应用薄片称重法控制氧势法碳势控制系统精度的检查方法
- 格式:pdf
- 大小:90.77 KB
- 文档页数:2
附录A性能特征测定方法E.1 概述在进行测试前,应按仪器制造商规定的时间进行预热,若制造商未明确规定预热时间,则应至少预热两小时。
在测定AMS的性能特性之前,应根据制造商的要求和9.3中所述的方法设置仪器。
对于所有的性能特征测试,下列测试条件应保持在以下规定的范围之内:—环境温度±2℃;—采样压力±0.2kPa;—电源电压为额定线电压的±1%(电压依赖性测试除外)为了测定各种性能特性,应使用浓度和不确定度相适应的标准气体。
注:响应时间、零点和量程点的重复性、缺乏拟合、交叉灵敏度、零点漂移和量程漂移、对环境温度的敏感性、对原位式系统电压的敏感性可使用外置的测试室进行测量。
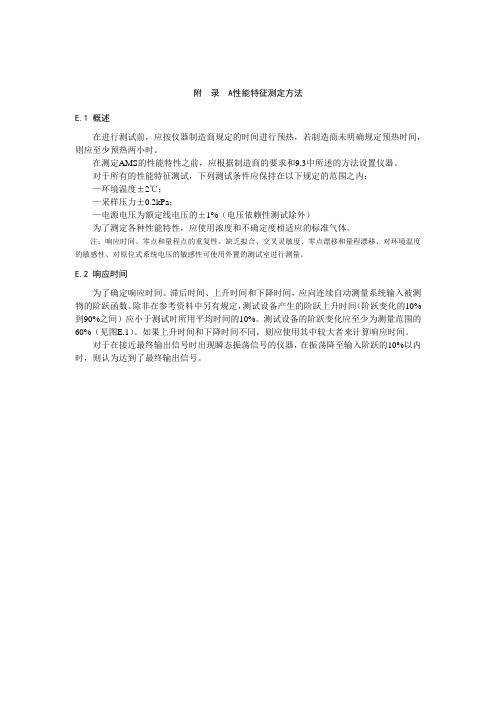
E.2 响应时间为了确定响应时间、滞后时间、上升时间和下降时间,应向连续自动测量系统输入被测物的阶跃函数。
除非在参考资料中另有规定,测试设备产生的阶跃上升时间(阶跃变化的10%到90%之间)应小于测试时所用平均时间的10%。
测试设备的阶跃变化应至少为测量范围的60%(见图E.1)。
如果上升时间和下降时间不同,则应使用其中较大者来计算响应时间。
对于在接近最终输出信号时出现瞬态振荡信号的仪器,在振荡降至输入阶跃的10%以内时,则认为达到了最终输出信号。
注:上升时间和下降时间之间的显著差异即为记忆效应,即测量结果受先前测量的影响。
t 时间C i标准物质i中被测量的值Y i标准物质i中被测量的输出信号t lag滞后时间t rise上升时间t fall下降时间t resp响应时间图E.1-自动测量系统的时间特性说明;参考值C(输入)变化时输出信号Y(输出)随时间t的变化关系E.3 零点和量程点的重复性E.3.1 概述为了确定零点和量程点的重复性,根据E.3.2和E.3.3中的方法,在零点和量程浓度下进行多次测量。
根据ISO 9169计算两个系列测量(零点和量程值)的标准偏差和重复性。
E.3.2 实验室测定的零点重复性标准偏差零点重复性的标准偏差应通过使用零点标准物质(零点气)来测定:先调整分析仪的零点,然后将零点气通入仪器样品入口。

碳势测定控制碳势测定控制是一种用于测定材料中的碳浓度的方法。
碳是一种常见的元素,广泛存在于自然界中的各种物质中,包括有机物和无机物。
测定材料中的碳浓度对于很多行业和领域来说都非常重要,因此掌握一种准确、可靠的碳浓度测定方法是很有必要的。
碳势测定控制的原理是利用碳在一定条件下与氧气反应生成二氧化碳,然后通过测定生成的二氧化碳的量来确定材料中的碳浓度。
通常情况下,碳势测定控制需要借助一些设备和仪器来完成,如碳势测定仪、燃烧炉等。
在进行碳势测定控制之前,首先需要对待测样品进行预处理。
预处理的目的是去除样品中的杂质,以确保测定结果的准确性。
常见的预处理方法包括研磨、溶解、过滤等。
预处理完成后,将样品放入碳势测定仪中进行测定。
在进行碳势测定控制时,需要注意一些技术细节。
首先是燃烧温度的选择。
燃烧温度过低会导致不完全燃烧,燃烧温度过高则会引起材料的熔化或气化,从而影响测定结果的准确性。
其次是反应时间的控制。
反应时间过短会导致反应不完全,反应时间过长则会浪费时间和能源。
最后是仪器的校准和维护。
定期对碳势测定仪进行校准和维护,以确保仪器的正常运行和测定结果的准确性。
碳势测定控制在很多行业和领域中都具有重要的应用价值。
在冶金行业中,测定炉料中的碳浓度对于炼铁和炼钢过程中的控制非常重要。
在环境监测中,测定大气中的碳浓度可以帮助了解空气质量和气候变化情况。
在食品工业中,测定食品中的碳浓度可以帮助判断食品的新鲜程度和品质。
碳势测定控制的发展也面临一些挑战。
首先是测定方法的准确性和灵敏度。
由于材料中的碳浓度通常很低,因此需要开发出更加准确、灵敏的测定方法。
其次是测定速度的提高。
在一些生产过程中,需要快速测定材料中的碳浓度,因此需要研究开发出高效的测定方法。
碳势测定控制是一种重要的测定方法,可以帮助我们准确地测定材料中的碳浓度。
随着技术的进步和需求的增加,碳势测定控制的方法和设备也在不断发展和完善。
通过不断地研究和创新,相信碳势测定控制在未来会有更广泛的应用。

MT6010碳势控制仪使用说明书一、仪表概述MT6010碳控仪,是美铭科技在多年工业热处理自动控制经验的基础上开发的一款智能数显可编程碳势控制仪表。
本仪表以国际高端的单片机为核心,采用多种软硬件抗干扰措施和PID调节技术,具有安装方便、操控简洁、性能稳定、抗干扰能力强、适应范围广等特点。
