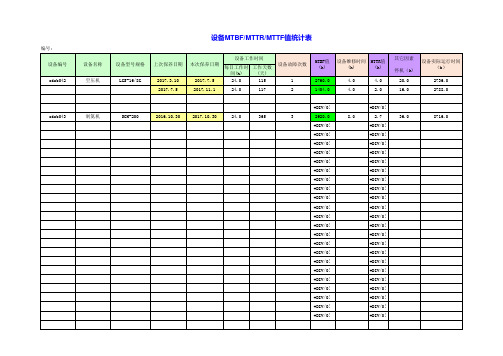
设备MTBF、MTTR、MTTF值统计表
- 格式:xlsx
- 大小:18.90 KB
- 文档页数:2
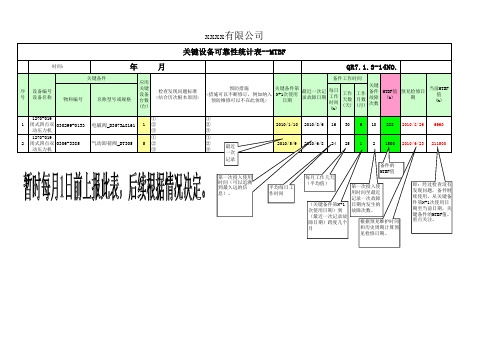
MTBF,MTTR,MTTF三个指标的区别1. MTBF——全称是Mean Time Between Failure,即平均无故障工作时间。
就是从新的产品在规定的工作环境条件下开始工作到出现第一个故障的时间的平均值。
MTBF 越长表示可靠性越高正确工作能力越强。
2. MTTR——全称是Mean Time To Repair,即平均修复时间。
是指可修复产品的平均修复时间,就是从出现故障到修复中间的这段时间。
MTTR越短表示易恢复性越好。
3. MTTF——全称是Mean Time To Failure,即平均失效时间。
系统平均能够正常运行多长时间,才发生一次故障。
系统的可靠性越高,平均无故障时间越长。
可靠性是最初是确定一个系统在一个特定的运行时间内有效运行的概率的一个标准。
可靠性的衡量需要系统在某段时间内保持正常的运行。
目前,使用最为广泛的一个衡量可靠性的参数是,MTTF(mean time to failure,平均失效前时间),定义为随机变量、出错时间等的"期望值"。
但是,MTTF经常被错误地理解为,"能保证的最短的生命周期"。
MTTF的长短,通常与使用周期中的产品有关,其中不包括老化失效。
MTTR(Mean Time To Repair ,平均恢复前时间),源自于IEC 61508中的平均维护时间(mean time to repair),目的是为了清楚界定术语中的时间的概念,MTTR 是随机变量恢复时间得期望值。
它包括确认失效发生所必需的时间,以及维护所需要的时间。
MTTR也必须包含获得配件的时间,维修团队的响应时间,记录所有任务的时间,还有将设备重新投入使用的时间。
MTBF(Mean Time Between Failures ,平均故障间隔时间)定义为,失效或维护中所需要的平均时间,包括故障时间以及检测和维护设备的时间。
对于一个简单的可维护的元件,MTBF = MTTF + MTTR。
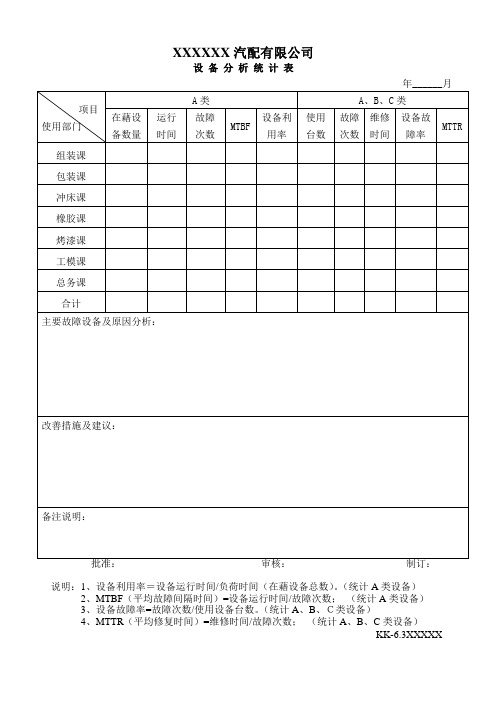
MTBF与MTTR两目标的介绍之杨若古兰创作设备出现故障,或形态欠好,就会直接影响到生产效力,单件工时.我们次要通过定期点检和及时维修来减少设备的影响.但定期点检是周期性的,而及时维修也是在设备出现明显故障才进行的.理想生产中常常是设备并没有出现明显故障时,可以继续生产,但形态就是欠安,这类情况常常不会采纳措施,由于很难晓得设备欠安的程度.为了无效评价设备形态,我们就要有一些具体的目标.上面就介绍我们两个最经常使用的目标:一、MTBF(Mean Time Between Failures)即平均故障间隔(时间/次)计算公式为:MTBF(时间/次)=总运转时间/总故障次数MTBF暗示的是某设备故障发生期间的时间平均值例:某设备的使用情形如下,MTBF是多少?100小时运转-3小时补缀-120小时运转-2小时补缀-140小时运转-4小时补缀MTBF=(100+120+140)/3=120(时间/次)时间利用中我们将此公式稍微变换一下,就可无效地用来评价工装的形态了.“ 我们用MTBF=产量/补缀次数”,简单理解就是MTBF暗示的是修一次工装可做多少个产品,从公式上可以看出MTBF越大则暗示工装的形态越好.有了反映工装形态的目标,就可觉得我们的行动提供根据了.我们每周就可以挑出MTBF小于必定尺度的工装进行检修,使整体MTBF坚持一个缴高的水平.