航模全系列无刷电机绕线方法详解修订稿
- 格式:docx
- 大小:2.07 MB
- 文档页数:9
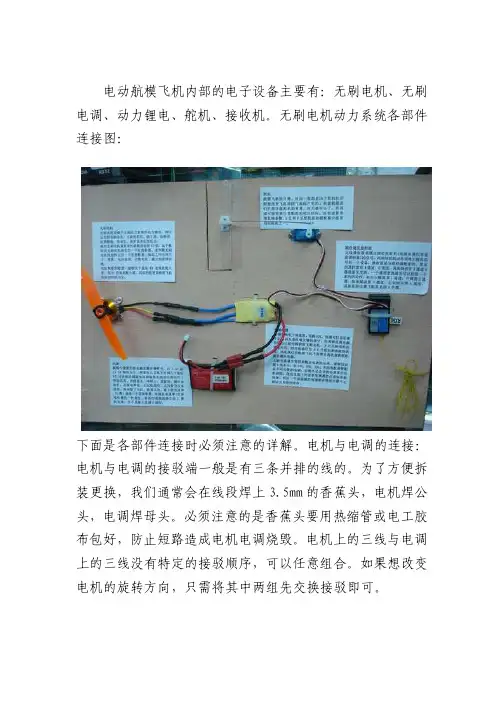
电动航模飞机内部的电子设备主要有:无刷电机、无刷电调、动力锂电、舵机、接收机。
无刷电机动力系统各部件连接图:
下面是各部件连接时必须注意的详解。
电机与电调的连接:电机与电调的接驳端一般是有三条并排的线的。
为了方便拆装更换,我们通常会在线段焊上3.5mm的香蕉头,电机焊公头,电调焊母头。
必须注意的是香蕉头要用热缩管或电工胶布包好,防止短路造成电机电调烧毁。
电机上的三线与电调上的三线没有特定的接驳顺序,可以任意组合。
如果想改变电机的旋转方向,只需将其中两组先交换接驳即可。
电调与电池的连接:电调一端与电机连接,另一端两线的与电源连接。
这一端有严格的正负之分,接反了电调就会马上烧毁,所以必须注意。
因此这一端我们会用模型T插进行连接。
一般情况下,电池用母头,电调用公头。
T插的焊接比较考功夫,需要多练习才能焊接美观。
同时焊接时必须注意防静电处理,防止静电击穿电调MOS管。
焊接后用热缩管绝缘处理。
防静电可选用有地线的电烙铁,也可以外接地线放走静电。
最简单的可以每次触碰焊点时先触碰接地的金属介质,如金属窗台,挂墙铁架等,以放走静电。
电调、舵机与接收器的连接:电调、舵机都会有一个三针杜邦头接口,这个接口是用来连接接收器的。
正常情况下,电调接在接收器第3通道,也就是油门通道。
电调也是通过第3通道向接收器和各个舵机提供电源的。
其他各舵机根据不同作用可连接在其他不同的通道。
如升降舵机连接2通道,方向舵机连接4通道等。
连接时注意接口的正反即可。
声明:本帖不为商业目的,只为各位魔友能够通过本帖修复完善各自的无刷电机,所以部分引用了论坛魔友的经验和照片,只为更基础知识1、模型无刷电机是什么类型的电机?? ???无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
--------------------------------------------------------------------------4月12日更新? ? 模型无刷电机工作结构本质上是三相交流电机,但是电机特性却与直流电机类似,所以我们称呼为无刷直流电机。
? ? 桥式电路结构,普遍使用分数槽集中绕组结构,除部分车模为有感电机以外,航模电机普遍为无感电机。
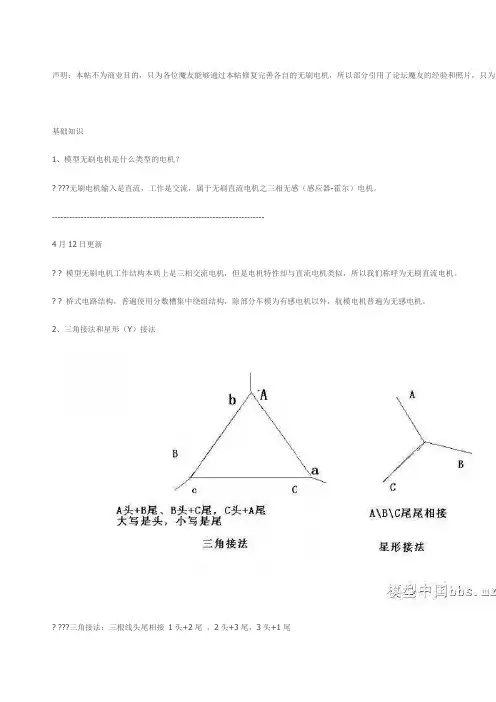
2、三角接法和星形(Y)接法? ???三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾? ???星形接法:三根线尾尾相接??三相尾部接在一起,其他3根线引出接电机? ???绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!? ???--------------------------------------------------------------------? ? 2014-3-31更新??详解三角接法与星形接法? ? 现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法?? ? 例如:一台2212 1400KV电机(默认三角绕法)改用星形绕法,转速将变为1400除以1.732得出808KV,并且该电机在12下和之前的功率相近。
? ?同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压1.732倍使用,否则极易? ? 星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高? ?三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低? ?实际运用:1、3S电机改6S电机,最简单的办法就是将三角绕法改为星形绕法即可。
无刷电机绕线原理
无刷电机的绕线原理是利用电枢和永磁体之间的磁场相互作用产生转动力。
具体而言,无刷电机的转子上有多个永磁体,称为磁极,它们均匀地分布在转子上。
在定子上,有若干个固定的线圈,称为电枢。
这些电枢围绕着电机的轴线,在定子上的排列方式通常是同心圆状,或者是规则的多边形。
