常用塑胶材料温度一览表
- 格式:xls
- 大小:21.00 KB
- 文档页数:2
塑料熔融温度记录
本文记录了几种常见塑料的熔融温度情况。
塑料是一种广泛使用的化学物质,其性质和用途各不相同。
了解它们的熔融温度可以帮助我们更好地使用它们。
1. 聚乙烯(PE):熔融温度为120-130°C。
PE是一种常用的塑料,具有优异的耐磨性和抗化学腐蚀性,可用于制造塑料袋、水管等。
2. 聚丙烯(PP):熔融温度为160-170°C。
PP是一种硬度较高的塑料,通常用于制造汽车零部件、食品容器等。
3. 聚苯乙烯(PS):熔融温度为200-240°C。
PS是一种透明、硬度较高的塑料,常用于制造CD盒、餐具等。
4. 聚氯乙烯(PVC):熔融温度为160-210°C。
PVC是一种常用的塑料,具有耐腐蚀性和可塑性,可用于制造管道、地板等。
5. 聚碳酸酯(PC):熔融温度为230-260°C。
PC是一种透明、硬度较高的塑料,常用于制造眼镜、手机屏幕等。
以上是几种常见塑料的熔融温度情况。
需要注意的是,这些温度只是大致范围,具体的温度还需要根据不同的生产工艺和材料特性进行调整。
- 1 -。
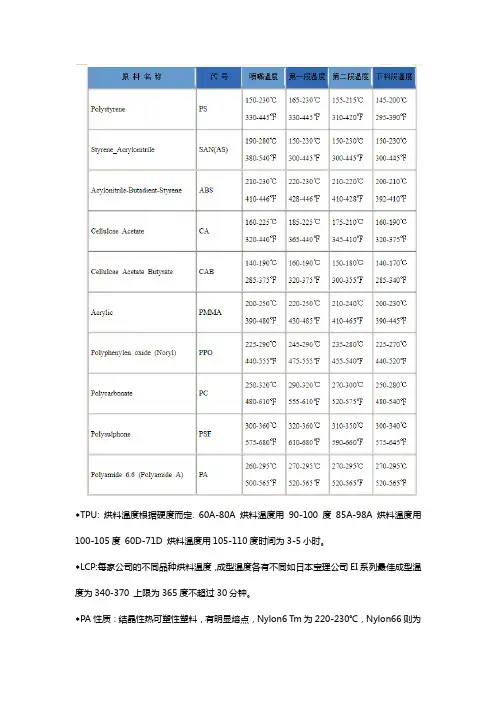
◆TPU: 烘料温度根据硬度而定. 60A-80A 烘料温度用90-100度85A-98A 烘料温度用100-105度60D-71D 烘料温度用105-110度时间为3-5小时。
◆LCP:每家公司的不同品种烘料温度,成型温度各有不同如日本宝理公司EI系列最佳成型温度为340-370 上限为365度不超过30分钟。
◆PA性质:结晶性热可塑性塑料,有明显熔点,Nylon6 Tm为220-230℃,Nylon66则为260-270℃,尼龙本身具吸水基故有吸水性,成形前须干燥,温度过高干燥则尼龙粒变色。
◆PC/ABS:比重一般为1.15,吸水率为0.2%,成型收缩率为0.4-0.6,热变形温度则为120%,干燥温度应该用100,烘料温度100-110度烘烤3-4小时。
◆AS:喷嘴190-210度注塑压力应该用50-60度,保压压力应该用40-50,模温50-70,螺杆转速40-60,背压5-10 烘料温度80-100 烘料时间2-4H。
◆PBT:喷嘴温度230-245 注塑压力70-120,保压压力40-50,模温50-160,螺杆转速40-70,背压5-10,烘料温度100-140 烘料时间4-6小时。
◆PET:喷嘴240-270,注塑压力70-100,保压压力40-50,模温50-160,螺杆转速40-75,螺杆背压5-10,烘料温度100-140,烘料时间6-8小时。
◆PC:喷嘴270-300,模温80-120,烘料温度100-120,烘料时间2-4小时。
◆PA6:喷嘴250-260,模温50-110,烘料温度80-110,烘料时间4-6小时。
◆PA66:喷嘴250-280,模温50-110,烘料温度80-130,烘料时间4-6小时。
◆PPS:喷嘴290-300,模温80-150,烘料温度120-140,烘烤时间2-4小时。
◆LCP:喷嘴300-310,模温90-180,烘料温度130-140,烘烤时间2-4小时。
工程塑料常用成型温度1. 聚苯硫醚(PPS)聚苯硫醚是一种高性能的工程塑料,具有优异的耐高温、耐化学腐蚀和耐辐射性能。
在成型过程中,其熔点较高,需要较高的成型温度。
通常在300-330℃之间进行注射成型。
2. 聚醚醚酮(PEEK)聚醚醚酮是一种高分子量的聚合物,具有优异的耐磨性、耐高温和耐化学腐蚀性能。
其成型温度范围较宽,一般在340-380℃之间进行注射成型。
3. 聚酰亚胺(PI)聚酰亚胺具有极高的耐高温、耐化学腐蚀和电绝缘性能。