本仪表与氧探头配套使用,通过编程对炉内碳势进行PID调节控制;同时配备与同级温度仪表和上位机系统进行通讯的接口,便于组建大型控制系统;适用于各种井式炉、多用炉和连续炉内的各种可控气氛的碳势控制。
二、主要技术特性2.1 使用环境:温度0~40℃;相对湿度<80% ;气压680~800mmHg2.2 供电条件:85~265 V AC ;50 HZ±5%2.3 外型尺寸:96×96×100(高×宽×深mm)2.4 安装方式:盘装,开孔尺寸92×92(高×宽mm)2.5 适用气氛:滴注式气氛;氮基式气氛;吸热式气氛;直生式气氛2.7 工作方式:手动控制和程序自动运行控制方式。
2.6 碳势自动控制精度:±0.05% Cp2.8 输入:温度信号:K偶0~1300℃氧势信号:0~1500mv2.9I/O输出:五路输出,容量250V AC/1A2.10 模拟输出:两路输出0~5V,0~10mv,4~20mA,0~10mA,任意可选。
2.11 控制方式:通断阀占空比控制;通断阀脉冲滴注式控制。
三、仪表显示面板1——13为指示灯1碳势2氧势3温度4时间5状态6段数7启/停8手/自9输出110输出211报警12结束13烧碳(探头清洗)14测量值显示15设定值显示16——21为按键16切换/运行(短按:切换;长按:启停)17减小18增加19返回/参数(短按:返回;长按:参数菜单)20编辑(短按:工艺编辑;长按:自/手选择)21运行工艺号四、仪表接线端子图及使用端子使用说明:1、氧势+ 2、氧势- 3、热偶+ 4、热偶- 6、模拟输出+ 7、模拟输出- 17、火线18、零线20、探头清洗21、报警/冲淡空气22、程序结束24、辅控输出25、主控输出有通讯功能时:6、通讯+ 7、通讯- 4、模拟输出+ 5、模拟输出-五、仪表安装说明5.1、避免腐蚀气体,强烈冲击和震动,应远离强电源、磁源和电场。

南京工程学院教案【教学单元首页】第17-18 次课授课学时 4 教案完成时间:2013.2第九章热处理炉内气氛及控制研究炉内气氛目的:1)防止工件加热过程氧化、脱碳;2)对工件进行化学热处理。
§9.1热处理炉内气氛种类(P124-129)热处理炉内气氛即炉内气体介质,主要有空气、真空和可控气氛等。
可控气氛指成分和性质可适当控制的气体,包括反应生成气氛、分解气氛和单元素气氛,在热处理炉生产中常用可控气氛包括吸热式气氛、放热式气氛、氨分解气氛、滴注式气氛、氮基气氛和氢气等。
P124什么是可控气氛?一.吸热式气氛定义:燃料气与少于或等于理论空气需要量一半的空气在高温及催化剂作用下,发生不完全燃烧生成的气氛。
因反应产生的热量不足以补偿系统的吸热和散热(即不能维持反应温度),须借助外部热量维持反应的进行,故称为吸热式气氛。
成分:吸热式气氛主要成分是H2、CO和N2,还有少量的CO2和CH4。
用途:1)吸热式气氛碳势约0.4%,对低碳钢是还原性和渗碳性气氛。
2)吸热式气氛主要用于渗碳载气、中高碳钢加热时的保护气氛(光亮淬火),但不宜作为高铬钢和高强度钢的保护气氛,因为碳与铬反应生成碳化物会使高铬钢贫铬;气氛中的氢易导致高强度钢氢脆。
3)吸热式气氛经过再处理除去CO和CO2后获得的以H2和N2为主的气氛可用于不锈钢和硅钢光亮加热保护气氛。
(见P124表10-2)二.放热型气氛定义:原料气与理论空气需要量一半以上的空气不完全燃烧的产物。
因反应放出的热量足以维持反应进行而不需外加热源,故称为放热型气氛。
成分:放热型气氛主要成份是N2、CO、CO2。
为提高气氛还原性,常再进行净化处理,以除去其中氧化性成分CO2和H2O。
通过改变空气和燃料气比以及净化处理,可在较宽范围内改变气氛成分和性质,一般又把这类气氛分为淡型(混合气中加入较多空气)、浓型(混合气中加入较少空气)和净化型(净化处理的放热式气氛)三种。
气氛性质:视气氛成分、工件含碳量和工作温度而定。

2023年化工自动化控制仪表参考题库含答案(图片大小可自由调整)第1卷一.全能考点(共50题)1.【多选题】电磁吸盘其主要缺点是[]。
A、安全性能差B、自重轻C、受温度的影响大D、受锰、镍含量的影响大2.【判断题】吹,最新解析,气法测量液位的前提条件是使导管下方有微量气泡出。
3.【单选题】《特种设备安全法》规定,特种设备生产、经营、使用单位应当按照()向特种设备检验、检测机构及其检验、检测人员提供特种设备相关资料和必要的检验、检测条件,并对资料的真实性负责。
A、安全技术规范的要求B、特种设备检验、检测机构的要求C、特种设备安全监督管理部门的要求D、特种设备检验、检测机构人员的要求4.【单选题】选择控制系统在结构上的特点是控制系统中使用了()。