当电机通电时,电流通过电枢线圈,会在其周围产生磁场。
根据安培环路定律,这个电流产生的磁场会沿着电枢线圈的轴向分布。
而定子上的磁极则产生了磁场,这个磁场沿着磁极的轴向分布。
这两个磁场相互作用时,会产生力矩,使得电枢开始旋转。
为了保持电枢的旋转,需要不断地改变电枢线圈的通电方向。
这是通过电机控制系统中的电子元件实现的。
通过定时地改变电枢线圈的通电顺序,可以确保电枢始终受到正确的力矩,保持旋转。
无刷电机绕线原理的关键在于合理地设计电枢和磁极的排列方式,以及控制系统的精确控制。
这样才能使得电枢在不同通电状态下产生的力矩相互抵消,从而实现平稳的转动。
无刷电机由于没有碳刷和换向器等机械接触件,具有高效、低噪音和长寿命等优点,因此在很多应用领域得到广泛应用。
航模全系列无刷电机绕线方法航模无刷电机是一种使用无刷直流电机技术的电动马达,它具有高效率、高功率和高转速等特点,是航模领域中常用的电动动力装置之一、正确的绕线方法对于无刷电机的性能和寿命具有重要影响。
下面将介绍航模全系列无刷电机的绕线方法。
1.准备工具和材料:绕线工具、无刷电机、绕线线材、锡膏、热缩管等。
2.确定绕线方式:航模无刷电机的绕线方式有多种,包括星型绕线和三角形绕线等。
选择合适的绕线方式取决于具体的使用要求和电机参数。
3.绕线前准备:首先,将无刷电机的轴固定好,以免在绕线过程中发生滑动。
然后,根据电机的具体类型和参数,选择适当的绕线线材。
一般来说,使用绝缘性能好、导电性能佳的铜线。
准备好绕线线材后,可以先将其进行预处理,例如裁剪、去除绝缘层等。
4.绕线方法:根据选择的绕线方式,开始绕线。
以下以星型绕线为例进行说明。
a.先选取一根线作为起点,并将其焊接在电机的一个固定点上,如AB端子之间。
b.将线从这个焊点开始绕绕在定子的槽中,顺时针方向绕,在每个槽口中绕两圈。
确保每个槽口都有线。
c.这样还原到焊点,如果线的长度不够,可以焊接一段新的线。
d.从焊点开始绕第二根线,同样沿着槽口顺时针绕两圈。
e.这样绕完剩余的几根线,直到所有线都被正确地绕在定子槽口上。
5.焊接电机导线:绕完线之后,根据无刷电机的具体需要,焊接导线。
一般电机会有A、B两个端子,需要分别焊接线。
6.防护措施:在焊接完导线之后,可以使用锡膏对焊接处进行处理,以增加导线和电机的连接强度。
然后,用热缩管将焊接处进行包裹,以保护焊点。
7.完成安装:最后,将无刷电机安装到航模中,并与其他电子设备进行连接。
绕线是一项技术活,需要有一定的经验和技巧。
在绕线过程中,要注意保持线的整齐和紧凑,避免交叉和松散现象的发生。
另外,焊接过程中需要注意温度控制,避免烧坏线材和电机。
绕线对航模无刷电机的性能和寿命具有重要影响,正确的绕线方法可以使电机发挥最佳性能,并延长使用寿命。
电动机绕线方法电动机绕线是电机制造中非常重要的一部分,它直接影响到电机的性能和效率。
在进行电动机绕线时,我们需要注意一些方法和技巧,以确保绕线的质量和效果。
本文将介绍电动机绕线的方法,希望能为电机制造者提供一些帮助。
首先,选择合适的绕线工具和材料非常重要。
通常情况下,我们会选择具有一定硬度和柔韧性的绝缘线,以及适合绕线的绕线工具。
在选择绕线工具时,我们需要考虑到电动机的尺寸和绕线的复杂程度,以确保能够顺利进行绕线操作。
其次,我们需要根据电动机的设计要求和绕线图纸进行绕线。
在进行绕线之前,我们需要仔细阅读绕线图纸,了解每个绕组的位置和绕线的方法。
在实际操作中,我们需要按照绕线图纸上的要求,将绝缘线依次绕制在电动机的定子或转子上。
在绕线过程中,我们需要确保绕线的紧密度和均匀度,以避免出现绝缘线交叉或松动的情况。
另外,在进行绕线时,我们需要注意绕线的顺序和方向。
通常情况下,绕线的顺序和方向会直接影响到电动机的工作效果。
因此,在进行绕线时,我们需要按照设计要求,选择合适的绕线顺序和方向,以确保电动机能够正常工作并达到设计要求的性能指标。
此外,绕线过程中需要注意保持绝缘线的质量。
绝缘线的质量直接关系到电动机的安全性和稳定性。
因此,在进行绕线时,我们需要选择质量可靠的绝缘线,并在绕线过程中注意保护绝缘线,避免出现划伤或磨损的情况。
最后,进行绕线之后,我们需要进行绕线的检测和调试。
在进行绕线之后,我们需要对绕线进行检测,确保绕线的质量和效果符合设计要求。
同时,我们还需要进行电机的调试,检查电机的工作效果和性能指标,以确保电机能够正常工作。
总的来说,电动机绕线是电机制造中非常重要的一部分,它直接影响到电机的性能和效率。