其成型温度范围较宽,一般在300-400℃之间进行注射成型。
4. 聚对羟基苯甲酸酯(PARA)聚对羟基苯甲酸酯具有良好的耐高温、耐化学腐蚀和耐辐射性能。
其成型温度范围较宽,一般在280-320℃之间进行注射成型。
5. 聚醚酰亚胺(PEI)聚醚酰亚胺具有优异的耐高温、耐化学腐蚀和电绝缘性能。
其成型温度范围较宽,一般在290-350℃之间进行注射成型。
6. 聚四氟乙烯(PTFE)聚四氟乙烯具有极佳的耐腐蚀性能和低摩擦系数,但成型温度范围较窄。
一般在340-425℃之间进行注射成型。
7. 聚酯纤维(PET)聚酯纤维具有优良的力学性能和耐化学腐蚀性能,其成型温度范围较宽,一般在260-300℃之间进行注射成型。
8. 聚甲醛(POM)聚甲醛具有优良的耐磨性、耐化学腐蚀和加工性能,其成型温度范围较窄。
一般在170-210℃之间进行注射成型。
9. 聚碳酸酯(PC)聚碳酸酯具有优良的力学性能、耐冲击和耐化学腐蚀性能,其成型温度范围较宽,一般在280-320℃之间进行注射成型。
10. 聚酰胺(PA)聚酰胺具有优良的力学性能、耐磨性和耐化学腐蚀性能,其成型温度范围较宽,一般在220-320℃之间进行注射成型。
11. 聚甲醛(POM)由于聚甲醛具有较高的结晶度和优良的耐磨性,被广泛应用于制造精密机械零件和汽车零部件。
在成型过程中,其熔点较高,需要较高的成型温度。
通常在210-240℃之间进行注射成型。

LCP+30%GF265PPS260 PCT+30%GF275LCP+30%GF265常用塑料的耐热性能(未经改性的)热变形温度----------维卡软化点 ------------马丁耐热 HDPE 80-------------------120 -----------------------\ LDPE 50--------------------95-------------------------\ EVA \-------------------- 64-------------------------\ PP 102-------------------150------------------------\ PS 85--------------------105----------------------- PMMA 100-------------------120------------------------\ PTFE 260-------------------110------------------------\ ABS 86--------------------16 0-----------------------75 PSF 185-------------------180----------------------150 POM 98--------------------141----------------------55 PC 134--------------------153----------------------112 PA6 58--------------------180-----------------------48 PA66 60--------------------217-----------------------50 PA1010 55---------------------159-----------------------44 PET 70-----------------------\-------------------------80 P BT 66---------------------177-----------------------49 PPS 