A、限幅器B、选择器C、两个调节器5.【单选题】施工单位各类验收应填写验收记录表,参加验收的各方签字确认后,由()存档保管A、资料部门B、安全部门C、质量部门D、技术部门6.【判断题】不同厂商的智能变送器其传感元件、结构原理,通信协议不同的。
7.【单选题】在信号报警系统中,往往以不同形式、不同颜色的灯光来帮助操作人员判断故障的性质,一般来说,“平光”表示()。
A、刚出现的故障或第一故障B、操作人员确认后继续存在的故障或第二故障C、工艺参数处于正常状态8.【判断题】透光式玻璃板液位计适于测量黏度大,色泽也较深的介质液位。
9.【判断题】当调节阀与管道并联时,其可调比变小。
10.【多选题】建筑业企业资质分为()三个序列。
A、施工总承包资质B、专业承包资质C、施工总承包管理资质D、施工劳务资质E、分包劳务资质11.【单选题】电磁流量计的结构是由传感器和()两大部分组成。
A、测量部分B、电子放大器C、转换器12.【单选题】管理人员的工作包括()。
A、参与管道维修B、操作管道C、批准文件D、焊接管道13.【判断题】螺口灯座的顶芯接相线L或中性线N均可以。
14.【判断题】有很多用电器是根据电流的热效应制成的,如电烙铁、电灯泡、电加热炉等。
请注意,在安装(包括重新安装)氧探头时,您可能会遇到一些问题。
大部分情况下,这些问题都可以得到解决,而无需更换设备,避免了不必要的损失。
下面的表格列出了常见的故障。
如果通过下面介绍的方法您还不能排除故障,您可以更换氧探头。
由于碳势控制是一个系统,所以我们解决问题时必须考虑这个系统的每个组成部分,包括碳势控制器(碳控表),执行器(通常是电磁阀),管路,气源,炉体的密封,烧碳的正常,氧探头的工作状态良好。
故障 解决方法碳势测量值总是不变或高于正常值烧碳检查碳势测量值太低和(或)没有改变参比空气检查,泄漏检查,信号值检查,炉子检查碳势测量值不稳定或在振荡信号值检查,内阻检查。
炉体检查碳势测量值在很短的时间内急剧下降烧碳检查,炉子检查碳势测量值改变但炉子装料轻检查工艺因数碳势测量值改变但炉子装料重检查工艺因数没有参比空气参比空气检查没有烧碳空气烧碳检查参比空气检查√ 参比气请使用清洁的空气。
不要使用压缩空气。
√ 参比气请用流量计控制在240-470毫升/分之间,注意不要超过这个限度。
√ 要检查参比气是否正确地连到氧探头上了,可以使用以下方法:拆开参比气管路在氧探头上的连接,将气管放入一杯水中,此时打开流量计,如果水中出现气泡则表明参比气管路是正常的。
将此管路连接到氧探头上时参比气没有流动,则表明参比气在氧探头内部堵塞了,请参见更换探头。
泄漏检查√ 将控制器置于手动控制模式,检查控制器的氧势毫伏值是否稳定。
关闭参比气30秒,检查探头毫伏值下降是否超过5mV,如果超过了,可能是探头有破裂,参见更换探头。
烧碳检查√ 烧碳检查要在温度高于815℃时进行。
烧碳过程中探头温度与炉内温度比较有略微的增加(约40℃),并且探头的毫伏值也将下降。
如果没有出现这些现象,请检查烧碳动作是否正常,同时检查烧碳气是否通入了探头(可以参见参比空气检查的方法)。
注意,务必注意烧碳气和参比气正确地连接到氧探头,不可接错。
√ 如果其它情况正常,但是探头毫伏值仍然没有下降,请缩短烧碳的间隔时间。
氧势法控制碳势原理氧势法是利用ZrO2固体电解质,铂金丝氧电极组成的氧浓差电池(即氧探头),在高温下输出电压与炉气氧分压有一定的函数关系,间接控制炉气的碳势,氮势的方法。
1。
氧势法控制碳势的原理:在可控渗碳气氛中,微量氧有以下的平衡关系:[]212CO C O =+ (1-1)[]2212CO C O =+ (1-2)22212H O H O =+ (1-3)平衡时, 式(1-1)的平衡常数表达式: 212(11)o c COpK a P -=(1-3)所以:2(11)12CO c o P a K p-= (1-4)式中 (11)K -——(1-1)式的平衡常数,是温度的函数CO P ,2O P ——炉气中的CO,O2的分压c a ——碳在奥氏体钢中的活度,其数值可近似用/c p sat a C C =来表示。
sat C ——奥氏体钢中饱和碳浓度 p C ——炉气碳势 T ——绝对温度K 式(1-3),(1-4)有以下关系:2(11)1/2COP satO P C K C P -= (1-5) (11)5870lg 4.539K T--=- (1-6) 由上式公式可知,在一定温度下,碳势p C 可用21/2/CO O P P 比值求得,这就是通过测试和控制21/2/CO O P P 的比值来控制碳势的理论基础。
