涂线技术方案汽车内饰件2021年1月一、设计依据根据厂方提出的设计要求进行设计:工艺流程:上件-除尘-喷底漆-流平-喷面漆-流平-烘干-强冷-灯检-下件。
工艺参数:主要设备有:除尘室一套、静电除尘柜俩套、侧水帘喷漆柜三套、流平室一套、油漆烘干室一套、皮带输送机两套、喷漆室一套、风淋室一套、送风机组一套、强冷段一套、灯检工位一套及电控系统。
喷漆室的废水直接排到厂区的污水处理系统由需方自行处理后达标排放。
同时以上工程量均为设计、制造、安装、调试以及包括人员培训和技术服务的一条龙的交钥匙工程,并且保证与用户做好相应的配合工作。
二、设计原则1、设计思想:1.1、满足产品质量及工艺要求。
1.2、布置合理,方便组织生产、物流及维修的需要。
1.3、布置及设计做到“安全第一、文明生产”的原则。
1.4、满足环保、卫生和安全达标要求。
1.5、设备的噪音〔85dB(A)以下〕、废气和有害粉尘等排放达到国家对机械工厂设计的有关环保要求。
1.6、操作场所符合国家工业卫生有关标准。
1.7、设备生产时满足国家有关技术安全规定。
2、设计标准:2.1、排气管高度:垂直向上距离地面≥15m。
2.2、噪声排放执行—室内噪声符合GBJ87—85《工业企业噪声控制设计规范》,室外噪声符合GB12348—90《工业企业噪声控制设计规范》。
2.3、整个工程符合国家规定的工业卫生标准和消防要求。
3、设计原则:3.1、设备在设计时均严格按照国家有关劳动安全、卫生、消防及环保等方面的标准执行。
3.2、设备美观大方,满足产品使用要求,运行可靠,操作简便,维护保养方便易行。
3.3、充分考虑系统相互之间的连锁性,采取保护措施,避免设备事故发生。
3.4、设备及材料选用以国内为主,设备关键元器件选用进口或合资产品,达到既经济合理,又先进可靠的目的。
3.5、我们所提供的设备是全新设备,包括室体、过滤材料、加热系统、漆雾处理系统、风机及所有零部件、配套件等。
喷漆工艺规范1、工作条件1.1喷漆前要注意:保持干燥、空气流通、光线充足;低温不喷,风大不喷,潮湿不喷。
1.2烈日暴晒或凝露冻结的表面不得涂漆施工。
1.3喷漆工具(漆刷、喷漆枪、盛漆桶)使用用后必须进行清洗、保持清洁。
1.4每道漆层必须完全干透后方可进行下道工序。
2、操作指导2.1 喷嘴口径为0.5mm~1.8mm2.2 供给喷枪的空气压力一般为0.3~0.6Mpa2.3 喷嘴与被喷面的距离一般以20~30cm为宜2.4 喷出漆流的方向应尽量垂直于物体表面2.5操作时每一喷涂条带的边缘应当重叠在前一已喷好的条带边缘上(以重叠1/3为宜),喷枪的运动速度应保持均匀一致,不可时快时慢。
2.6喷涂时粘度要适中,粘度过低会使喷层薄、喷涂道数多而延长施工周期。
2.7喷嘴与喷面间的距离,以不产生大量的漆雾,又能喷覆最大面积为宜,距离过远,会造成漆膜表面粗糙无光。
距离过近,会产生流挂等毛病。
3、成份勾兑3.1稀料配比夏季为油漆:稀料= 3:1;冬季为2:1左右3.2固化配比油漆:固化剂= 5:1 (夏季) 4:1(冬季)3.3熟化时间少量配漆时,每调1L漆熟化时间为10分钟。
4、漆膜要求4.1成品漆膜应牢固、美观、大方,外观平整、光滑,色泽均匀一致,不得漏涂和瑕疵。
4.2漆膜应干透,不粘手并具备一定的硬度。
5、检验方法5.1外观目测:在自然光线下检查,表面阴影、露底、流挂、色泽均匀。
5.2干透性:以拇指用力按压漆膜,应无凹陷指印。
、5.3粘手性:手摸漆面,应不黏手。
5.4硬度:用指甲在漆面上划一下,应无凹陷划痕。
5.5柔韧性:用刮刀刮下漆膜,乱屑应为有弹性的卷曲,不应出现碎末或整块粘在一起。
6表面嵌补6.1需要嵌补表面的凹陷、裂缝、孔眼及破损缺陷,必须在油漆干燥后进行6.2小于5mm且没露出金属底色的缺陷可用100#砂纸打磨后补面漆6.3露底的缺陷必须补底漆完全干燥后再补面漆。
6.4嵌补处理后的表面应光洁平整,无起壳、脱落,无打磨痕迹,略带光泽。
汽车内饰件油漆涂层标准1 范围本标准适用于所有车型内饰件喷漆的技术要求。
用于内饰件的喷漆,例如:仪表板、门护板,杂物,头枕,扶手等装饰和防护目的。
本企业标准由范围、引用标准、技术要求、试验方法、产品出厂验收等部分组成。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 250 评定变色用灰色样卡GB 251 评定沾色用灰色样卡GB 2828-2003 组批检查计数抽样程序及抽样表GB 2829-2002 周期检查计数抽样程序及抽样表GB/T 3920-97 纺织品色牢度试验(耐摩擦色牢度)GB 6739-1996 漆膜硬度铅笔测定法Q/SQR.04.025-2004 涂层附着力试验方法-划格法Q/SQR.04.057-2003 CAC-商标标记Q/SQR.04.058-2004 汽车零部件标记要求Q/SQR.04.065-2005 漆膜耐水试验方法Q/SQR.04.095-2004 塑料、织物氙弧灯连续照射试验Q/SQR.04.112-2003 产品包装标志要求Q/SQR.04.400-2005 涂层耐冲击试验方法DIN 50014 气候及技术引用标准气候3 术语内饰喷漆件:车身内部起装饰和防护作用的油漆件。
4 材料4.1材料和组成4.1.1 喷漆体按图纸或说明,或按照相应零部件标准要求;4.1.2 涂层体系漆基按图纸或说明;5 技术要求5.1 预处理在试验前,要放在正常气候条件下(空气温度为23℃,允许偏差在±1,空气湿度为50%和允许偏差在±3)24小时,做预处理。
5.2 外观喷漆件表面均匀,不允许有针孔、裂纹、流挂、条纹、叠层等缺陷。
喷漆表面的颜色和光泽必须与样品或色板一致。
3A7989TZH安装 - 操作 - 零配件完成 LineLazer 200HS/DC/MMA 和 LineLazer 250SPS/DC/MMA 的玻璃微珠喷涂系统仅适合专业用途 -型号:25R268 1-喷枪 LL200HS/MMA 25R270 1-喷枪 LL250SPS/MMA 25R267 2-喷枪 LL200HS/DC/MMA 25R269 2-喷枪 LL250SPS/DC/MMA最大工作压力:80 磅/平方英寸(.55 兆帕,5.5 巴)重要安全说明请阅读本划线机手册的所有警告及说明书。
熟悉操控装置并正确使用。
妥善保存这些说明。