在进行电动机绕线时,我们需要选择合适的绕线工具和材料,根据设计要求和绕线图纸进行绕线,注意绕线的顺序和方向,保持绝缘线的质量,并进行绕线的检测和调试。
希望本文的介绍能够为电机制造者提供一些帮助,使他们能够更好地进行电动机绕线工作。
航模全系列无刷电机绕线方法详解一模型无刷电机是无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
二N和P搭配的规律N:电机绕组槽 P:磁钢1、N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
2、N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
3、P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
4、N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
5、同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
6、一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
三三角接法和星形(Y)接法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!详解三角接法与星形接法现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法例如:一台2212 1400电机(默认三角绕法)改用星形绕法,转速将变为1400除以1.732得出808,并且该电机在12V电压下工作功率大为降低,如要实现之前功率,需要提高电压到12V*1.732=21V,在21V电压下和之前的功率相近。
同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压1.732倍使用,否则极易烧坏电机。
星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低实际运用:3S电机改6S电机,最简单的办法就是将三角绕法改为星形绕法即可。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
无刷电机线圈接法1. 引言无刷电机是一种广泛应用于工业和消费电子领域的高效率、低噪音的电动机。
它由转子和定子组成,其中定子上的线圈起着至关重要的作用。
本文将介绍无刷电机线圈接法的原理、常见类型及其应用。
2. 无刷电机线圈接法原理无刷电机的线圈接法决定了电流在定子上的分布,进而影响转子的旋转。
常见的线圈接法有星型连接和三角形连接。
2.1 星型连接星型连接又称为Y型连接,是最常见且简单的线圈接法之一。
在星型连接中,每个线圈的一个端点都连接到一个共同节点,而另一个端点则分别与其他两个线圈相连。
星型连接可以使得每个线圈承受较低的相电压,从而减小了对绝缘性能和耐压能力的要求。
此外,星型连接还可以提供较高的起动扭矩和较低的谐波失真。
2.2 三角形连接三角形连接又称为Δ型连接,是另一种常见的线圈接法。
在三角形连接中,每个线圈的一个端点都与另一个线圈的相邻端点相连,形成一个闭合的三角形。
相比于星型连接,三角形连接可以提供更高的功率因数和较低的电流波动。
但是,由于每个线圈承受整个相电压,对绝缘性能和耐压能力的要求较高。
3. 无刷电机线圈接法类型除了上述的星型连接和三角形连接外,还存在其他一些特殊的无刷电机线圈接法。
3.1 单相桥式接法单相桥式接法是一种常用于小功率无刷电机的线圈接法。
它通过将两个线圈分别与两个桥臂相连,并在中间加入一个共节点来实现。
单相桥式接法可以实现对无刷电机转子位置进行精确控制,并且具有较好的启动性能和转矩控制能力。
3.2 双相桥式接法双相桥式接法是一种常用于中小功率无刷电机的线圈接法。
它通过将两个线圈分别与两个桥臂相连,并在中间加入一个共节点来实现,与单相桥式接法类似。
双相桥式接法可以提供较高的转矩控制能力和较好的速度响应特性。
3.3 多相线圈接法除了单相和双相线圈接法外,还存在多种多相线圈接法,如三相、四相、六相等。
这些多相线圈接法可以进一步提高无刷电机的性能和效率。
4. 无刷电机线圈接法应用无刷电机线圈接法的选择取决于具体应用场景和要求。