二、MTTR(Mean Time To Repair)(小时/次)平均补缀时间计算公式为:MTTR(时间/次)=总修复时间/故障次数例:某设备的使用经过如下,MTTR是多少?100小时运转-3小时补缀-120小时运转-2小时补缀-140小时运转-4小时补缀MTTR=(3+2+4)/3=3(小时/次)实际利用中为了更直观,我们将此公式也稍微变换一下,我们用MTTR=维修时间/产量.简单理解就是MTTR暗示每做一个产品的平均补缀时间.很明显,MTTR越小机器的形态就越好,如许又有了行动的根据了.1. MTBF——全称是Mean Time Between Failure,即平均失效间隔.就是从新的产品在规定的工作环境条件下开始工作到出现第一个故障的时间的平均值.MTBF越长暗示可靠性越高准确工作能力越强.2. MTTR——全称是Mean Time To Repair,即平均恢复时间.就是从出现故障到恢复两头的这段时间.MTTR越短暗示易恢复性越好.3. MTTF——全称是Mean Time To Failure,即平均无故障时间.零碎平均能够正常运转多长时间,才发生一次故障.零碎的可靠性越高,平均无故障时间越长.(MTTF=MTBF+MTTR)故障时间/维修时间,设备残缺时间,。
1 、设备完好率定义:设施完满率,指的是完满的生产设施在所有生产设施中的比重,它是反应公司设施技术情况和评论设施管理工作水平的一个重要指标。
计算公式:设施完满率 =完满设施总台数 / 生产设施总台数×100%标准:所谓完满设施一般标准是:①设施性能优秀,如的精度达到工艺要求;②设施运行正常,如零零件磨损、腐化程度不超出技术规定标准,润滑系统正常、设施运行无超温、超压现象;③、、油料等耗费正常,没有、、、的泄露现象。
关于各样不一样种类的设施,还要规定详细标准。
比如的变速要齐备、滑动部分要敏捷、油路系统要等。
中的设施总台数包含在用、停用、封存的设施。
在计算设施完满率时,除按所有设施计算外,还应分别计算各种设施的完满率。
2、设施利用率定义:设施利用率是指每年度设施实质使用时间占计划用时的百分比。
是指设施的使用效率。
是反应设施工作状态及的技术经济。
在一般的公司中间,设施投资经常在总投资中占较大的比率。
所以,设施可否充足利用,直接关系到投资效益,提升设施的利用率,等于相对降低了产品成本。
所以,作为公司的管理者,在进行的时候,必定要充足认识到这一点。
一般包含:设施数目利用指标―实有设施安装率,已安装设施利用率;设施时间利用指标―设施制度台时利用率,设施计划台时利用率;设施能力利用指标―设施负荷率;设施综合利用指标―设施综合利用率。
过去,设施利用率一般仅指设施制度台时利用率。
计算公式:公式一:设施利用率 =每小时实质 /每小时× 100%公式二:设施利用率 =每班次(天)实质开机时数 / 每班次(天)应开机时数× 100%公式三:设施利用率 =某抽样时辰的开机台数 /设施总台数× 100%3、设施故障率定义:设施故障率是指事故(故障)停机时间与设施应开动时间的百分比,是查核设施技术状态、故障强度、维修质量和效率一个指标。
计算公式:故障造成的停机时间 / 设施工作运行时间× 100%4、设施开动率定义:设施开动率是指在某一时间段内(如一班、一天等)开动机器生产所占的时间比率。
MTTF、MTBF和MTTRMTTF、MTBF和MTTR可靠性是最初是确定一个系统在一个特定的运行时间内有效运行的概率的一个标准。
可靠性的衡量需要系统在某段时间内保持正常的运行。
目前,使用最为广泛的一个衡量可靠性的参数是,MTTF(mean time to failure,平均失效前时间),定义为随机变量、出错时间等的"期望值"。
但是,MTTF经常被错误地理解为,"能保证的最短的生命周期"。
MTTF的长短,通常与使用周期中的产品有关,其中不包括老化失效。
MTTR(mean time to restoration,平均恢复前时间),源自于IEC 61508中的平均维护时间(mean time to repair),目的是为了清楚界定术语中的时间的概念,MTTR是随机变量恢复时间得期望值。
