气缸盖平面度的检测.
- 格式:ppt
- 大小:690.00 KB
- 文档页数:11



气缸盖平面度标准值
气缸盖是发动机的一个重要部件,它连接着发动机缸体和气门机构,承受着高温高压的工作环境。
为了保证发动机正常运转和延长使用寿命,气缸盖的平面度必须符合一定的标准值。
气缸盖的平面度是指气缸盖平面与水平面之间的差值,一般用毫米或英寸来表示。
如果气缸盖的平面度过大或过小,都会对发动机的工作产生不良影响,如漏气、爆缸、增加磨损等。
目前,不同型号的发动机所要求的气缸盖平面度标准值也各有不同,但一般来说,标准值一般在0.05毫米以内。
如果气缸盖的平面度超出标准值,就需要进行修整,以使其符合要求。
修整气缸盖平面度的方法主要有研磨、加工、热平衡等。
其中,研磨是最常用的方法,可以通过研磨机对气缸盖进行修整,使其表面平整度符合标准。
总之,气缸盖平面度的标准值是保证发动机正常运转和延长使用寿命的重要指标,需要在维修和保养时进行定期检查和修整。
- 1 -。


气缸盖和气缸体平面度检测气缸体平面度的检测将刀口尺沿气缸气缸盖和气缸体平面度检测(1)气缸体平面度的检测将刀口尺沿气缸体上平面最外侧螺纹孔的对角线方向、所有螺纹孔的直线方向放置,如图3-3所示,观察刀口尺和缸体接触面上是否有漏光点,如果有漏光点,用塞尺测量漏光处的间隙,如图3-4所示,所测所有间隙的最大值即为气缸体平面变形量;气缸体上平面最大变形量为0.05mm,如果超过最大值应予修理或更换气缸体。
图3-3 气缸体平面度测量位置图3-4 气缸体平面度检测(2)气缸盖平面度的检测将刀口尺沿气缸盖平面最外侧螺栓孔的对角线方向、直线方向放置,如图3-5所示,观察刀口尺和气缸盖接触面上是否有漏光点,如果有漏光点,用塞尺测量漏光处的间隙,如图3-6所示,所测所有间隙的最大值即为气缸盖平面变形量;气缸盖平面最大变形量为0.05mm,如果超过最大值应予修理或更换气缸盖。
图3-5 气缸盖平面度测量位置图3-6 气缸盖平面度检测(3)气缸盖进气歧管结合面平面度的检测将刀口尺放在气缸盖进气歧管配合面对角线方向,观察刀口尺和气缸盖进气歧管配合面上是否有漏光点,如果有漏光点,用塞尺测量漏光处的间隙,如图3-7所示,所测所有间隙的最大值即为气缸盖进气歧管配合面的平面变形量;气缸盖进气歧管配合面的最大变形量为0.10 mm。
(4)气缸盖排气歧管结合面平面度的检测将刀口尺放在气缸盖排气歧管配合面对角线方向,观察刀口尺和气缸盖排气歧管配合面上是否有漏光点,如果有漏光点,用塞尺测量漏光处的间隙,如图3-8所示,所测所有间隙的最大值即为气缸盖排气歧管配合面的平面变形量;气缸盖排气歧管配合面的最大变形量为0.10 mm。
图3-7 进气歧管结合面平面度的检测 图3-8 排气歧管结合面平面度的检测 技能操作视频:检查汽缸盖的平面度(ST2-074)技能操作视频:检查汽缸体的平面度(ST2-075)。

