烟煤粘结指数测定
- 格式:docx
- 大小:18.64 KB
- 文档页数:2
问:烟煤粘结指数测定的方法要点、实质和意义是什么?答:烟煤粘结指数测定方法是将一定质量的试验煤样和标准专用无烟煤(简称专用无烟煤),在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的而磨强度,即抗破坏力的大小来表示试验煤样的粘结能力。
因此,烟煤粘结指数实质是试验烟煤样在受热后,煤颗粒之间或煤粒与惰性组分颗粒间结合牢固程度的一种度量,它是各种物理和化学变化过程的最终结果。
粘结指数是判别煤的粘结性、结焦性的一个关键性指标。
煤的结焦过程是由很多环节构成的一个极其复杂的工艺过程。
炼焦工艺的主要目的是制取焦炭。
要想得到高强度的焦炭,煤在室式焦炉内受热后,其软化、膨胀(析气)、熔融和固化(收缩),必须进行到“恰到好处”,这样,煤的粘结能力就是结焦过程中的一个很关键性因素,它在以下方面有着重要作用:1、评价烟煤粘结能力:因为任何一个煤,如果没有粘结力,就不可能结焦,因此,测定煤的粘结性的首要意义是用它来评价烟煤在热加工过程中的粘结能力;2、进行煤炭分类:在GB5751-1986《中国煤炭分类》中,粘结指数作为表征烟煤粘结性的主要参数,即烟煤分类的主要工艺指标。
测定烟煤的粘结指数后,就能确定它的工艺类别(简称牌号);3、合理利用煤炭资源:根据煤样粘结指数的高低可以大致确定该煤样的主要用途,是适宜于炼焦,还是造气或其他加工工艺;4、根据Vdaf——G图,知道粘结指数和挥发分V,可以知道该煤样在炼焦配煤中的地位,并以此来指导炼焦配煤或确定最经济的配煤比。
粘结指数也是GB/T16772-1997《中国煤炭编码系统》中的主要工艺参数。
由于它的科学性和实用性,粘结指数测定方法于2006年被国际标准化组织采用为国际标准ISO15585:2006《硬煤——粘结指数测定方法》。
问:试验气氛对灰熔融性有何影响,为什么?煤灰熔融性测定的试验气氛有几种,常用的气氛是什么,为什么?答:试验气氛是影响煤灰熔融温度的主要因素。
煤的粘结指数烟煤的粘结指数测定是将一定质量的试验煤样和专用无烟煤样(我国以宁夏汝萁沟矿生产的专用无烟煤为标准煤样),在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的耐磨强度,即抗破坏力的大小来表示煤样的粘结能力。
粘结指数是判别煤的粘结性、结焦性的一个关键指标。
粘结指数是我国北京煤化所参考罗加指数测定原理提出的表征烟煤粘结性的一种指标。
该指标的测定方法是按1:5或3:3的配比使烟煤和标准无烟煤混合后焦化,测定其所得焦块的粘结强度。