航模全系列无刷电机绕线方法详解------------------------------------------------------------------------------------------------------------一模型无刷电机是无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
二N和P搭配的规律N:电机绕组槽P:磁钢1、N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
2、N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
3、P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
4、N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
5、同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
6、一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
三三角接法和星形(Y)接法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!--------------------------------------------------------------------详解三角接法与星形接法现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法例如:一台2212 1400KV电机(默认三角绕法)改用星形绕法,转速将变为1400除以1.732得出808KV,并且该电机在12V电压下工作功率大为降低,如要实现之前功率,需要提高电压到12V*1.732=21V,在21V电压下和之前的功率相近。
同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压1.732倍使用,否则极易烧坏电机。
电机绕线方法
电机绕线是电机制造中非常重要的一个环节,它直接影响到电
机的性能和效率。
在电机绕线的过程中,需要考虑到绕线的方式、
线圈的布局、绕线的材料等多个因素。
本文将从电机绕线的基本原理、常见的绕线方法和注意事项等方面进行介绍。
首先,我们来了解一下电机绕线的基本原理。
电机绕线是指将
导线绕制成线圈,然后将线圈安装在电机的定子或转子上,通过线
圈中通以电流来产生磁场,从而实现电机的运转。
在绕线的过程中,需要考虑线圈的匝数、绕组的方式、导线的截面积等因素,以确保
电机能够正常工作。
常见的电机绕线方法包括分布式绕线和集中式绕线。
分布式绕
线是指将线圈的每个匝数分布在电机的定子或转子上,通常用于多
相交流电机。
而集中式绕线是指将线圈的所有匝数集中在电机的定
子或转子上,通常用于直流电机。
在选择绕线方法时,需要根据电
机的类型和工作要求来进行合理的选择。
在进行电机绕线时,还需要注意一些事项。
首先,需要选择合
适的导线材料,通常选择具有良好导电性能和耐高温性能的材料。
其次,需要注意绕线的方式和线圈的布局,以确保线圈的匝数和方
向符合设计要求。
另外,还需要注意绕线的工艺,包括绕线的张紧度、绝缘处理等,以确保线圈的质量和可靠性。
总之,电机绕线是电机制造中至关重要的一个环节,它直接关
系到电机的性能和效率。
在进行电机绕线时,需要考虑绕线的方式、线圈的布局、绕线的材料等多个因素,并且需要注意绕线的工艺,
以确保电机能够正常工作。
希望本文的介绍能够对大家有所帮助。
无刷电机的接线方法
无刷电机的接线方法
无刷电机的线圈引线有3 根,霍耳引线有5 根,这8 根线必须和控制器的相应引线一一对应,否则电机不能正常转动。
一般来讲,60度和120度相角的无刷电机,需要由与之相对应的60度和120度相角的无刷控制器来驱动,两种相角的控制器不能直接互换。
60度相角的无刷电机与60度相角的控制器相连的8根线的正确接线有两种,一种正转,一种反转。
因为对于120度相角的无刷电机,通过调整线圈引线的相序和霍耳引线的相序,电机与控制器相连的8根线的正确接线可以有6 种,其中3种接法电机正转,另外3种接法电机反转。