当炉气中CO P变化不大时,可认为是一种常量时,碳势就可以通过测量炉气中的氧分压来控制碳势,这就是氧势法理论基础。
当式(1-2),(1-3)反应达到平衡时,则: 2212(12)CO o CO p p K P -=(1-7)22212(13)H o H Op p K P -=(1-8)所以: 221/2(12)CO O COP P K P -= (1-9)2221/2(13)H O O H P P K P -= (1-10)(12)14740lg 4.521K T --=+ (1-11) (13)12914lg 2.871K T--=+ (1-12)将(1-9),(1-10)两边取对数的下式:2229480lg 2lg9.042CO O CO P P P T =--+ (1-13) 22225828lg 2lg5.742H O H OP P P T=--+ (1-14) 由式(1-13),(1-14)可见,当温度一定时,2O P 与2/CO CO P P 或22/H H O P P 有一定的函数关系。
氧探头在碳势控制中的应用和控制精度的研讨…奢【艟卅交采和旅礼熟及7~f_!|氧探头在碳势控制中的应用和控制精度的研讨顾礼昌编译【■■J碳势控制的历史经历了许多重要的里程碑,诸如采用气体渗碳和吸热式气体发生器.F..I/ands方程的发展,以及由手动或自动调节炉子气氛的露点和红外仪器的工业应用等等.最近时期的主要进步是世界范围内普及采用氧探头"乜称作氧传感器或碳传感器).来监控和控制吸热式气氛它能提供可靠曲电势输出指明热处理气氛的工况.本文引证法国J.DULCY和M.GANTOI8所作的分别以氧探头和O0红外仪测定碳势的对比研究结果,说明用氧探头控制碳势所引起的误差,显然比用CO.分析仪所造成的误差小.一碳势控制回路碳势控制回路包含五个主要部件:即炉子,氧探头,传感器接口,控制器及其输出功能.每个部件可以用功能块表示(图1).块与块之间会产生影响,并对该控制系统的复杂性,灵活性及其费用有决定性的作用.~『~_]}…一r10l_…厂…图1碳势控制回路方块图对碳势控制回路的五个功能块的特性必须有所了解,便于选用适当的元部件传感器必须按照工艺的条件来选择以获得最长曲寿命.控制器有四种,根据炉子技术要求的复杂性可选用从毫伏控制器一直到数显可编程序控制器.输出功能块必须按现有的设备和将来的可变通性来选择.监督计算机对炉子控制回路的运行可能会有所增强,但是,对整机运行的方便性必须加以注意为简便起见,可认为炉子仅仅作为吸热式气氛容器并插入一个氧探头的加热室.实际上,该炉子可以是一台简单的井式炉,一台密封的淬火炉,一台多区连续淬火炉,甚或是一台吸热式发生器.二,氧探头一般的氧化锆氧探头的横截面如图2所示该传感器电池主要由两个金属电极及其问的局部稳定的氧化锆陶瓷夹层组成.当电池内外倒之间构氧分压不相等,温度在650eC 以上时,氧化锆具有独特的能力,通过它的陶瓷结晶组织传递氧离子.这些电极对游离电霉羹薹田一L—重要要互7图2氧探头的截面图1一接至探头的引线;2一井电报(一):3一在ZrO晶格内的氧空位一4一基准空气20,05和O¨_5一郭稳足的zrO2电解质;6一内电授(+)+4e一2O;7—2o呻十4e护气一循氧一7一子提供了一个源和接收器.当氧分子(0.)电离时,穿过传感器壁经氧化锆陶瓷晶格中的空位迁移,并在传感器壁氧分压低的-一侧重新形成分子.电子的运行产生了有效的控制电压,并导出气氛热处理工艺中的Nornsf方程:=0.0215××In(O.2095/p)(1)式中:——探头的电动势,毫伏;L一温度,K.晕删删寐蛳——炉气氛内的氧分压;0.2095=参比空气中的氧分压.实际上,该Nernst方程指出的是在一个已知温度下象征某一气体自由氧含量的一个探头电压特性.从而,有可能在吸热式气体中以讯号输出来测定其低氧的浓度.碳势对探头电压的关系是利用在低碳钢箔片进行渗碳中,精确地控制温度和气体成分之下建立起来的(图3)..40l氧探头鼍扶{卣出JL.舱Iil『1.3Cii1.25一一一一—L.20一…~一——r¨1.15L155lllI.101i11471152111.05』JII1144l】48111.0c)i——I]--I~y141Ⅱl订).951I——Ⅱ西ITi1]面丽豇I111"781199nnI1l751108ilo711172i190i11641168西丽I丽丽[1531丽Ⅱ酣09Lll'~L122851114111880l1l191114751I蕊60—10—91;1—09—5551n85丽50而话丽1100110411107111—109—3而讨丽豇1121121ll119911197II11911162;116~1158Y~62n丽119[1181152佣114711【111三;~11:捶薰图10641068藤i1071窿1074【1078圄1081需1084麓霞匪l.!