相关手册微珠喷枪套件 332226LLIV 200HS 维修311021LLV 200HS/DC 维修和零配件3A3390LLV 200MMA 操作、维修、零配件3A6466250DC 维修334053警告警告以下为针对本设备的设置、使用、接地、维护及修理的警告。
惊叹号符号表示一般性警告,而各种危险符号则表示与特定操作过程有关的危险。
当这类符号出现在本手册文中或警告标签上时,应参阅这些警告的说明内容。
并未包含在本章节内的针对产品的危险符号及警告,可能在本手册内适当的章节出现。
23A7989T警告注意停止作业时,切勿在料桶内存放玻璃微珠。
每天都用干燥的玻璃微珠开启作业。
水分会导致玻璃微珠随着时间的推移而滞流或滞固。
如果料桶内部有湿气或冷凝水,保持盖子打开直到干燥。
在没有微珠系统的情况下操作时,始终保持湿气排放阀打开。
3A7989T3所需工具:CE 安全检查表(在非工厂安装期间完成)活动零配件件的盖子和护罩已就位(参见护罩安装一节)。
紧固件、皮带、盖子、护手板和压缩机安装牢固。
请阅读并理解本手册及划线机手册中的全部警告和说明。
所需工具:•1/8 英寸内六角扳手(套件附带)•校准工具 17C504(套件附带)•5/32 英寸内六角扳手•1/4 英寸内六角扳手•3/16 英寸内六角扳手•7/16 英寸扳手•3/8 英寸扳手•1/2 英寸扳手•5/8 英寸扳手•9/16 英寸扳手•11/16 英寸扳手•T-20 梅花头•切割刀片•橡胶锤•十字螺丝刀•直刃• 2.5 毫米内六角扳手• 4 毫米内六角扳手43A7989TLL200 和 LL250 操作3A7989T 5LL200 和 LL250 操作组件识别参考号说明1漏斗2蝶形螺母 3压缩机旁路开关4压盘泵调节器5泄压阀6微珠罐压力表7压力调节阀8储气罐压力表9安全泄压阀参考号说明泄压步骤63A7989T泄压步骤看见此符号时,请执行泄压步骤。
PV 84019工艺规定车身外部塑料和金属安装件的车身颜色喷漆喷漆厂所有类型的供货商开发状态:批量BMW集团表面工艺TK-3内容一览更改规定内容一览概述1.适用材料2.前处理2.1净化2.2活化3.喷底漆3.1 单成分溶剂漆3.2 双成分溶剂漆3.3 单成分水漆3.4 双成分水漆4 喷色漆4.1 色漆5 喷罩光漆5.1 单成分溶剂罩光漆5.2 双成分溶剂罩光漆6 一般说明7 色漆和颜色分类表格概述目的通过明确规定喷漆的方法和产品,工艺规定应确保产品均匀的光学及功能质量。
适用范围本工艺规定是图纸的一部分并且通过图纸中相应的标注适用于所有的零件。
要求,规定喷漆件必须满足相应的质量规定的要求。
喷漆技术方面的要求包括必须满足的标准在工艺规定的“质量要求”栏中作了规定。
图纸登记图纸登记应根据:“表面喷漆按照PV 84019”。
喷漆涉及的质量要求原则上位于工艺规定中并且不必在图纸中再一次标注。
翻译:李晓伟翻译时间:2004-7-26 第5 页翻译:李晓伟翻译时间:2004-7-26 第6 页翻译:李晓伟翻译时间:2004-7-26 第7 页翻译:李晓伟翻译时间:2004-7-26 第8 页翻译:李晓伟翻译时间:2004-7-26 第9 页翻译:李晓伟翻译时间:2004-7-26 第10 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第11 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第12 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第13 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第14 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第15 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第16 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第17 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第18 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第19 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第20 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第21 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第22 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第23 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第24 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第25 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第26 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第27 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第28 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第29 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第30 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第31 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆翻译:李晓伟翻译时间:2004-7-26 第32 页TK-3 塑料及金属安装件修订:Meier的车身颜色喷漆6. 一般说明厚度测量按照PA-P228。