如果无刷电机反转,表明无刷控制器与无刷电机的相角是匹配的,我们可以这样来调整电机的转向:将无刷电机与无刷控制器的霍耳引线的A、C交换接线;同时将无刷电机与无刷控制器的主相线A、B交换接线。
注:目前市场上已经出现了智能无刷控制器,这种智能无刷控制器具有自动识别电机相角的功能,能同时实现60度与120度两种相角的无刷电机的驱动。
无刷电机的接线方法
无刷电机的接线方法
如图4—11所示,无刷电机的线圈引线有3根,霍耳引线有5根,这8根引线必须和控制器相应引线一一对应,否则电机不能正常转动。
一服来讲,
60。
和120。
相角的无刷电机,需要由与之相对应的60。
和120。
相角的无刷电机控制器来驱动,两种相角的控制器不能直接互换。
60。
相角的无刷电机与60。
相角控制器相连的8根线的正确接线有两种,一种正转,一种反转。
因为对于120。
相角的无刷电机,通过调整线圈引线的相序和霍耳引线的相序,电机与控制器相连的8根线的正确接线可以有6种其中3种接法电机正转,6外3种接法电机反转。
如果无刷电机反转,表明无刷控制器与无刷电机的相角是匹百的,我们可以这样来调整电机的转向:将伺服电机与无刷控制器的霍耳引线的A、c交换接线;同时将无刷电机与无刷控制器的主相当A、B交换接线。
注:目前市场上已经出现了智能无刷控制器,这种智能无刷控为器具有自动识别电机相角的功能,能同时实现60。
和120。
两种相只的无刷电机的驱动。
无刷电机驱动器接线说明RVGND 接蓝线(电位器短线)ALMSPEEDAVI 接黄线(电位器短线)接5VDC 电压BRKENBL 拖出来的黑线粗线,一头接ENBL 插口,一头接速显装置的②接口F/RREF- 黑线(电机上面的细线) HW 蓝线(电机上面的细线) 拖出来的红线(粗线)一头接HW 插孔,一头接速显装置上面的①接口 HV 绿线(电机上面的细线) HU 黄线(电机上面的细线)REF+ 红线(电机上面的细线) 红线(电位器短线)DC-DC+U 黄线(电机上面的粗线)V 绿线(电机上面的粗线)W 蓝线(电机上面的粗线)一, 电机和驱动器接线:1,电机三根粗线,黄线,绿线,蓝线分别接驱动器上面的U,V,W 插孔。
2,电机的五根细线:黄线,绿线,蓝线分别接驱动器上面的HU,HV,HW 插孔;红线接REF+插孔,黑线接REF-插孔。
二,驱动器和电位器接线:蓝线(电位器短线)接驱动器上面的GND插孔黄线(电位器短线)接驱动器上面的AVI插孔红线(电位器短线)接驱动器上面的REF+插孔三,驱动器和速显装置:拖出来的红线(粗长线)一头接驱动器上面的HW插孔,另一头接速显装置的①接口拖出来的黑线(粗长线),一头接驱动器上面的ENBL插孔,另一头接速显装置的②接口。
速显装置电压设为220V,驱动器设为24V的电源。
速度快慢对应的是103接口。
另外,上位机接F/R这个接孔,便可实现电机正反转。
1)无刷电机驱动器GND端子与ENBL端子已经短接,这个相当于是一个模拟电压,通过RV端子就可以调节转数,顺时针旋转变大,逆时针变小。
(2)调节电机的正反转,把GND端子与F/R端子短接即可。
短接之后电机反转。
无刷电机烧线重绕法本帖不为商业目的,只因爱好做实用讲解,如有错误请指正。
以无刷电机为例,无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
三角接法和星形(Y)接法一、绕线方法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!二、绕线特点星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高。
三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
三、绕线步骤(一)基本知识1.线径、股数、匝数线径:漆包线直径(一般是包括漆皮的)股数:绕线时多股线一起绕的根数匝数:每个电极上所绕的圈数如:0.21*4*13圈(线径*股数*匝数)2.绕线顺和逆定子尾部朝下,上面朝天。
顺:绕线顺时针逆:绕线逆时针3.影响转速的因素在磁钢和定子不变的情况下,匝数是影响无刷电机转速的最大因素。
总体规律是匝数越多,转速越慢;匝数越少,转速越快。
4.槽满率在电机电极上所绕线圈与最大极限所能绕进去的线圈的比例。
在磁钢强度前提下,槽满率越高,功率更大;槽满率越低,功率越小。
5.N和P搭配的规律(N:电机绕组槽 P:磁钢)(1)N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