气缸盖检修项目指导书一、项目目标(一)技能目标:1.掌握气缸盖平面度检验方法;2.掌握气门座密封锥面较削、研磨及密封性能检验方法;3.掌握气门座圈及气门导管镶换方法。
(二)知识目标:1.掌握气缸盖平面修复方法;2.掌握气门座圈及气门导管选配原则;二、项目内容(一)气缸盖平面度检验用直尺和塞尺对气缸盖的六个方向部位进行检查,取塞尺测量的间隙最大值为平面度误差。
气缸盖下平面的平面度公差,在任意50毫米×50毫米内不得大于0.05毫米,在整个平面上不得大于0.15毫米,在相邻两燃烧室之间的平面上,不允许有明显的划痕或击伤。
否则,应予以修理。
气缸盖下平面的平面度超过规定极限值时,可用刮削、研磨、磨削的方法修理。
磨削时,注意气缸盖的最小厚度尺寸应保持在极限值以上,若小于气缸盖厚度尺寸而平面度值又大于平面度极限值时,应更换气缸盖。
气缸盖与进、排气歧管接合平面平面度的检查方法同上,气缸盖与进、排气歧管接合平面平面度极限值为0.10mm。
(二)气门座的铰削(手工进行)A、选择刀杆:铰削气门座时,利用气门导管作为定位基准。
根据气门导管的内径选择相适应的定心杆直径,导杆以轻易插入气门导管内,无旷动量为宜;调整定心杆,使它与导管内孔密切接触不活动,保证铰削的气门座与气门导管中心线重合。
B、粗铰:选用与气门工作面锥角相同的粗铰刀,置与导杆上,把砂布垫在铰刀下,要磨除座口硬化层,以防止铰刀打滑和延长铰刀使用寿命;直到凹陷、斑点全部去除并形成2.5毫米以上的完整锥面为止。
注意:铰削时,两手握住手柄垂直向下用力,并只作顺时针方向转动,不允许倒转或只在小范围内转动。
C、试配:粗铰后,在气门座铰削表面上涂红丹,用相配的气门检查气门与气门座的接触环带位置,应在气门工作锥面的中部靠里,其宽度一般以1—2.5毫米为宜.。
当接触面偏上时,用15度锥角的绞刀铰上口,接触面偏下时,用75度锥角的绞刀铰下口。
D、精铰:选用与工作面角度相同的细刃铰刀进行精铰,并在铰刀下面垫以细纱布进行磨修,以降低气门座口表面粗糙度。


汽缸体与汽缸盖平面发生变形可测量其平面度误差。
测量时用等于或略大于被测平面全长的刀形样板尺或直尺,沿汽缸体或汽缸盖平面的纵向、横向和对角线方向多处进行测量,然后用厚薄规测量其与平面间的问隙,最大间隙即该平面的平面度误差,如图4—1所示。
图4—1汽缸体与汽缸盖平面度检测汽缸体与汽缸盖接合平面的平面度要求如下:铝合金气缸体一般为0.25mm ,铸铁气缸体一般为 0.10mm 。
缸盖一般不能超过 0.05mm,否则应进行修理或更换。
对铝合金缸盖的变形多用压力校正法修理,即:将缸盖放置在平台上,用压力机在其凸起部分逐渐加压,同时用喷灯在变形处加热至 300~400 ℃,待缸盖平面与平台贴合后保持压力直到冷却。
对铸铁气缸盖的变形一般采用磨削或铣削方法进行修理。
但切削量不能过大,一般不允许超过0.5mm ,否则将改变发动机压缩比。
曲轴轴颈磨损的检验1、曲轴轴颈磨损的检验(1)将被检验的曲轴进行清洗,擦(吹)干后横放在曲轴支持架上,或连同飞轮立放在地面上。
(2)依次在曲轴主轴颈和连杆轴颈两端避开倒角处的两个横截面,I-I、II-II上,分别在圆周方向测量各轴颈的最大和最小直径,并将测量数据填入实验报告册。
(3)圆度和圆柱度的计算分别计算同一轴颈的两个横截面上的最大与最小直径差的一半,为该截面的圆柱度误差,取其大的表示该轴颈的圆度误差。
用同一轴颈两横截面中最大与最小直径差的一半表示该轴颈的圆柱度误差。
被测曲轴轴颈的圆度和圆柱度用其同名轴颈中圆柱度的最大值表示。
(4)曲轴轴颈的检验分类新曲轴或磨削后的曲轴,其直径必须符合尺寸和尺寸公差要求,各轴颈的圆度和圆柱度误差符合原厂规定。
大修时,各轴颈的圆度和圆柱度小于或等于允许值,曲轴可不经修理直接使用,超过允许值,曲轴轴颈必须修理方可使用。
修理时,同名轴颈的修理尺寸必须一致,异名轴颈允许采用不同的修理尺寸。
2、曲轴裂纹的检验(磁力探伤法)(1)CJS-3型便携式磁力探伤仪的主要技术性能:电源电压:单相交流电220V±10%。

