基于激光测距的大尺寸内径自动控制固定装置设计
- 格式:pdf
- 大小:179.73 KB
- 文档页数:5
大直径管道长距离顶管施工自动导向测量系统施工工法(一)前言本工法结合实际施工经验,归纳了软土地区大直径管道顶管施工中防止管道轴线偏差的通用做法,并针对自动导向测量系统进行了侧重描述。
(二)工法特点1、在管道内每相距一定的距离设置一台自动全站仪。
2、在顶进管机头的后一节管道里安装四台激光测距仪。
3、在每台全站仪的上方或者下放设置一台棱镜,并使棱镜的中心和全站仪的旋转中心位于同一垂线上。
4、在机头上测绘出控制点,使测绘点处于设计轴线和其垂线上。
5、设置一台计算机,通过程序控制将全站仪和激光测距仪的测量数据进行传输、收集和处理。
6、数据传输:因管道内无法进行无线通讯,故系统必须采用有线通讯进行数据传输、利用通讯电缆将整个系统连接。
7、信号控制箱:计算机、激光测距仪及每台自动全站仪须设置信号控制箱,信号控制箱同时供给全站仪12V直流电源,连续供电。
(三)适用范围本工法适用于软土地区大直径管道长距离顶管施工中。
(四)工艺原理1、自动导向测量系统技术主要就是应用于长距离顶管施工时的自动监测、自动导向测量等一些有特殊需要的测量项目,这种测量项目要求长时间反复跟踪测量。
2、在研发的系统软件支持下,自动测量系统在计算机的控制下,各站点上的全站仪相互配合、自动有序地测量各导线点的水平角、垂直角及边长,如同人工测量一样,由导线起点逐站进行。
前后视仪器上的棱镜自动对准测站,相应的望远镜自动低头,以免干扰测站仪器的照准,其他站上的仪器自动面向侧方,以免视场上出现多个棱镜。
角度和边长测量数据自动传回计算机进行数据处理,计算机显示系统的测量结果。
各站导线测量每循环测量一次,约为3~4min。
每次测量完后,按设置的间歇时间停止运行,然后自动开始下一次测量,周而复始循环进行。
3、确保整条顶管管道无变形、沉降的前提下,计算机使用研发的系统软件根据激光测距仪传输回的数据,对盾构机头的姿态进行实时监控。
每次测量完成后,按设置的间歇时间停止运行,然后自动开始下一次测量,周而复始循环进行。

一种用于大口径光学系统装调的装置及方法1. 背景介绍大口径光学系统在现代科技领域中有着广泛的应用,包括天文望远镜、激光测量设备、卫星成像系统等。
然而,由于光学系统的大口径和复杂结构,使得其装调和校准变得异常困难。
为了解决这一问题,我们提出了一种新型的用于大口径光学系统装调的装置及方法。
2. 设计原理该装置采用了先进的自动化技术,能够实现对光学系统的快速调整和校准。
其主要包括以下几个部分:2.1 光学系统支架特制的支架能够精确稳定地支撑大口径光学系统,保证其在调整过程中的稳定性和精度。
2.2 光学元件定位装置采用高精度的定位装置,能够实现对光学系统中各个元件的精确定位和调整。
2.3 自动化调整系统通过激光测距、电动调焦等技术,实现对光学系统的自动化调整和校准,大大提高了调整效率和精度。
3. 装调方法使用该装置进行光学系统的装调主要包括以下几个步骤:3.1 安装光学系统支架在实验室或工作场所中,首先安装好特制的支架,将光学系统放置在支架上,并进行精确的固定。
3.2 调整光学元件利用定位装置,对光学系统中的各个元件进行精确定位和调整,保证其达到设计要求的位置和角度。
3.3 进行自动化调整连接自动化调整系统,根据预先设定的参数,启动自动化调整程序,让装置自动进行各个元件的调整和校准。
3.4 检验和确认对调整后的光学系统进行检验,确认其性能和精度达到要求,完成整个装调过程。
4. 实际应用经过多次实验和实际应用,该装置及方法已经成功应用于大口径光学系统的装调工作中,并取得了良好的效果。
在天文观测、激光测量等领域发挥了重要作用。
5. 结论我们提出的一种用于大口径光学系统装调的装置及方法,通过采用先进的自动化技术,能够实现对大口径光学系统的快速调整和校准,具有较高的实用价值和推广价值。
这种用于大口径光学系统装调的装置及方法,为大口径光学系统的装调和校准提供了一种新的解决方案,有着广阔的应用前景和产业化发展空间。
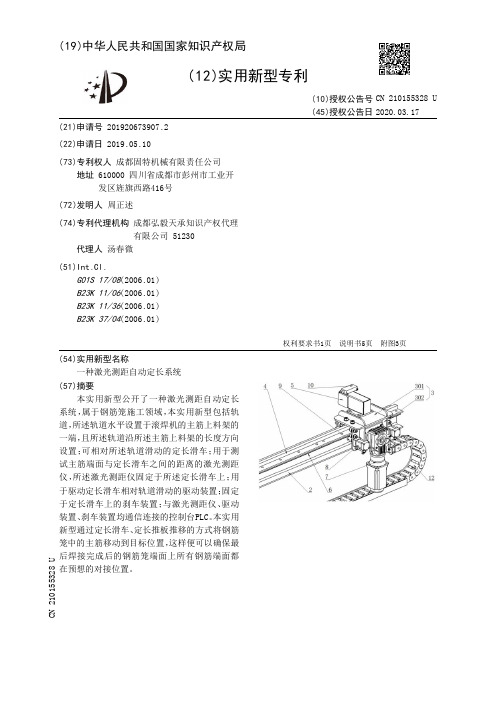