-4~J-,1l-4l-30l 弼西lf蕊l茄靠『而【蕊l丽l丽0丽f而匣而行j面丽向丽I【翻IjJlL25丽而丽廊廊l蕊I而而耵}酶i喃I丽II/IllliI20一f一而I厨丽l丽l丽丽面廊i旧}丽l1052f1tMJ_士—L___L坚二二二二.至里I堑互型巫耍!堡I"{:*, 81583084586087088990091592.5940055970980炉温.C莓3用天然气制备的投热式气氰(2o~co)残氨基气氛(40嘶/4o~~H./2o~co)在寸: r司炉温下,氧探头输出与碳势间之关系.数据是由美国科尼英玻璃广测定的. 三,氧探头和红外线测定碳势误差的对比分析为了探索这两种测量方式的对比,实际上就是对比用C—aO—O.和0一aO—aO的化学平衡方程来测定的两种方式,首先应研究下列各参量的影响:(1)用氧探头测量∞:0.(),CO(%co)和()的绝对误差.一8一(2)用红外仪测量pco,:CO.(%eO.),Co(A~co)和T(AT)的绝对误差.其次要考虑到不同参量的相互影响.因此必须研究这两种系统的热力学状态和动力学特性.本文不准备讨论动力学方面的问题,而只满足于分析其精度,并以此精度作进一步了解气氛的热力学状态,以确定习惯上所称的气氛碳势"的量值.气氛碳势定义为一种钢类与这种气氛处需需8;一●n—n—n—n07—3—0坐Ⅲ而再丽丽一nⅡ一u—n 恶需需霖丽予热力学平衡下的碳浓度.因此,可以说:(])这项量值既是气氛韵特性,血是钢利啪特性;(2)这项量值只有在系统处于热力学平衡下才具有意义.当后一个假定完全实现的条件下,人们可以从以下任何一个化学反应来确定一种气氛的碳势;co[a]+寺o(2)2co=2[a]+co2(3)co+H2[oj+Hao(4)从反应(2)来解释,[G]是溶解于奥氏体钢中的碳.在平衡条件下:fT):cppCOAG.(T)=一RTlogK(T)式中:——溶解于固相中的碳活度,它与浓度相关,其关系式为:口c=7o——溶解的碳浓度,如果达到了热力学平衡的话,它就是碳势;7——钢的碳活度系数,取决于碳与钢中不同组分内部反应的性质.如果已知7和AG.(T)(热力学量值);如果铡得了温度T和分压Poo在o,;在均匀奥氏体上应用上述关系式就可知碳势是可以测定韵.气氛碳势测量误差有两个根源:其一与热力学数据的不精确度有关曰此应该在可自由处理的数据中选择那些观察到的最接近实际的数据.选定后,做一个标记3.1节将对此选择加以讨论;其二与温度测量和分压测定的误差有关(本文的3.2节和3.3节将加以叙述).问题关系到估算这些误差和确定其对碳势产生的误差.后_荇取决于确定碳势所选择的F衔方程.我们将按此观点来比较对应于反应(2) 和(3)的平衡方程.'8.1热力学数据的选择对于反应的自由蛤变化,对于在奥氏体中碳活度规律静表达,文献中早已提供了许多热力学的数据.仪以(2)反应的情况作为例子,并计及以下的数值:.(T)(卡/摩尔)a)--21.16T--26537(Janaf文_猷2之1)b,一20.95T--26700(Kubashewski和EV ANS文献j之2)活崖规律:a)log23000.920+.c+log0(J.Chipman文献2之3)式中:嘶C为碳的重量,化学分析法测定,以% 计;T=温度,以开氏温度K计.b07eze4丁798.6.]=o0二繇%a(T.ELLIS文献2之4)注:这些数值对应于钢中无其他台金元素情况下的碳.碳的基准状态相应于石墨状态.袭1指出了热力学量值的选择对碳势值的影响选择一种数值或另一种数值并无客观准则.因此,该项选择是任意的,如果以碳势作为一个标记,它产生的l系统误差并无妨害.例如,如果选用JANAFEAG.(T)](文献2之1)和ELLIS(活度规律,文献2之4)所提出的热力学量值,则可以计算出对应于平衡方程(2)和(3)的分压,如表2所示.——0一囊1几件女■曲一●计■扯备注,表达式(A)可写南: E(mV)J.EK.BJ.0hi硅太相误差——87011200.7840.8090.814490011451.0201.0521.038392011601.1671.2031.179395011801.3561.3911.3623注:JE——平衡常数根据JANAF文献2之1;皤度规律根据ELLIS文献2之4.