气缸测量记录表(尺寸单位:mm)
圆度误差:径向测量最大直径-最小直径
2
圆柱度误差:轴向测量最大直径-最小直径
2
如果气缸的最大磨损量,圆度误差,圆柱度误差任意一项指标超过允许极限,均应修理或更换气缸体(套)。
汽油机圆度误差为0.05mm,圆柱度误差为0.20mm
解决问题:
1)确定所测气缸是否要修?
2)若要修确定维修级别和尺寸。
(一级维修级别为:0.25mm每级增加0.25)
气缸的修理尺寸=气缸最大直径+镗磨余量(0.10—0.20mm)
气缸体、气缸盖平面度检修记录表测量位置示意图
测量结果(单位mm)
注:气缸体、气缸盖平面度误差不超过0.10mm。

气缸测量记录表(尺寸单位:mm)
圆度误差:径向测量最大直径-最小直径
2
圆柱度误差:轴向测量最大直径-最小直径
2
如果气缸的最大磨损量,圆度误差,圆柱度误差任意一项指标超过允许极限,均应修理或更换气缸体(套)。
汽油机圆度误差为0.05mm,圆柱度误差为0.20mm
解决问题:
1)确定所测气缸是否要修?
2)若要修确定维修级别和尺寸。
(一级维修级别为:0.25mm每级增加0.25)
气缸的修理尺寸=气缸最大直径+镗磨余量(0.10—0.20mm)
气缸体、气缸盖平面度检修记录表测量位置示意图
测量结果(单位mm)
注:气缸体、气缸盖平面度误差不超过0.10mm。
实验一发动机曲轴形位误差的检测1、实验目的⑴曲轴弯曲变形的检测⑵曲轴曲柄半径的检测⑶曲轴轴颈磨损的检测并确定轴颈的修理尺寸2.训练准备1)测量平台1台、万向磁力表座1个、框式水平仪1台、V形架。
2)百分表1块,高度游标卡尺1把,外径千分尺2把。
3)发动机曲轴1根。
4)棉纱若干。
3.实验要求1)正确选择使用工、量具及设备;2)采用正确的检测方法,将测量误差控制在规定范围之内;3)安全文明操作。
4.技术标准曲轴弯曲度,中型货车不大于0.15mm,轿车不大于0.06mm。
5.基本操作步骤操作步骤描述:清洁并校验平台支撑曲轴检验百分表检验磁力表座装表压表测量计算确定变形量。
步骤1:清洁并校验平台⑴用棉纱清洁测量平台。
⑵用框式水平仪检验测量平台是否水平。
⑶如平台未水平,进行调整。
步骤2:支撑曲轴⑴用棉纱清洁V形铁,并将V形架放在测量平台上。
⑵用棉纱清洁曲轴各道轴颈。
⑶把曲轴首末端的主轴颈放在V形架上。
⑷清洁高度游标卡尺,并进行校正。
⑸用高度游标卡尺检测曲轴首末端主轴颈最高素线的高度。
⑹调整曲轴首末道主轴颈中心轴线,使其处于水平位置。
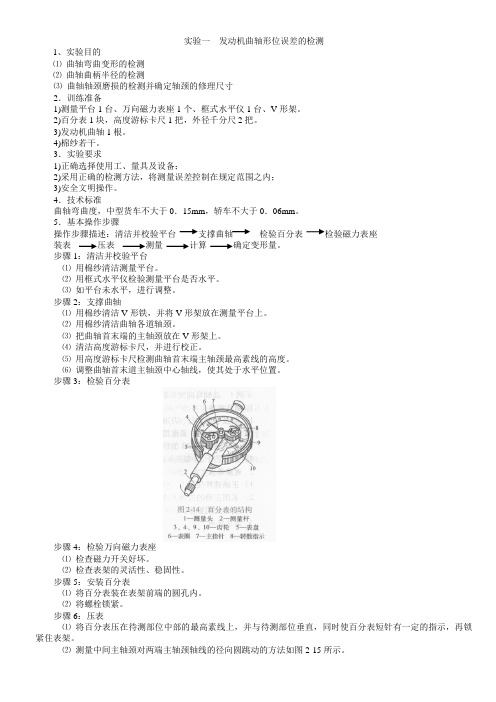
步骤3:检验百分表步骤4:检验万向磁力表座⑴检查磁力开关好坏。
⑵检查表架的灵活性、稳固性。
步骤5:安装百分表⑴将百分表装在表架前端的圆孔内。
⑵将螺栓锁紧。
步骤6:压表⑴将百分表压在待测部位中部的最高素线上,并与待测部位垂直,同时使百分表短针有一定的指示,再锁紧住表架。
⑵测量中间主轴颈对两端主轴颈轴线的径向圆跳动的方法如图2-15所示。
步骤7:测量⑴打开表座的磁力开关,固定磁力表座。
⑵将曲轴慢慢旋转一圈,读出百分表的最大读数和最小读数。
步骤8:计算,确定变形量⑴径向圆跳动的计算方法:最大读数与最小读数之差的一半。
⑵端面圆跳动的计算方法:最大读数与最小读数之差。
⑶所得结果与技术标准相比较,确定变形量。
注意:校验测量平台是否水平应分段测量。
如水平仪的水准器(俗称气泡)偏向哪侧,就说明该侧高,应适当调整测量平台。

