滑履轴承磨机检记录
- 格式:doc
- 大小:544.00 KB
- 文档页数:13
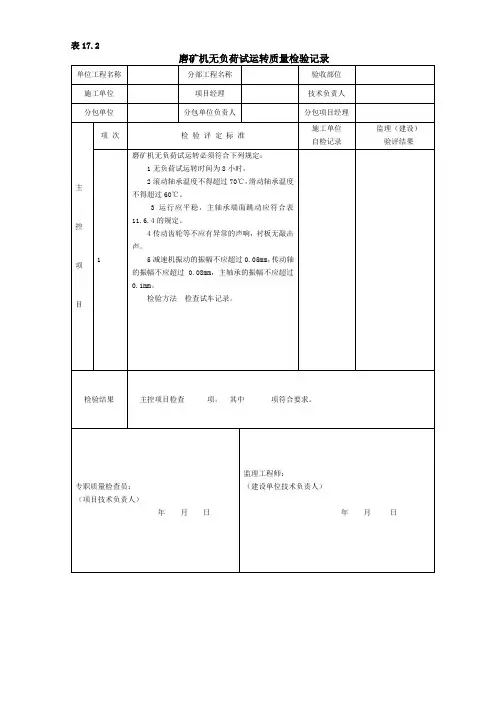
球磨机安装报验申请表设备安装检测记录磨检NO.01 工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程设备安装检测记录磨检NO.02工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.03工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》磨机基础垫铁示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组250×150 组32 位置正确,接触紧密2 地脚螺栓AM64×2000 组16 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.04工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 主减速机JGF355A 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》减速机垫铁位置示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组200×250 组28 位置正确,接触紧密2 地脚螺栓M48×1900 组14 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.05工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 主电机YRKK1000-8 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》主电机砂墩及垫铁位置示意图序号隐蔽工程名称规格(mm)单位数量质量情况1 斜垫铁组200×350 组8 位置正确,接触紧密2 地脚螺栓M48×1900 组 4 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.06工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 慢驱装置MJ4E 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》慢驱装置垫铁位置示意图序号隐蔽工程名称规格单位数量质量情况1 斜垫铁组120×180 组12 位置正确,接触紧密2 地脚螺栓M42×1000 组12 孔内杂物、积水清理干净,螺栓垂直底座拧紧总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.07工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》实测数(附图或表):滑履轴承刮研检测记录(侧间隙)A瓦检查项目检查结果(mm)0.05塞入深度2700.15塞入深度2210.25塞入深度1640.60塞入深度109B瓦检查项目检查结果0.05塞入深度2690.15塞入深度2210.25塞入深度1660.60塞入深度111总包单位代表(章)监理单位代表(章)施工单位(章)磨检NO.08工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程施工单位:河北建工集团有限责任公司车间工艺流程编号设备名称规格型号数量(台) 水泥粉磨15.18 球磨机Φ4.2×13m 