Ⅺ——平衡常数根据Kubaschewski.文献2之2活度规律根据ELLIS.文献2之4.J.ch卜-一平街常数根据JANAF文献2之1{谱度规律根据Ohii~manJ.文献2之8.]mV)——眦毫伏计量的氧探头发出的信号. T——以摄氏度计的温虞裹2不同蕞井不凡沮鏖和CO含量为2O% 时的c02和含量的计算值810C(1)1.88887Oa{.30'a一;87—4437(1)0.I【1)0.注:(1)表示C02古量(嘶COD(衷示含量(和03.2利用C—CO—C0和C—CLk一02化学平衡方程获得的碳势相对误差的表达式8.2.1G—Co—aO2系化学反应关于平衡方程(3)2CO=[C]+CO碳活度的相对误差可写为:=+poo,+/4.㈧Ⅱcpoo0Ⅳ3(rr):—2—1689—.2—7—21.1047(3C献2之1)另外,碳的活度口可以按上述的活度规律之一与碳势(嘧a)结合起来已经知道表达式(b):ELLIS(文献2之4),并计及这些——10——西c』嘉+1丽19.6G'=++.15890.6(B)PcopcoI因此,表达式(B)可以按CO,CO.气体分压测量误差和温度测量误差来计算碳势的相对误差或绝对误差.通常.和pco,是用红外分析仪来测定的,而温度则用热电偶来确定的.要注意到温度误差可能来自热电偶的测量误差,但是,同样会来自炉内温度的不均匀性.8.2.2c—c—Oz系的化学反应对于化学平衡方程(2),同样可以计算出碳势的相对误差:设:C+JL0=主CO(2)平衡常数为:.(T)=黟(c)表达式(c)指出,在已知物理参量温度,CO分压和Oz分压下,可以计算其本身与碳势相关的碳活度.假设温度和CO分压用热电偶红外分析仪测定,而0=分压的测定是利用氧探头来实现的.考虑到这些参数,并结台表达式(a)和(1)和活度规律(ELLIS,文献2之4J,碳势相对误差的计算可得如下的方程式:嘧aJ+lf1∞l=+等I18152.64Pco2A'.2''I'一鲁』(D)2dI要注意到对该计算的平衡常数K.(T)为:K2(T)=EXP(]O.65十,1下335404)(文献2之1)麦i=!i式(D)包含以下一些参数:——由氧探头发出信号的绝对误差,以毫伏}I';——氧探头发出的信号值,以毫伏计;co分压的相对误差j~温度的绝对误差j!L一温度,以开氏温度K计j~数字常数='一(D)基于热力学建立起来的表达式(B)和(D),按照计算碳势所选的化学平衡方程a—CO--CO2或(,_一Go一型式,将会得到碳势绝对误差或相对误差的对比.四,计算情况的分析对比4.1氧探头电动势的绝对误差和OO.分眶的绝对误差对碳势钓影响圈4和图5分别代表碳势绝对谈差随CO.含量(以%表示)和随氧探头发出的电动势(以毫伏计值)而变化的曲线这些曲线是按三种温度875,900.种925.a和CO含量为20咖而点绘出来的,同时,在这些曲线上标出0.7师和1.2师两种硪势值.圈4碳势绝对误差随L含量变化而穸化的曲线c—OO一法图5碳势绝对误差随氧探头电动势变化而变化的曲线(一co._滏闰4和图5指出:(1)在某一给定温度下,碳势愈高,碳势的绝对误差愈大.例如:在图4的925.a曲线上:%a=0.7%a=O.033呖a一1.2%a=0.098(2)在给定的温度和碳势一F,在测定cO.的情况下,碳势的绝对误差较大.例如:温度在925.a,碳势为1.2%时:用002分析法:呖a=1.2--+0.098(图4]用分析法:%a=12±0.o18(图5)54:3:零2】O图6碳势绝对误差与温度变化的关系曲线盅5G.嘧a~CO=00_I乃一C02法一11—7碱势绝对误差与温度变化的关系曲线AT=5oCAE=AWCO=0C—0一O242温度的绝对误差对碳势的影响(AT击0,%aO2ACOCO=0)图6和图7分别代表在测量CO分压删在利用氧探头测量氧分压的情况下,碳势的绝对误差随温度改变而演变的曲线.这些曲线是在CO含量以2O%和0.7CO霸I12% 两种碳势下点绘出来的.(1)图6和图7指出5oC的温度差对碳势测量的影响,例如:在测量氧分压的情况下(图7),在925.C,碳势为1.2时,其碳势的绝对误差为0.o2s%.引人注意的是该值比相应于探头信号1毫伏的绝对误差大1.5倍(参见图5). (2)图6和图7又指出:在分析a的测量情况下,不管何种碳势剥不管何种温度, 它比用氧探头所测得的碳势绝对误差更大. 例如:在温度为880~C和碳势为0.7CO时,所得:用测定法:COC0.72=0.018(图7)甩溯定p∞法:%C=07±0.036(图6)(8)图6和图7指出:在测量CO.