气缸盖平面度检测步骤嘿,咱今天就来说说气缸盖平面度检测这档子事儿哈!你可别小瞧了这一步,它就像是给气缸盖做一次全面的“体检”呢!首先啊,咱得把气缸盖给清理干净咯,就像给人洗脸一样,得把那些灰尘啊、油污啊啥的都弄掉,不然咋能看清它的真面目呢。
然后呢,把它稳稳地放在一个平整的地方,这地方可不能坑坑洼洼的,不然检测还能准嘛!接下来,就是用咱专门的检测工具上场啦!这工具就像是医生的听诊器,能把气缸盖的情况摸得透透的。
把它轻轻地放在气缸盖上,慢慢地移动,感受一下有没有不平整的地方。
这时候你就得细心啦,不能马虎,就像找宝藏一样,得仔细找找那些隐藏的“小瑕疵”。
要是感觉有地方不太平整,嘿,那可就得注意咯!再仔细瞅瞅,看看是不是真的有问题。
这就好比你走路感觉脚下有个小石头,得停下来看看是不是真有石头,还是自己的错觉呀。
检测的时候可不能着急,得一步一步来。
就像走楼梯,得一阶一阶地走,不然不得摔跟头啊。
而且啊,你还得换几个角度检测呢,不能光从一个方向看,那多片面呀。
你想想,要是气缸盖平面度有问题,那车子还能好好跑嘛?就像人要是腿不舒服,还能跑得动嘛!所以说啊,这检测步骤可重要了,一点都不能马虎。
咱检测完了,要是没啥问题,那就皆大欢喜啦,可以放心地把气缸盖装回去啦。
但要是有问题呢,那可就得赶紧解决呀,不能拖着不管。
不然等出了大毛病,那可就麻烦咯。
总之呢,气缸盖平面度检测这事儿啊,虽然看着简单,但是真要做好可不容易呢。
得有耐心,得细心,还得有点专业知识。
可别不当回事儿呀,这可是关系到车子能不能好好跑的大事儿呢!咱可不能让车子带着“病”上路呀,那多不安全呀!你说是不是这个理儿?。

检测气缸平面度的方法
气缸平面度的检测方法是确保发动机正常运行的重要步骤。
以下是一些常用的
气缸平面度检测方法:
1. 平板法:这是最常用的方法之一。
将一块平坦的金属板放置在气缸座上,确
保表面与气缸座完全接触。
然后使用测微千分尺或其他专用工具测量气缸座表面的高度变化。
如果高度变化超过规定的容许范围,就表明气缸座不平整。
2. 蓝色试剂法:这种方法需要使用专门的蓝色染料。
先将蓝色染料涂抹在气缸
座上,然后将平塞放置在气缸内。
拧紧缸盖并拆下,观察平塞上是否出现染料。
如果染料分布不均匀,则可能存在气缸座不平整的问题。
3. 量具法:使用特殊的量具在气缸座上进行测量。
这些量具包括气缸座测微仪、平板、气缸座测量棒等。
通过这些工具的应用,可以直接测量气缸座的平整度。
在执行气缸平面度检测时,需要注意以下事项:
1. 确保测量仪器准确可靠,以避免误差对测量结果的影响。
2. 检查量具的使用和校准说明,确保正确使用。
3. 在进行检测前,应将发动机冷却并放置在水平位置。
4. 定期清洁气缸座表面,以确保测量结果的准确性。
综上所述,通过以上提到的平板法、蓝色试剂法和量具法,您可以进行气缸平
面度的检测。
请根据具体的实际情况选择适合的方法,并确保严格按照操作步骤进行。
这些方法将帮助您确保发动机的正常运行。