它包括确认失效发生所必需的时间,以及维护所需要的时间。
MTTR 也必须包含获得配件的时间,维修团队的响应时间,记录所有任务的时间,还有将设备重新投入使用的时间。
MTBF(Mean time between failures,平均故障间隔时间)定义为,失效或维护中所需要的平均时间,包括故障时间以及检测和维护设备的时间。
对于一个简单的可维护的元件,MTBF = MTTF + MTTR。
因为MTTR通常远小于MTTF,所以MTBF近似等于MTTF,通常由MTTF替代。
MTBF用于可维护性和不可维护的系统。
MTBF、MTTR、OEE的意义是什么?他们之间有什么关系?1. MTBF——全称是Mean Time Between Failure,即平均失效间隔。
就是从新的产品在规定的工作环境条件下开始工作到出现第一个故障的时间的平均值。
MTBF越长表示可靠性越高正确工作能力越强。
2. MTTR——全称是Mean Time To Repair,即平均恢复时间。
就是从出现故障到恢复中间的这段时间。
MTBF & MTTF & MTTRMTBF (Mean Time Between Failures) =平均故障间隔时间 MTTF (Mean Time To Failure) =平均故障时间 MTTR (Mean Time To Repair) =平均修复时间 1.MTBF(Mean Time between Failure) 产品平均故障间隔时间;对一个可修复的系统而言,从第一次失效时间与随后发生失效时间的平均值,指相邻两次故障之间的平均工作时间,也称为平均故障间隔。
它仅适用于可维修产品。
同时也规定产品在总的使用阶段累计工作时间与故障次数的比值。
通常用来评估系统的可靠性和可维修性,实际应用上常将MTBF定义为在系统故障前之平均时间,实际上就是表示系统的MTTF. 2.MTTF(Mean Time to Failure) 产品故障前平均时间;指一个系统工作直到发生失效的期望时间,这表示此系统仅能失效一次且不可修复,对于不可修复的系统而言,MTTF为系统可靠度中极为重要的指标。
3.获得产品MTBF方法MTBF推估法:将每一零件之各项参数数据(零件规格表)将相关参数输入至分析软件即可计算出产品MTBF,也可用实际产品在工作时量测其实际参数(如电压,电流等)在将其输入计算软件中亦可获的产品MTBF数值,目前有市售软件(为避免广告嫌疑,软件供货商可自寻上网搜寻) 优点:可于产品开发初期快速评估产品预期寿命;可得到令人相当兴奋的数字;可以以预估值与产品在市场所回馈值进行预估参数修订。
缺点:软件售价昂贵,软件数据库建置是否跟的上零件发展速度?;与产品投入市场之寿命关联性低(过去经验) MTBF实证法:最常被电子产业引用的方法为高温加速(Arrhenius Model)与温度循环(Coffin-Manson Model),采用加速应力方式来证明产品长期可靠度高温加速:Af = e{ (1/k Ea ( 1/273+Tmax – 1/273+Ttest)} 温度循环加速:Af = ( ΔTtest/ΔTuse)m 优点:以试验数据来呈现产品可靠度较不容易引起客户质疑缺点:需有一定样品数量(通常需>20),需Work-in chamber或高速率温度变化柜(当然也可委托专业实验室进行试验证明,但须编列试验预算) Field Return Data:从市场客退数量得知优点:绝对真实缺点:客户不满意,商誉受损;了解总在受伤害之后MTBF 推估及实测, 在业界用的很平常呀~因为客户都会要求这些数据, 所以常常在做这些实验以及计算... MTBF推估法其实MTBF推估法更细分为两种方式: 零件计数法, 应力分析法. 1. 零件计数法(最不准确): 不需要任何样品产出, 待线路图画出来, 只要有BOM 就可以计算了.