1质量标准JCJ03-90《水泥机械设备安装工程施工及验收规范》实测数(附图或表):滑履轴承刮研检测记录(侧间隙)A瓦检查项目检查结果(mm)0.05塞入深度2710.15塞入深度2190.25塞入深度1630.60塞入深度108B瓦检查项目检查结果0.05塞入深度2700.15塞入深度2210.25塞入深度1620.60塞入深度107总包单位代表(章)监理单位代表(章)施工单位(章)工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.09工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.10工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.11工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.12设备安装检测记录工程名称:唐山六九水泥有限公司2500t/d特种水泥技改工程磨检NO.13球磨机安装分项工程质量检验评定表磨检NO.14。
磨辊清洁检查记录报告一、引言二、检查目的三、检查内容和方法1.检查磨辊表面的清洁度:使用清洁布对磨辊表面进行擦拭,观察是否存在灰尘和杂质。
如果有,记录下来并进行清洁处理。
2.检查磨辊表面的磨损情况:使用放大镜观察磨辊表面是否存在磨损、划痕等情况。
如有,记录下来并进行相应的维修工作。
3.检查磨辊润滑状况:观察磨辊润滑系统是否正常运行,油液是否充足。
如有异常,及时进行维修或添加润滑油。
4.检查磨辊轴承情况:观察磨辊轴承是否正常运转,是否有松动、生锈等情况。
如有问题,进行维修或更换。
四、检查结果根据以上检查内容和方法,对本次磨辊清洁检查进行了详细记录。
结果如下:1.磨辊表面清洁检查结果:在检查过程中,发现少量灰尘和杂质,但并不影响其正常使用。
进行了适当的清洁处理。
2.磨辊表面磨损情况检查结果:经过放大镜观察,发现磨辊表面存在一些磨损和划痕,但尚未达到影响正常工作的程度。
计划在下次维护时进行修复。
3.磨辊润滑状况检查结果:磨辊润滑系统运行正常,油液充足,无需特殊维护。
4.磨辊轴承情况检查结果:磨辊轴承运转正常,无松动和生锈等问题。
五、存在问题和建议通过本次检查,我们发现了以下问题和建议:1.磨辊表面的清洁度需要进一步加强,可以增加清洁频次和采取更有效的清洁方法,以确保磨辊表面的干净。
2.磨辊表面的磨损和划痕需要及时修复,以减少磨损对产品质量的影响,提高磨辊的使用寿命。
3.考虑定期更换润滑油,以保证磨辊润滑系统的正常运行。
4.加强磨辊轴承的检查和维护,确保其正常运转,减少故障的发生。
六、总结和建议磨辊作为生产线中不可或缺的设备,其清洁检查对生产质量和效率有着重要的作用。
通过本次检查,我们发现了一些问题并提出了相应的建议。
希望能够加强磨辊的清洁工作,及时修复磨辊表面的磨损和划痕,加强润滑和轴承的维护,以保证磨辊的正常运行。
只有不断进行清洁检查和维护,才能确保磨辊的长期使用,并提高生产效率。
中心传动管磨检记录————————————————————————————————作者:————————————————————————————————日期:中心传动磨机检测记录目录检N0.03 序号表号名称备注1 中心传动磨检N0.01 设备基础检查记录2 中心传动磨检N0.02 隐蔽工程检测记录3 中心传动磨检N0.03 主轴瓦刮研记录4 中心传动磨检N0.04 主轴承安装找正记录5 中心传动磨检N0.05 落磨后中空轴检测记录6 中心传动磨检N0.06 磨机衬板安装检测记录7 中心传动磨检N0.07 滑动轴承装配检测记录8 中心传动磨检N0.08 联轴节安装检测记录9 中心传动磨检N0.09 单机试运转及加油记录10 中心传动磨检N0.10 中心传动磨机安装分项工程质量检验评定表设备安装检测记录中心传动管磨检NO.01 建设单位:施工单位:年月日车间工艺流程编号设备名称规格型号数量(台)中心传动磨机T/1台套质量标准执行JCJ03-90《水泥机械设备安装工程施工及验收规范》实测数(附图或表):设备基础检查记录表出料端主轴承中心线进料端主轴承中心线主电机中心线检查项目质量标准检查结果检查项目质量标准检查结果基础外形尺寸±30预埋钢板标高+100 