的情况下,随温度改变而碳势绝对误差的变化更为巨大.例如:在温度为800~C至930.c之问,碳一12一势为0.7嘶用测定法:0.017≤ACOc≤0.019(图7)用洲定Pco,法:0.033≤A和C≤0.042(幽6)当碳势愈高刚,该项变化愈大.4.3CO变化对碳势绝对误差的影响(%CO年0,AE=AT=嘶C(=O)图8指出CO含量的测量误差对碳势绝对误差的影响.必须注意到在利用分析COz 来测定碳势的情况下,CO含量测量误差的影响要大2倍多图8的曲线是在CO含矗为2O%承I绝对误差为0.5W的情况下点绘出来的.2¨S碳势绝对误差随碳势变化而变化的曲发①0_-cO一∞A~CO=0.5.埘一%∞T;n@C—G0一O?啼CO=20例如:在碳势为1.")O7o时,可得:用测定0.汝:%a=1.2±0023(图8)用测定蛳..法:%C=I.2圭O.046(图8)4.4各种参量对碳势精确度的相互影昨(AE4"0,嘶CO0,4%COO,"AT专0)图9和图1O分别代表两种测定方法中碳势绝对误差随碳势值改变而变化的曲线图9采用测量aO—aO!法,而图1O采用测量aO—法.这些曲线是在875~C,900.C和925~C三种温度和CO含量为2O%下点绘的.这些曲线是在计及以上所讨论到的和分别遇到的各种误差的情况下得出的.因此取用氧探头信号的绝对误差为=1毫伏,CO含量的绝对误差为%C=0.01,CO含量的绝对误差%CO=O.5,以及温度的绝对误差=5.C.宝n堇辆图9碳势绝对误差随碳势值变化的曲线(c—GG.)轴COs墨0.01.d再CO=0.5T蕾a.哺00=20l一图l0聩势绝对误差随碳势值变化的曲线(c._c0一O)d日一1r.』CO=O.5AT=C.嘶CO=2O(1)囤9和图10指出:在用测量c含量来确定碳势的情况下,不管温度多少,也不管碳势高低,碳势的绝对误差玻为严重的. 例如:在温度为928和碳势值为1.2嘶所得:用测定p0.法:%c=1.2+0.OG9(15110).用测定蛳法:%c=1.2i0.195(罔9).亦即用测量C0--C02法中,其绝对误差要大2.8倍在温度为875.c和碳势值为0.7%所得:用测定po法:%G=0.7土O.045(图10).用测定pco,法:%c=0.7iO.085(图9).亦即用测量c0—0法中,其绝对误差要大1.9倍.(2)另外,图9和图10指出:在利用分析氧分压来测定碳势的情况下(图lo),温度的影响并不那么大,按温度为875.c,900~C 和925.a点绘的曲线,图10上的比图9上的都比较集结.4.6总的意见:从分别用化学平衡方程a—c一02(氧探头法)和c—co—c(红外仪法)对碳势的相对误差或绝对误差进行计算的结果对比,可作出如下的几点意见:(1)碳势冽量的精度取决于温度,氧含量,CO含量,o含量等物理参量的测量误差.这些参量的误差,根据所选定的工作点(温度,碳势),具有或大或小的重要性但是,在以上所研究过的各种情况下,它们的影响是大的.如果希望自动调节或控制一台渗碳炉或碳氮共渗炉,则应特别着重对碳势的理解,即关于温度,一氧化碳的浓度,二氧化碳的浓度或氧探头的电动势对碳势的影响.正如所述,碳势要测量得仅差10%左右,州必须严格注意对上述各项量值的测量.一13—(2)这些计算值指出,不论其工作点如何(温度,碳势),碳势的误差,或者由于氧探头发出的信号不准确,或者由于0分析的不准确,或者由于温度的不准确,或者由于CO分析的不准确(所得的误差或者是单一的或者是累积的),在利用氧探头的测量中, 其误差是最小的.但是对该项测定方法,必须予以特别注意五,氧探头发出电动势的绝对误差对碳势测量误差的影响为了阐明由氧探头发出电动势的绝对误差对碳势测量误差的影响,按以下二种条件进行了计算.第一种条件:温度为920.0和CO含量为20%时,假设CO含量的绝对误差和温度的绝对误差均等于0,改变AE值:设为1,2,4,或10毫伏.第二种条件:已经积累了0O分析的误差和温度误差(%CO=0.5和A7=5.0);而AE,CO和温度等参量与上述数据相同.图11和图12就代表在这两种条件下,点绘出都随碳势而演变的碳势相对误差的曲线.s广~~—二"—~.卜—~皇二~~L~=..!.—百—育—一志一.圄11随碳势而.寅变的碳势相对误羞雌线((L0)d日辛O.d嘶CO写T篮0嘶Co=2o.T~925d 一14一害Jl基图12随碳势而演变的碳势相对误差曲线(C—CO—O:)d0师CO=0.5.aT=5oc.CO一20,T925.0图11指明,当%C=1.2,%0O=0和AT=O时,碳势的相对误差处于1.5%(当AE=】毫伏)和15%(当=10毫伏)之间.