然后再依照规范 (MIL-217F 或 Telcordia SR-332) 将BOM 里面的零件都 "各自" 选择相对应的零件失效率, 最后再将所有零件的失效率全部加总起来, 然后如下公式计算即可求出MTBF. MTBF(hours)= (1000,000/失效率)<---MIL-217F MTBF(hours)= (1000,000,000/失效率)<---Telcordia SR-332 2. 应力分析法(稍准确) 通常样品大约需要最少两台, 一台量测所有零件温度, 一台量测零件电压, 电流, 计算零件消耗功率. 要采用应力分析法, 这可得对所有零件都有一定水平以上的认识, 因为要翻遍 "每一颗" 零件的规格书,查询所需要的参数, 并量测所需要的数据才能进行计算.与上面差不多, 将所有量测到的数据都代入各个零件相对应的失效率计算公式, 最后再将所有零件的失效率全部加总起来, 然后如下公式计算即可求出MTBF. MTBF(hours)= (1000,000/失效率)<---MIL-217F MTBF(hours)= (1000,000,000/失效率)<---Telcordia SR-332 MTBF实证法(准确) 这项很多可靠度工程的书上都有写, 网络搜寻 "加速寿命" 就一堆数据可看...就是直接丢一批样品到烧机室进行实测, 通常都是采用 "温度" 来当作加速因子,反正就是提高烧机室的温度来加速产品的老化. 通常是定一个目标来进行试验,譬如要验证产品至少有多少小时的寿命(例如 50,000hrs). 所以样品用的越多, 试验所需时间可以缩的越短. 电子产品的MTBF一般不能低于:计算机:4000小时磁盘阵列:50000小时 MO光驱:100000小时以上联想计算机:45000小时 UPS:50000小时 CD:100000小时LG 液晶显示器:50000小时MTBF平均无故障工作时间的规定是4000小时,而大陆比较高的MTBF的大约15000小时左右,国际大厂,基本上是40000小时。
MTBF与MTTR两指标的介绍设备出现故障,或状态不好,就会直接影响到生产效率,单件工时。
我们主要通过定期点检和及时维修来减少设备的影响。
但定期点检是周期性的,而及时维修也是在设备出现明显故障才进行的。
现实生产中往往是设备并没有出现明显故障时,可以继续生产,但状态就是不佳,这种情况往往不会采取措施,因为很难知道设备不佳的程度。
为了有效评价设备状态,我们就要有一些具体的指标。
下面就介绍我们两个最常用的指标:一、MTBF(Mean Time Between Failures)即平均故障间隔(时间/次)计算公式为:MTBF(时间/次)=总运行时间/总故障次数MTBF表示的是某设备故障发生期间的时间平均值例:某设备的使用情形如下,MTBF是多少?100小时运行-3小时修理-120小时运行-2小时修理-140小时运行-4小时修理MTBF=(100+120+140)/3=120(时间/次)时间应用中我们将此公式稍微变换一下,就可有效地用来评价工装的状态了。
“ 我们用MTBF=产量/修理次数”,简单理解就是MTBF表示的是修一次工装可做多少个产品,从公式上可以看出MTBF越大则表示工装的状态越好。
有了反映工装状态的指标,就可以为我们的行动提供依据了。
我们每周就可以挑出MTBF小于一定标准的工装进行检修,使总体MTBF保持一个缴高的水平。
二、MTTR(Mean Time To Repair)(小时/次)平均修理时间计算公式为:MTTR(时间/次)=总修复时间/故障次数例:某设备的使用经过如下,MTTR是多少?100小时运行-3小时修理-120小时运行-2小时修理-140小时运行-4小时修理MTTR=(3+2+4)/3=3(小时/次)实际应用中为了更直观,我们将此公式也稍微变换一下,我们用MTTR=维修时间/产量。
简单理解就是MTTR表示每做一个产品的平均修理时间。
很明显,MTTR越小机器的状态就越好,这样又有了行动的依据了。