(2)N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
(3)P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
(4)N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
(5)同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
(6)一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
航模全系列无刷电机绕线方法详解------------------------------------------------------------------------------------------------------------一模型无刷电机是无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-霍尔)电机。
二N和P搭配的规律N:电机绕组槽 P:磁钢1、N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
2、N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
3、P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
4、N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
5、同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
6、一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
三三角接法和星形(Y)接法三角接法:三根线头尾相接1头+2尾,2头+3尾,3头+1尾星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!--------------------------------------------------------------------详解三角接法与星形接法现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法例如:一台2212 1400KV电机(默认三角绕法)改用星形绕法,转速将变为1400除以1.732得出808KV,并且该电机在12V电压下工作功率大为降低,如要实现之前功率,需要提高电压到12V*1.732=21V,在21V电压下和之前的功率相近。
同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压1.732倍使用,否则极易烧坏电机。
无刷电机的接线方法
无刷电机的线圈引线有3 根,霍耳引线有5 根,这8 根线必须和控制器的相应引线一一对应,否则电机不能正常转动。
一般来讲,60度和120度相角的无刷电机,需要由与之相对应的60度和120度相角的无刷控制器来驱动,两种相角的控制器不能直接互换。
60度相角的无刷电机与60度相角的控制器相连的8根线的正确接线有两种,一种正转,一种反转。
因为对于120度相角的无刷电机,通过调整线圈引线的相序和霍耳引线的相序,电机与控制器相连的8根线的正确接线可以有6 种,其中3种接法电机正转,另外3种接法电机反转。
如果无刷电机反转,表明无刷控制器与无刷电机的相角是匹配的,我们可以这样来调整电机的转向:将无刷电机与无刷控制器的霍耳引线的A、C交换接线;同时将无刷电机与无刷控制器的主相线A、B交换接线。
注:目前市场上已经出现了智能无刷控制器,这种智能无刷控制器具有自动识别电机相角的功能,能同时实现60度与120度两种相角的无刷电机的驱动。
三档变速控制器接线方法。
无刷电机定子绕线方法
无刷电机定子绕线的目的是产生磁场,驱动电机转动。
绕线的方法根据不同的电机类型和制造商的建议而有所不同,但一般的步骤如下:
1. 确定电机类型和功率,选择适当的转子和定子绕组。
2. 根据电机类型和功率选择适当的漆包线直径和绕组匝数。
一般来说,匝数越多,电机产生的磁场越强。