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920673907.2(22)申请日 2019.05.10(73)专利权人 成都固特机械有限责任公司地址 610000 四川省成都市彭州市工业开发区旌旗西路416号(72)发明人 周正述 (74)专利代理机构 成都弘毅天承知识产权代理有限公司 51230代理人 汤春微(51)Int.Cl.G01S 17/08(2006.01)B23K 11/06(2006.01)B23K 11/36(2006.01)B23K 37/04(2006.01)(54)实用新型名称一种激光测距自动定长系统(57)摘要本实用新型公开了一种激光测距自动定长系统,属于钢筋笼施工领域,本实用新型包括轨道,所述轨道水平设置于滚焊机的主筋上料架的一端,且所述轨道沿所述主筋上料架的长度方向设置;可相对所述轨道滑动的定长滑车;用于测试主筋端面与定长滑车之间的距离的激光测距仪,所述激光测距仪固定于所述定长滑车上;用于驱动定长滑车相对轨道滑动的驱动装置;固定于定长滑车上的刹车装置;与激光测距仪、驱动装置、刹车装置均通信连接的控制台PLC。
本实用新型通过定长滑车、定长推板推移的方式将钢筋笼中的主筋移动到目标位置,这样便可以确保最后焊接完成后的钢筋笼端面上所有钢筋端面都在预想的对接位置。
权利要求书1页 说明书5页 附图3页CN 210155328 U 2020.03.17C N 210155328U权 利 要 求 书1/1页CN 210155328 U1.一种激光测距自动定长系统,其特征在于,包括:轨道(2),所述轨道(2)水平设置于滚焊机的主筋上料架(1)的一端,且所述轨道(2)沿所述主筋上料架(1)的长度方向设置;可相对所述轨道(2)滑动的定长滑车(3);用于测试主筋端面与定长滑车(3)之间的距离的激光测距仪(10),所述激光测距仪(10)固定于所述定长滑车(3)上;用于驱动定长滑车(3)相对轨道(2)滑动的驱动装置;设于定长滑车(3)上的刹车装置;与激光测距仪(10)、驱动装置、刹车装置均通信连接的控制台PLC。

53 cm双筒激光测距望远镜控制系统的设计与实现黄涛;李祝莲;张海涛;李语强;熊耀恒【摘要】The rapid and steady control system of the 53 cm binocular laser ranging telescope is constructed to realize the tracking and measurementof fast space targets. The modularized control system of the telescope was designed,in which the closed-loops of current and velocity are achieved by the servo driver,and the composite PID algorithm and feedback of position are realized by the motion controller. The control case is integrated andthe controller is embedded. The controller is arranged to take charge ofthe real-time motion control,while the task management and human-computer interaction are realized by the host computer. Additionally,the user-defined communication protocol is formulated to overcome the communication delay and low timing precision of VC++. The control strategies of the 2th position closed-loop and the mixture PID are proposed to improve the tracking precision of the telescope. Experimental results indicate that the telescope can satisfy