240---------------------\-------------------------102 PPO 172---------------------\-------------------------110 PI 360-------------------300-------------------------\ LCP 315--------------------\---------------------------\ABS塑料特点:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
36个常用塑胶原料成型温度,想做好工艺就牢记于心认识从文章开始!你需要、就是我们深交的开始。
ABS(丙烯腈-丁二烯-苯乙烯共聚合物)1. 依照流动性选定适当之浇道及浇口。
2. 对应浇口位置选择适当熔合状态。
3. 由于高压成形,退缩倾斜须在2°以上。
4. 成形收缩率须在0.5%左右。
5. 常用于镀金品,其注意事项如下:(1) 料管温度宜高,约220℃~250℃;(2) 射出温度宜慢(用二次加压法)、射出压力宜低;(3) 不可用离模剂;(4) 不可有收缩下陷及熔接线之流痕;(5) 成品表面不可有创痕。
6. 加热温度180~290℃、模具温度50~80℃、料管温度200~230℃、喷出料温度200~240℃、射出压力700~1500kg/cm²、最低操作温度260℃。
7. 使用热风干燥机、干燥温度为80~100℃、需时2~4小时(0.3%以下)、料管温度第一段为220~240℃;第二段为210~240℃;第三段为180~230℃;第四段为150~180℃;模具表面温度50~90℃、射出压力500~2100kg/cm²。
8. 温度设定:射嘴203~295℃、前段220~295℃、中段210~290℃、后段180~210℃;螺杆转速70~150rpm、模具温度10~80℃、保压30~60%、背压100~250kg/cm²。
9. 密度1.04~1.06g/cc,变形温度82~122℃,成型收缩率0.4~0.8%,比重1.0~1.2,线膨胀系数0.00006~0.00013/℃,成型收缩率0.3~0.8%,热变形温度66~107℃(88~113℃)。
AS(SAN)丙烯腈-苯乙烯共聚合物1. 成形品有钵裂之虞者,注意成形品设计。
特殊情况使用1°以上之退缩倾斜,注意模具不得有低陷部分。
2. 成形收缩率为0.45%左右、加热温度170~310℃、使用热风干燥机、干燥时间2~3小时(0.1%以下)、干燥温度80~100℃、料管温度180~290℃、。
常用塑胶材料的成型温度1.聚乙烯(PE)聚乙烯是一种常见的塑料,具有良好的物理机械性能和化学稳定性。
其成型温度通常在180°C至260°C之间。
2.聚丙烯(PP)聚丙烯是一种具有良好刚性和耐热性的塑料,广泛应用于各个领域。
其成型温度通常在180°C至270°C之间。
3.聚氯乙烯(PVC)聚氯乙烯是一种常见的塑料,具有良好的耐腐蚀性能和低温韧性。
其硬质PVC的成型温度通常在150°C至200°C之间,而软质PVC的成型温度通常在100°C至140°C之间。
4.聚苯乙烯(PS)聚苯乙烯是一种常见的塑料,具有良好的透明性和抗冲击性能。
其成型温度通常在180°C至240°C之间。
5.聚碳酸酯(PC)聚碳酸酯是一种高强度、高透明、耐热的塑料,被广泛应用于电子、汽车等领域。
其成型温度通常在220°C至320°C之间。
6.聚酰胺(PA)聚酰胺是一种具有优异的耐磨性和耐腐蚀性的塑料,常用于制造工程塑料。
其成型温度通常在230°C至310°C之间。
除了上述常用的塑胶材料外,还有许多其他材料如聚乙烯醇(PVA)、聚丁二烯(BR)、尼龙(PA6、PA66)等也被广泛应用于各个领域。