一、实训背景气缸作为内燃机的重要部件,其平面度直接影响着发动机的性能和寿命。
为了保证发动机的正常运行,气缸平面度的检测和修复是发动机维修和制造过程中的关键环节。
本次实训旨在通过实际操作,掌握气缸平面度的检测方法,提高对气缸平面度问题的识别和解决能力。
二、实训目的1. 熟悉气缸平面度的检测原理和设备;2. 掌握气缸平面度检测的操作步骤;3. 学会分析气缸平面度检测结果,并制定相应的修复方案;4. 提高实际操作技能,为后续发动机维修和制造工作打下基础。
三、实训内容1. 气缸平面度检测原理气缸平面度检测是通过测量气缸上、下平面与基准面之间的距离差,来判断气缸平面度是否符合要求。
常用的检测方法有百分表法、塞尺法等。
2. 气缸平面度检测设备实训中使用的气缸平面度检测设备包括:百分表、塞尺、水平仪、气缸体、气缸盖、平板等。
3. 气缸平面度检测操作步骤(1)将气缸体放置在平板上,确保气缸体平稳;(2)使用水平仪检查气缸体是否水平;(3)将百分表夹具固定在平板上,调整百分表与气缸上平面的距离;(4)移动百分表,测量气缸上、下平面与基准面之间的距离差;(5)重复上述步骤,测量气缸体的其他部位;(6)将检测结果与标准值进行比较,分析气缸平面度是否符合要求。
4. 气缸平面度检测结果分析及修复方案(1)若气缸平面度符合要求,则无需进行修复;(2)若气缸平面度不符合要求,则需根据具体情况制定修复方案。
修复方法包括:研磨、磨削、机械加工等。
四、实训结果本次实训,通过实际操作,掌握了气缸平面度的检测方法,并对检测结果进行了分析。
在检测过程中,发现部分气缸平面度存在轻微偏差,但均在允许范围内。
通过对检测结果的分析,制定了一系列修复方案,为后续发动机维修和制造工作提供了有力支持。
五、实训总结通过本次实训,我对气缸平面度的检测方法和修复工艺有了更加深入的了解。
在实际操作过程中,我掌握了以下技能:1. 气缸平面度检测设备的操作方法;2. 气缸平面度检测操作步骤;3. 气缸平面度检测结果分析及修复方案制定。

一、实训目的1. 理解气缸体在发动机中的重要作用及结构特点。
2. 掌握气缸体检测的基本方法、步骤和注意事项。
3. 提高实际操作能力,为今后从事汽车维修工作打下基础。
二、实训时间2023年3月10日三、实训地点汽车维修实训室四、实训内容1. 气缸体平面度检测2. 气缸磨损检测3. 气缸体水压试验4. 气缸盖平面度检测5. 气缸盖燃烧室容积测量五、实训设备及工、量具1. 气缸体(桑塔纳2个,CA6102或EQ6100 2个)2. 气缸盖(桑塔纳2个,CA6102或EQ6100 2个)3. 曲轴(桑塔纳2个,CA6102或EQ61002个)4. 游标卡尺(1250.02mm)2把5. 高度游标卡尺(0~3000.02mm)2把6. S-SY10型缸体手动试压泵2台7. CJS-3型便携式磁力探伤仪2台8. 干磁粉2瓶9. 表面粗糙度样板2组10. 刀形平尺(1000mm,0级)2把11. V型块或滑轮支架2套12. 放大镜(5—10倍)六、实训过程1. 气缸体平面度检测将气缸体上平面放置在工作台上,用刀口尺放置在工作平面上,用塞尺配合,在6个位置上测量最大间隙,要求缸体的平面度在100 mm X 100mm范围内不大于0.03mm。
2. 气缸磨损检测使用内径百分表在活塞环工作区域内用两点测量法测量,在缸体上中下3个平面上测量尺寸,再在同一平面与长轴成90°处测量另3个平面的尺寸,共6个数据,并做好记录。
3. 气缸体水压试验将气缸体放置在手动试压泵上,加压至规定压力,观察气缸体是否有泄漏现象。
4. 气缸盖平面度检测将气缸盖放置在工作台上,用刀口尺放置在工作平面上,用塞尺配合,在6个位置上测量最大间隙,要求缸盖的下平面表面最大变形为0.05mm,进气歧管侧平面为0.10mm,排气歧管侧平面为0.10mm。
5. 气缸盖燃烧室容积测量将气缸盖放置在工作台上,使用专用测量工具测量燃烧室容积。
七、实训总结1. 通过本次实训,掌握了气缸体检测的基本方法、步骤和注意事项,提高了实际操作能力。