the precision of 5″ at the uniform speed of 3(°)/s and in the tracking process of low orbit satellites. Meanwhile,it reaches the precision of arc-second scale in the tracking of medium and high orbit satellites. The telescope has been proved that it is able to realize the rapid and steady tracking of space targets which are beyond 400 km far from the ground station,and can satisfy the demand of the property index.%研制53 cm双筒激光测距望远镜的快速平稳伺服控制系统,以实现快速空间目标的跟踪测量。

基于Cortex-M4的激光在线测量控制器设计张洪彬;任永杰;李正辉;张宾【摘要】针对现场白车身激光在线测量系统控制柜内控制模块过多,接线复杂,且在高强度工作时柔性视觉传感器线缆容易断裂造成短路等问题,设计了基于高性能Cortex-M4处理器的激光在线测量控制器;该控制器利用以太网与测量计算机通信,通过RS-485总线与多个视觉传感器相连,控制其快速、可靠地对白车身进行测量;同时在电源输出端采用电压取样的短路保护措施,并利用改进的限幅去极值平均滤波算法对电压采样值进行处理;与原有控制系统相比,该控制器具有结构简单,运行稳定,成本低,实时性好的优点,保障测量系统安全、可靠地运行.【期刊名称】《计算机测量与控制》【年(卷),期】2015(023)012【总页数】4页(P4064-4066,4070)【关键词】控制器;在线测量;通信协议;故障检测【作者】张洪彬;任永杰;李正辉;张宾【作者单位】天津大学精密测试技术及仪器国家重点实验室,天津300072;天津大学精密测试技术及仪器国家重点实验室,天津300072;天津大学精密测试技术及仪器国家重点实验室,天津300072;天津大学精密测试技术及仪器国家重点实验室,天津300072【正文语种】中文【中图分类】TP273为追求质量、效率,降低废品率,汽车制造企业愈加关注制造过程的控制。
采用先进的激光在线测量手段,对白车身制造过程工艺参数及产品状态进行严格,甚至是100%的测量和监控,确保制造过程的稳定、可控、可预测。
由于白车身空间尺寸大,需要检测的特征点数量多、分布广,通常采用固定式测量与机器人柔性测量相结合的方式对车身进行测量。
比如,对于白车身上机器人可达的待测特征,采用机器人带柔性视觉传感器的方法进行测量,而对于汽车底部等机器人无法到达部位的待测点,需要采用多个固定式视觉传感器进行测量。
通常一个车身底板测量工位包含20~40个固定式传感器和4个安装在机器人末端的柔性传感器,两者相结合,可以实现车身上所有待测特征的100%在线检测。
专利名称:一种基于激光测距的飞机大部件框式结构对接引导装置与方法
专利类型:发明专利
发明人:李泷杲,黄翔,秦宇,邓正平
申请号:CN201910182646.9
申请日:20190312
公开号:CN110001998A
公开日:
20190712
专利内容由知识产权出版社提供
摘要:本发明公开了基于激光测距的飞机大部件框式结构对接引导装置与方法,其测量工具为激光测距传感器,可应用于飞机大部件框式结构对接。
飞机部件A处于已定位状态,飞机部件B安装于调姿平台上,激光测距传感器安装于部件B,用于测量到部件A的距离,获得相对的姿态偏差,通过解算算法求得调姿量,依此驱动部件B调姿,过程迭代,直至A、B间隔均匀,定位准确。
本发明特点在于:1)取代传统的人眼观看对接状态的方式,对于结构不开敞的区域使用灵活,配合状态评估更加精确;2)相对激光跟踪仪等大尺寸测量引导的对接装配成本大大降低,且受温度、气流影响小,更加适用于飞行器外场拆装、维护、对接;3)结构简单,使用方便,适用面广。
申请人:南京航空航天大学
地址:210016 江苏省南京市秦淮区御道街29号
国籍:CN
代理机构:南京天华专利代理有限责任公司
代理人:瞿网兰
更多信息请下载全文后查看。