中心位置±5基础坐标位置(纵横中心线)±20 水平度1/1000基础上平面标高-20 平行度10/1000中心线间距 1 基准点标高对车间零点标高±3地脚孔相互位置±10 深度+20垂直度5/1000建设单位 代表监理单位代表东超公司隐蔽工程记录中心传动磨检NO.02-1建设单位:施工单位: 年 月 日 车 间 工艺流程编号 隐蔽工程 检查部位实测数(附图或表):35进料端主轴承中心线567843910出料端主轴承中心线2224192021182317371321114122725261615285632594641383639614034336044424345主电机中心线656466672931305854555357524947485062516368716970水泥砂墩垫铁的制作方法一、 水泥砂墩所用材料的规格及配比 材料名称及规格 525#硅酸盐水泥 中砂水图(1)图(2)重量比11 适量二、操作程序和方法及要求:1、根据砂墩铁的大小和高度,用薄钢板制作外模,外模的形状以宜采用图(1)2、根据垫铁的分布位置,将基础表面凿毛,并用水冲洗干净。
φ4.2×13m水泥磨说明书
正常运行。
5.1.6开启截止阀1,关闭截止阀2(磨机运转中必须保持此状态),见图1。
对冷却水系统进行检查,管路是否畅通,有无漏水、渗水现象,确认漏斗中有水流过。
5.1.7检查所有具有方向性的零件是否符合安装要求。
5.1.8检查所有联接螺栓及地脚螺栓是否均已拧紧。
5.1.9各密封部件要密封良好,不准出现金属间的磨擦。
5.1.10所有有关仪表、照明、信号装置均应完整良好。
5.1.11电动机及控制系统均完整良好。
5.1.12所有附属设备应运转正常。
5.1.13料仓内应有足够的物料。
5.1.14试运转时,操作人员均应在安全地区;设备内部不应遗留杂物,设备周围应无妨碍运转的物件。
5.2空负荷试运转
5.2.1先开动润滑(包括传动装置)及高压启动系统,使磨体浮升并有润滑沈阳水泥机械有限公司第11 页共19 页。
轴承机设备维修保养记录
轴承是机器设备中常见的零部件,承担着支撑、导向和传递负载的功能。
为了确保设备的正常运行和延长轴承的使用寿命,需要定期进行维修和保养。
以下是一份轴承机设备维修保养记录的示例:
日期:2022年1月10日
设备名称:轴承机001号
设备型号:ABC-123
维修保养项目:
1. 清洁轴承外部灰尘和污垢
2. 检查轴承密封圈及润滑油情况,更换老化密封圈并添加适量润滑油
3. 清理轴承座和底座,并检查固定螺丝是否松动,紧固螺丝并进行调整
4. 检查轴承内外圈的磨损情况,如磨损过大则更换新的轴承
5. 检查轴承的运转情况,如存在异常声音或振动,则进行进一步维修
6. 添加润滑油,并检查润滑系统的工作情况,确保润滑油正常循环
7. 检查轴承的温度,确保在正常工作范围内
维修保养人员:张三
备注:本次维修保养工作顺利完成,轴承机001号设备正常运行。
以上是一份轴承机设备维修保养记录的示例,具体根据设备的
实际情况进行相应的维修和保养操作,并及时记录。
这样可以帮助设备维修人员了解设备的维修历史和情况,为后续的维修和保养提供参考依据,并确保设备的正常运行及延长使用寿命。
研磨机验收记录
项目信息
- 验收日期:[填写日期]
- 验收人员:[填写姓名]
- 机器型号:[填写型号]
- 机器序列号:[填写序列号]
- 供应商:[填写供应商名称]
验收内容
外观检查
- 研磨机外观整洁,无明显划痕或损坏。
- 所有面板和按钮都存在,固定牢固。
- 机器无锈迹或腐蚀现象。
功能性能测试
- 打开研磨机电源,确认电源指示灯亮起。
- 进行研磨机暖机操作,确认暖机指示灯正常。
- 验证各功能按钮是否正常工作,包括启动、停止、调速等。
- 测试研磨机的研磨效果是否符合要求,研磨后样品的颗粒度