3. 以整个电机壳绕线为例,首先需要用一小块锡刮掉漆包线,然后将其弯曲成凹槽,将凹槽悬挂在其中一个耳上,用烙铁焊接。
然后按下漆包线逆时针绕线,当绕线开始时,需要注意几圈,然后用工具将线扁平,最好密集一些。
4. 完成第一个后,然后将线放在下一个耳上以估计线的长度。
固定后,将其周围的一小部分线刮掉,然后将其焊接在耳朵上。
5. 第一匝绕组的绕线方法与第二匝绕方法相同,具有相同的逆时针方向和相同的匝数。
绕完后,留下相同的线长,刮漆,锡,焊在你的耳朵挂在第一线。
6. 接下来,焊接焊料并减少多余的线。
检查是否有线条断线,焊接不牢固,线圈超出核心。
7. 装好之后这个无刷电机就可以通电测试了!要注意的就是后面的电机壳不要扣太紧,以转子能轻松转动并且用手扭转子的时候没有磕碰感为准。
无刷电机定子绕线需要根据电机类型和功率进行适当地选择和
设计,以确保电机正常运行并获得最佳的性能。
无刷电机绕线方法无刷电机是一种能够实现高效能、高转矩、高速度控制的电机,广泛应用于无人机、电动汽车、机器人等领域。
而无刷电机的绕线是其中十分重要的一环,它直接影响到电机的性能和效率。
本文将介绍几种常见的无刷电机绕线方法,并对其特点和适用范围进行分析。
1. Y型绕线法Y型绕线法是最常见的一种绕线方法,也是最简单的一种。
它的原理是将三个电机线圈分别连接到无刷电机的三个输出线上。
这种绕线方法的特点是结构简单,绕线过程容易操作,适用于一些容错性要求不高的应用场景。
然而,由于Y型绕线法中每个线圈都只能承担1/3的电流,因此其功率密度相对较低,不适用于对功率要求较高的应用。
2. W型绕线法W型绕线法是一种改进的Y型绕线方法,它通过将每个线圈的两个端点连接到不同的输出线上,使得每个线圈都能承担2/3的电流。
这样一来,W型绕线法相比于Y型绕线法具有更高的功率密度和更好的电流分配能力。
因此,W型绕线法适用于对功率要求较高的应用场景,如电动汽车、工业机械等。
3. Δ型绕线法Δ型绕线法是另一种常见的绕线方法,它的原理是将三个电机线圈分别连接到无刷电机的三个输出线上,同时将它们两两连接,形成一个三角形的结构。
Δ型绕线法具有较高的功率密度和较好的电流分配能力,适用于对功率要求较高的应用。
然而,由于绕线的复杂性,Δ型绕线法的制造成本相对较高。
4. 六角型绕线法六角型绕线法是一种较为复杂的绕线方法,它的原理是将三个电机线圈分别连接到无刷电机的三个输出线上,同时将它们两两连接,形成一个六边形的结构。
六角型绕线法具有较高的功率密度和较好的电流分配能力,适用于对功率要求较高的应用。
然而,由于绕线的复杂性,六角型绕线法的制造成本相对较高。
无刷电机的绕线方法对其性能和效率具有重要影响。
Y型绕线法简单易操作,适用于一些容错性要求不高的应用;W型绕线法具有较高的功率密度和较好的电流分配能力,适用于对功率要求较高的应用;Δ型绕线法和六角型绕线法同样具有较高的功率密度和较好的电流分配能力,但制造成本较高。
航模全系列无刷电机绕
线方法详解
集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]
航模全系列无刷电机绕线方法详解------------------------------------------------------------------------------------------------------------
一模型无刷电机是无刷电机输入是直流,工作是交流,属于无刷直流电机之三相无感(感应器-
霍尔)电机。
二 N和P搭配的规律N:电机绕组槽 P:磁钢
1、N必须是3的倍数,P必须是偶数(磁钢必须是成对的,所以必须是偶数)。
2、N数越小,最高转速越高。
比如9N12P电机最高转速肯定高于12N14P,反之亦然。
3、P数越小,最高转速越高。
例如12N10P的最高转速肯定高于12N16P,反之亦然。
4、N比P大,则相对转速更高。
9N6P最高转速肯定高于9N12P,反之亦然。
5、同样的N,P越大扭力越强。
扭力,12N16P大于12N14P大于12N10P。
6、一般情况下,N和P之间不能整除,比如12N6P,但是内转子有大量的12N4P结构,使用分布绕组。
三三角接法和星形(Y)接法
三角接法:三根线头尾相接 1头+2尾,2头+3尾,3头+1尾
星形接法:三根线尾尾相接三相尾部接在一起,其他3根线引出接电机
绕线的顺序都是一样的,三角接法和星形接法只是最后接法不同而已!!!