这些材料的成型温度也会根据其特性和应用需求而有所不同。
总而言之,塑胶材料的成型温度是一个综合考虑材料特性、成型工艺和产品要求的参数,不同材料具有不同的成型温度范围,正确选择和控制成型温度对于实现良好的成型效果和产品质量非常重要。
1、聚氨酯(PU):-70°C—+80°C。
2、尼龙(PA):-30 °C—+80°C。
3、聚甲醛(POM):-40 °C—+100°C。
4、聚丙烯(PP):-30 ° C—+140° C。
5、聚乙烯(PE):-100 ° C—+100° C。
6、聚氯乙烯(PVC):-15 °C—+80°C。
7、聚砜(PSU):-100 ° C—+175° C。
8、聚苯硫醚(PPS:长期使用温度可达200至240度,瞬间可达到260 ° G9、聚醚酰亚胺(PEI):-200 ° C—+170° C。
10、聚酰胺亚酰胺(PAI):-200 ° C—+280° C。
11、聚醚醚酮(PEEK:长期使用温度为-40 ° C- +250° C,瞬间可达到300° C。
12、聚偏氟乙烯(PVDF):-60 ° C—+170° C。
13、聚苯醚(PPO : -127 ° C- + 120° C,瞬间可达到200 ° G14、聚四氟乙烯(PTFE:-180 ° C- +250° C,可长期工作温度为零下50至250度。
15、苯乙烯- 丁二烯- 丙烯晴聚合物(ABS):-30 ° C-+80° C。
16、亚克力(PMMA):-40 ° C-+90° C。
17、聚碳酸酯(PC):-40 ° C-+120° C。
18、聚苯乙烯(PS):-30 ° C-90° C。
19、聚对苯二甲酸乙二醇酯(PET) : -70 ° C- + 120° C,短时可达150度。
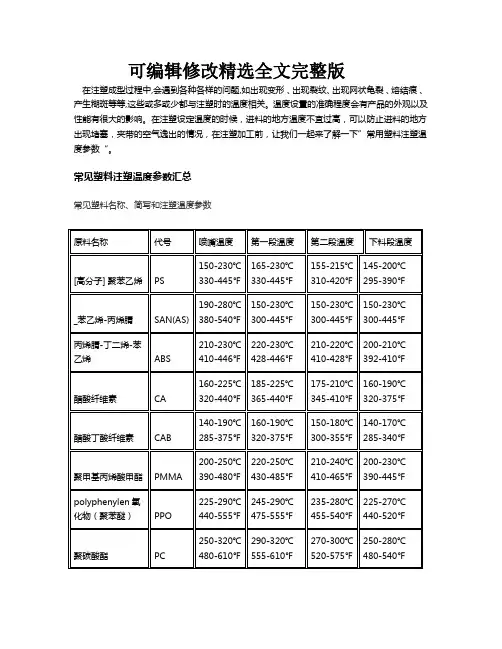
可编辑修改精选全文完整版在注塑成型过程中,会遇到各种各样的问题,如出现变形、出现裂纹、出现网状龟裂、熔结痕、产生糊斑等等,这些或多或少都与注塑时的温度相关。
温度设置的准确程度会有产品的外观以及性能有很大的影响。
在注塑设定温度的时候,进料的地方温度不宜过高,可以防止进料的地方出现堵塞,夹带的空气逸出的情况,在注塑加工前,让我们一起来了解一下”常用塑料注塑温度参数“。
常见塑料注塑温度参数汇总常见塑料名称、简写和注塑温度参数在注塑生产中,常见的几个问题值得注意:由于透明塑料的透光率要高,必然对塑料制品的表面质量要求严格,不能有任何斑点,气孔,泛白、喷雾、黑点、色差、色泽不佳等缺陷,因此在整个注塑工艺中,对原料、设备、模具甚至产品的设计,都要非常注意并提出严格的甚至是特殊的要求。
第二,由于透明塑料多为高熔点,流动性差,所以为了保证产品的表面质量,经常需要对机筒温度、注塑压力、注塑速度等工艺参数进行微调,使注塑时既能充满模具,又不会产生内应力,从而导致产品变形和开裂。
以下为配料准备情况。
从设备与模具要求、注塑工艺与原料处理等几个方面,谈谈应注意的问题。
1、原料的制备和干燥由于塑料中含有任何一点杂质,因此会影响产品的透明度,从而也会影响储存、运输。
进料时要注意密封,确保原料的清洁卫生。
尤其是原料中含有水分,加热后会导致原料变质,因此一定要干燥,并且在注塑时,添加的原料必须采用干燥斗。
另外一点需要注意的是,在干燥过程中,输入的空气最好要经过过滤,除湿,以确保不会污染原料。
2、机筒,螺杆及其配件的清洗。
为了防止原料污染,并在螺杆及附件凹陷处存有旧料或杂质,特别是热稳定性差的树脂,所以在使用前和停机后,应用螺杆清洁剂对各部件进行清洗,使其不能粘有杂质,当无螺杆清洁剂时,可用PE、PS等树脂对螺杆进行清洗。
暂时停机时,为防止物料在高温下停留时间过长,引起解降,应将干燥器与机筒的温度降到160℃以下,如PC、PMMA等。