烟煤的粘结指数(GR.I.)与R.I.不同之点在于:1、专用无烟煤的统一加工及选定;2、标准无烟煤的粒度由R.I.法的0.3~0.4毫米,改为GR.I.法的0.1~0.2毫米,扩大强粘煤的测值范围,同时由于无烟煤粒度与试验用烟煤粒度相近,容易混匀,减少指标误差,提高测定的重现性与稳定性;3、在测定弱粘结性煤的粘结指数时,将无烟煤与烟煤的配比改为3:3,解决罗加法中对弱粘煤的测定不准的问题;4、实现了机械搅拌,改善了试验条件,减少了人为误差;煤的粘结指数测定方法要点:将一定重量的试验煤样和专用无烟煤,在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,用规定的公式计算粘结指数。
仪器设备1、天平:精度不低于0.0019.2、瓷质专用柑祸和增祸盖;上部外直径40士1.5mm,底部直径20士1.5mm,高40士1.5mm,壁底厚小于2mm:瓷增锅盖中心有一直径2mm的小孔.3、撑拌竿,直径1-1.5mm的金属丝制成·(见图)4、镍铬钢压块:重110一115g5、压力器:专用设备,以6kg重量压紧试验煤样与无烟煤混合物.6、马弗炉:该炉具有中热带,其恒温区(士10℃)长度不小于120mm,并附有温度控制器。
7、转鼓试验装置:包括两个转鼓,一台变速器和一台电动机使转鼓转速必须保证50士2r/min。
转鼓内径200mm,深70mm,壁上铆有相距1800厚3mm的档板两块。
烟煤粘结指数测定的影响因素马萍玲青海盐湖镁业有限公司青海格尔木 816000 摘要:粘结指数是烟煤分类的关键性指标。
结合多年煤质分析工作经验,分析烟煤的采样、制样、搅拌方法、压块质量、焦化温度和时间、转鼓对粘结指数测定的影响。
关键词:烟煤粘结指数烟煤的粘结指数是用于评判烟煤的塑性的一个指标,根据粘结指数的大小确定煤的牌号。
测定烟煤的粘结性可以评价烟煤在加热过程中的粘结能力,是判别烟煤的结焦性、粘结性的一个关键指标。
实验室测定烟煤粘结指数依据《GB/T5447–1997烟煤粘结指数的测定方法》,使用辽宁同辉科技发展有限公司制造CAEZ-92207型粘结指数测定仪。
粘结指数测定原理是将一定质量的试验煤样和专用无烟煤样(我国以宁夏汝萁沟矿生产的专用无烟煤为标准煤样),在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的耐磨强度,即对抗破坏力的大小表示试验煤样的粘结能力。
烟煤的粘结指数值得大小可以大致确定该煤的主要用途,判断单种煤质量优劣,指导炼焦煤经济合理配比,改善焦炭质量。
工作期间,因烟煤粘结指数数值,经常与供煤商及使用单位焦化厂发生烟煤质量争议。
经过长时间工作实践,了解影响烟煤粘结指数各因素。
一、采样采集的试验样在存放期间中容易风化,风化后的煤,氧含量增加,含碳量降低,影响烟煤粘结能力,粘结指数偏低。
在采样时,必须采取新鲜的未经破碎的煤样,可以提高粘结指数测定结果的准确度。
采集煤堆上烟煤样时,须除去0.2m 的表面氧化层,再采取煤样。
煤样氧化后会影响烟煤的粘结能力,所以从采制样的时间不应超过7天。
二、制样标准中对粘结指数测定的样品粒度有明确的规定,制样过程中要逐级进行破碎,烟煤种类不同则煤的硬度大小不同,把握握好研磨时间的长短,减少煤样粒级比例。
试验样研磨时间最好控制在40s内,保证(0.1—0.2)mm煤样粒度占全部试验煤样的20%—35%。