是否满足要求。
- 确认所有安全保护装置(如紧急停机按钮、过载保护装置等)是否正常运行。
安全性验证
- 确认研磨机的使用说明书是否齐全,并按照说明书进行操作。
- 确认机器是否有明显的危险部位没有适当的保护措施。
- 验证机器是否具备紧急停机功能,确认停机是否迅速有效。
- 验证机器是否具备过载保护功能,确认过载时机器是否能自
动停止。
结论
经过验收,研磨机外观完好,各项功能运行正常,安全性能达
到要求。
验收人员认为该研磨机符合规定要求,可以投入使用。
验收人员签字
[填写验收人员姓名]。
机器润滑检查记录单机器润滑是设备正常运行的重要保障,它能够有效减少机械部件的磨损,提高机器的工作效率和寿命。
为了保证机器润滑工作的质量和效果,需要定期进行润滑检查,并记录下来,以便日后参考和分析。
下面是一份机器润滑检查记录单的范例,供参考。
日期:___________检查人:_____________机器名称:_____________________机器编号:_____________________润滑部位:1.主轴润滑部位:-润滑方式:(例:滴油润滑、循环润滑、喷雾润滑等)-润滑油品:________________________-润滑周期:每________________小时保养一次-润滑油量:________________________2.传动部件润滑部位:-润滑方式:(例:滴油润滑、循环润滑、喷雾润滑等)-润滑油品:________________________-润滑周期:每________________小时保养一次-润滑油量:________________________3.轴承润滑部位:-润滑方式:(例:滴油润滑、循环润滑、喷雾润滑等)-润滑油品:________________________-润滑周期:每________________小时保养一次-润滑油量:________________________4.滚子润滑部位:-润滑方式:(例:滴油润滑、循环润滑、喷雾润滑等)-润滑油品:________________________-润滑周期:每________________小时保养一次-润滑油量:________________________检查内容:1.润滑油品:检查润滑油品的量是否正常,是否干净,有无杂质和污染等情况。
2.润滑周期:检查润滑周期是否按要求进行,是否存在过长或过短的情况。
3.润滑方式:检查润滑方式是否正常,润滑方式的选择是否适合机器的工作环境和工作要求。
轴承磨削首件记录摘要:一、轴承磨削首件记录概述1.轴承磨削首件记录的定义2.轴承磨削首件记录的作用二、轴承磨削首件记录的具体内容1.首件加工时间2.首件加工数量3.首件加工质量检验结果4.首件加工中出现的问题及解决方案三、轴承磨削首件记录的意义1.确保轴承加工质量2.提高轴承加工效率3.积累轴承加工经验四、轴承磨削首件记录的管理1.记录的保存2.记录的查询3.记录的更新正文:轴承磨削首件记录是对轴承加工过程中首件加工情况的详细记录,包括首件加工时间、加工数量、质量检验结果以及加工过程中出现的问题和解决方案等内容。
轴承磨削首件记录对于保证轴承加工质量、提高加工效率以及积累加工经验具有重要意义。
轴承磨削首件记录的具体内容包括首件加工时间、加工数量和加工质量检验结果。
首件加工时间是轴承加工的起点,对于合理安排生产计划、保证交货期具有重要意义。
首件加工数量则反映了轴承生产的规模,为后续生产提供了参考。
而首件加工质量检验结果则是评价轴承加工质量的重要依据,有助于发现加工过程中的问题,及时进行调整。
在轴承磨削首件记录中,还会详细记录首件加工过程中出现的问题及解决方案。
这些问题可能包括加工过程中的技术难题、设备故障等,记录这些问题及其解决方案有助于积累加工经验,提高加工水平。
轴承磨削首件记录的管理对于保证记录的准确性和完整性至关重要。
记录应妥善保存,方便日后查询和更新。