--------------------------------------------------------------------
详解三角接法与星形接法
现代的无刷直流电机普遍采用星形绕法,但是模型无刷电机普遍采用三角绕法
例如:一台2212 1400KV电机(默认三角绕法)改用星形绕法,转速将变为1400除以得出
808KV,并且该电机在12V电压下工作功率大为降低,如要实现之前功率,需要提高电压到
12V*=21V,在21V电压下和之前的功率相近。
同样的,一台星形绕法的无刷电机,如需要保持转速和功率不变,在改为三角绕法后,需要降低电压倍使用,否则极易烧坏电机。
星形绕法的特点:效率更高、匝数更少、其他数据一样情况下工作电压更高
三角绕法的特点:匝数更多,其他数据一样的情况下工作电压更低
实际运用:3S电机改6S电机,最简单的办法就是将三角绕法改为星形绕法即可。
总体上,Y星接法(也就是星型接法)在效率上优于封闭接法(也就是三角接法),但是因为方便工业生产的关系,模型大量使用三角接法。
四线径、股数、匝数
线径:漆包线直径(一般是包括漆皮的)
股数:绕线时多股线一起绕的根数
匝数:每个电极上所绕的圈数
*4*13圈(线径*股数*匝数) T:匝数
绕线顺和逆
定子尾部朝下,上面朝天。
顺:绕线顺时针
逆:绕线逆时针
5、在一定条件前提下,影响转速的因素
在磁钢和定子不变的情况下,匝数是影响无刷电机转速的最大因素。
总体规律是匝数越多,转速越慢;匝数越少,转速越快。
6、槽满率
在电机电极上所绕线圈与最大极限所能绕进去的线圈的比例。
在磁钢强度前提下,槽满率越高,功率更大;槽满率越低,功率越小。
7、绕线图
已知一个电机的匝数和KV,而知道它其他KV和匝数数据的方法。
例:2212 1000KV,知其匝数是13,那2200KV的匝数会是多少呢
1000*13/2200=约等于6
那1400呢
1000*13/1400=,介于9到10之间
---------------------------------------------------------------------------------------
使用不同线径的漆包线,该怎么计算股数
手里有一只2212 1000KV的电机需要修复,但是我手里没有线径的漆包线,只有的漆包线,我该怎么计算股数
1、2212 1000KV电机一级可绕漆包线的最大横截面积(原数据是*4*13)
*的平方(半径)*4(股数)*13(匝数)=平方毫米
2、确定自己想要的KV,比如想要1000KV,需要绕13匝,现在计算股数 X=股数
*的平方(半径)*X*13= 得出股数X=
基本可采取*2*13T的绕法来修复此电机。
6N8P
6N10P
9N4P
9N10PVA
9N10PVI
9NGrund
9Nlangcw
12N14PLRK5
12N14Pvoll1278cw
12N16P
18N20P
18N24P
24N22P
24N28P。