例如;如要求碳势的相对误差小于或等于10%,则必须使氧探头发出的电动势值的绝对误差小于或等于7毫伏.图12是在考虑到CO分析的相对误差和温度的测量误差(%CO=0.5和AT=5~O)的情况下点绘出来的.在这些条件下,碳势的相对误差包括在6%(当AE=I毫伏)和19%(当AE=10毫伏)之间.因此,要求碳势的精度为10%级,则必须使探头电动势的绝对误差为4毫伏级.虽然利用氧探头的测量比利用0分析仪的测量为优越,但必须要使,%CO和AT等项最大限度地降低,以使碳势的测定能代表炉子气氛的实际热力学状态.表3和表4总结了以上所讨论的主要结果:.1)表3给出了在温度为925.0,CO含量为20%,以及碳势为].2%时的碳势相对误差值.表4是与图11和图12相结合的0O一测量值)囊s以嘶裹选埘相对误差('=925.c}@CO=20}和c_1.2)(0O一0.调节涪) .埘mV1l2:4810I!''.....——1''.....——''....——一一—嘶CO=0.'一01.5136]215I'…1~…一一1晌CO-05.T军56I7101619I1寰4在帕C=I.2;T=925oC和嘶C=0.7T=875.G(嘶C0=20)两个工作点上碳势的绝对误差925.G875.C(2)0一O0—O嘶co.=0.01(1)0.O980.O19佃(mV=10.012c20.015(1)o.o51o.036gT=5.e(20.0280.虹8(1)O.0460.O3O(2)0.0230.015晒(nlv)=1E1)0.1950.085d啼COa=0.01』=5oG畴CO=O.5(2)0.0690.0452)表4总结了利用化学平衡方程c—c0-C0和C—Co一0.关于两个工作点(呖a=1.2,T=925.C和呖C=O.7,T----875.C)的测量对比研究.表4中每一情况下的数值相应于碳势的绝对误差.(至于所观察到的四种情况,上行代表CO--CO.测量法,下行代表co一02测量法).六,结论基于热力学上考虑的C—Co—C0.和参考文簟[1]Heat~tmentofMetals1骼7.1P15—18[2]Traitecneat啦∞jqⅡ.2帕—86p352G—C0—0化学平衡方程对气氛碳势测定的研究指出:碳势测定的精度取决于各物理参量的测量精度,如温度,CO分析,CO.分析(对于a—a0一C0.红外仪涣I定方法)和如温度,0分析,CO分析(对于C—ao—O氧探头铡定方法).关于这些不同参量澳l定精度的对比研究结果表明:氧探头控制碳势所弓l起的误差,显然比用a分析仪所造成的误差为低.然而,一个用氧探头确定碳势的良好方法,牵涉到要遵循如下的条件:(1)温度的测量应采用最高精度的方法对于某一工作点(T=925~C和%c=1.2),其温度上的5师的绝对误差会导致碳势上的0.o3呖绝对误差,即1.】7≤呖C≤1.23.(2)CO分析仪应该是精密的所柞的CO分析,如有2.5呖的相对误差,就会在碳势上导致O.02呖的绝对误差'即1.18≤呖a≤1.22.(3)氧分压的测量应以最谨慎的态度来进行;要求所用的氧探头在涣I量中稳定,经过很好的校准过,使其绝对误差尽可能的小.对于工作点(925.C%和0=12),1毫伏的误差会对碳势带来0.02呖的绝对误差,即1.18≤嘶0≤1.22因此,诸如这些误差(4E=Imv,师CO:O.5和aT=5oC)对处于925~C的1.2呖碳势会带来O.昕呖的绝对误差,即1.13≤师c ≤1.27碳势仍然是一个严格的热力学概念,它的测定是精巧的,因为它会累积热力学量值的,分压测量和温度涣I量的各项误差,因此对此概念,在实用中应非常的慎重.一一。
碳势测量是一种用于评估土壤中碳储量和碳质量的方法,通常通过测量土壤中的有机碳含量来进行。
碳势测量的原理是利用化学方法将土壤中的有机碳氧化为二氧化碳,然后通过吸收或检测二氧化碳的量来确定土壤中的有机碳含量。
碳势测量的应用包括:
1.土壤质量评估:碳势测量可以帮助评估土壤的有机质含量,有机质含量是土壤肥力和健康的重要指标。
通过测量土壤中的有机碳含量,可以评估土壤的肥力和质量。
2.碳储量评估:碳势测量可以用于评估土壤中的碳储量,了解土壤对大气中二氧化碳的吸收和储存能力。
这对于研究气候变化和碳循环具有重要意义。
3.土壤管理和改良:通过碳势测量可以了解土壤中有机碳的含量,有助于制定合理的土壤管理和改良措施。
例如,可以通过增加有机质含量来改善土壤结构和提高土壤肥力。
总的来说,碳势测量是一种重要的土壤分析方法,可以帮助评估土壤质量、碳储量和制定土壤管理措施。
通过碳势测量,可以更好地了解土壤的性质和功能,为可持续土壤管理提供科学依据。