同时,企业应建立相应的查询系统,便于员工随时了解首件加工情况,为轴承加工提供有力支持。
总之,轴承磨削首件记录是轴承加工过程中不可或缺的一环,对于保证轴承加工质量、提高加工效率以及积累加工经验具有重要意义。
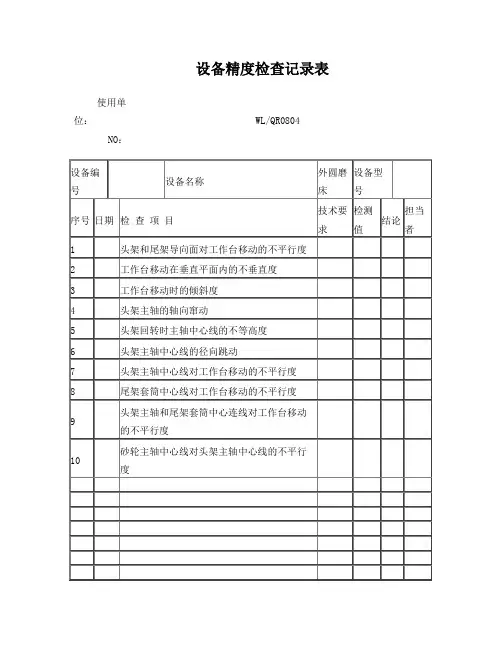
滑履轴承磨机检测记录目录检NO.04设备安装检测记录双滑履磨检NO.01建设单位:施工单位: 年月日代表代表隐蔽工程检测记录双滑履磨检NO.02建设单位:施工单位: 年月日设备安装检测记录双滑履磨检NO.03建设单位:施工单位: 年月日设备安装检测记录双滑履磨检NO.04建设单位:施工单位: 年月日设备安装检测记录双滑履磨检NO.05建设单位:施工单位: 年月日410162251117236121824建设单位代表监理代表施工单位设备安装检测记录双滑履磨检NO.06建设单位:施工单位: 年月日轴承支座A1+0.5 0e磨体建设单位代表监理单位代表施工单位设备安装检测记录双滑履磨检NO.07建设单位:施工单位: 年月日c1c2c3c4c5c6s3s2s1c7A1A2出料端标尺水准仪12345678进料端检查项目质量标准实测值备注12345678C10.2mmC20.2mmC30.2mmC40.2mmC50.2mmC60.2mmC7S1S2S3A2-A1见设计文件说明:质量标准在无设计文件规定时执行管磨机中空轴测量标准建设单位代表监理单位代表施工单位设备安装检测记录双滑履磨检NO.08建设单位:施工单位: 年月日2345678910有螺栓联接5~10mm无螺栓联接0注:带螺栓的衬板在筒体内部的排列不应构成环形间隙隔仓板安装垂直度检查结果如下:检查项目质量标准实测点数12345678910隔仓板安装垂直度0.5%建设单位代表监理单位代表施工单位设备检测记录双滑履磨检NO.09建设单位:施工单位:年月日车间工艺流程编号设备名称规格型号数量(台)HCS1234检查项目允许偏差实测值1234轴向S0.2mm径向C0.2mm端面间隙H按图纸技术要求注:端面间隙H找正若图纸无要求时执行JCJ03-90标准建设单位代表监理单位代表施工单位设备安装检测记录滑履磨检NO.10建设单位:施工单位: 年月日车间工艺流程编号设备名称规格型号数量(台)稀油润滑油脂润滑轴转数(r/min)轴瓦内径≤180180~360360~5标准实测标准实测标准实测≤30043300~500 54390°~120°90°500~100065>1000 865注:受力较小的轴瓦,接触点可在25mm×25mm的面积上按表中数值降低1个接触点顶间隙检查记录转速(r/min)<15001500~3000>3000顶间隙标准值(0.8~1.2)d/1000(1.2~1.5)d/1000(1.5~2)d/1000实测值注:d为轴颈的公称直径轴瓦刮研侧间隙检查记录标准值1234560.02×L0.05×L0.8d/1000×L注:L为塞尺塞入长度,标准为理论的计算值建设单位代表监理单位代表施工单位单机无负荷试运转记录双滑履磨检NO.11建设单位:施工单位:电机额定电流 A 电机起动电流 A电机工作电流 A主要测温点记录(每30分钟记录一次)检查项目质量标准0h0.5h1h1.5h2h2.5h3h3.5h4h4.5h5h5.5h6h6.5h7h7.5h8h 进料端主轴承<55℃出料端主轴承<55℃主电机输入端轴承主电机输出端轴承检查项目质量标准实测值加油记录加油点加油量加油型号加进料端出料端主轴承低压进油压力0.15~0.3MPa进料主轴承主轴承低压进油流量出料主轴承主轴承高压启动压力32Mpa主电机输入端主轴承高压卸荷后压力10~20Mpa主电机输出端主轴承冷却水供水压力0.3~0.6Mpa辅传减速机主轴承冷却水供水流量2.5~3t/h备注试运转检查记录试运转前检查情况试运转中检查情况试运转时环境温度建设单位代表监理代表施工单位滑履轴承磨机安装分项工程质量检验评定表双滑履磨检NO.12工程名称:部位:年月日。