如果煤样(0.1—0.2)mm粒度的比例小于20%时,那么试验煤样的粒度组成变得细微,同样质量的烟煤比表面积偏大,与惰性组分结合越充分,粘结能力越强,得到的焦块强度更好,导致粘结指数值偏高。
指数测定,煤样依然存在一定的水分,这些水分一般是机械的吸附使煤粒结合了,由于吸附的作用,使煤粒之间的结合过于紧密,虽然这样的煤样在加热的过程当中,水分会蒸发,但是在加热的过程尤为迅速,煤粒之间的结合比无水分的煤粒结合更加紧固,得出的测定结果就会过高。
而在干燥过量的情况下进行测定,不仅煤炭外在的水分会消失,煤炭内的水分也在消耗,这些水分消耗后,会使煤炭的内部呈现空虚的状态,使煤炭变形,进而导致粘结性较低。
因此在进行测定时,必须要在符合标准的环境下、选择标准的干燥方式进行。
1.2 选购专用无烟煤进行烟煤粘接指数的测定,所选取的煤样需要选择宁夏汝箕沟煤矿按照GB14181的规定所制成的,因该煤样已经通过国家煤检中心的检测鉴定了。
鉴定无烟煤的技术要求分别有:煤的水分小于要2.5%;灰分要小于4%;,挥发分要小于8%;粒度需要保持在0.1~0.2毫米之间;超过0.2毫米以上的不可超过4%,且小于0.1毫米的不可超过6%。
2 烟煤粘结指数的测定2.1 正确的搅拌方法与时间控制煤样是否能够均匀的混合,完全是由搅拌时间及方法来掌控的,将两者均匀的混合在一起,才能保证测定结果的精准度,所以在进行试样时,必须严格的按照国家级标准,将坩埚角度倾斜为45°,并对其进行逆时针旋转,使其旋转频率保证在每分钟15r ,与此同时搅拌需要进行顺时针的旋转,并使其动作频率保持在每分钟150r ,而且要求搅拌丝的环部与干锅底部和底部相连部分能够紧密进行搅拌,这样才可以保证煤样与无烟煤之间的能够搅拌均匀,同时还要保证整个搅拌过程必须控制在2分钟之内。
2.2 马弗炉的温度控制与回升速度搅拌好的混合物必须严格按照国标规定方法进行下一步程序,需要将混合物放入850℃的马弗炉内,颅内温度的标准是为850℃,不可大于或者小于10℃,这样才能保证混合物的焦化效果。
根据实验数据所表明(如表1),焦化时间相同、温度不同的情况下,最终得出的结果也会有所不同。
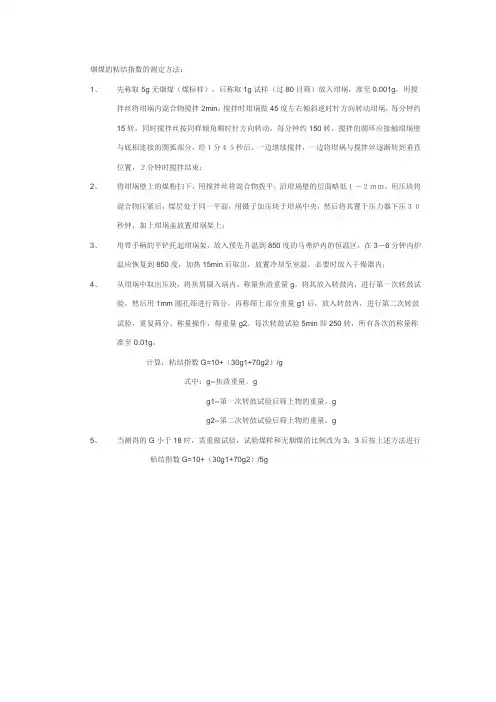
烟煤的粘结指数的测定方法:1、先称取5g无烟煤(煤标样),后称取1g试样(过80目筛)放入坩埚,准至0.001g,用搅拌丝将坩埚内混合物搅拌2min,搅拌时坩埚做45度左右倾斜逆时针方向转动坩埚,每分钟约15转,同时搅拌丝按同样倾角顺时针方向转动,每分钟约150转,搅拌的圆环应接触坩埚壁与底相连接的圆弧部分,经1分45秒后,一边继续搅拌,一边将坩埚与搅拌丝逐渐转到垂直位置,2分钟时搅拌结束;2、将坩埚壁上的煤粉扫下,用搅拌丝将混合物拨平,沿坩埚壁的层面略低1-2mm,用压块将混合物压紧后,煤层处于同一平面,用镊子加压块于坩埚中央,然后将其置于压力器下压30秒钟,加上坩埚盖放置坩埚架上;3、用带手柄的平铲托起坩埚架,放入预先升温到850度的马弗炉内的恒温区,在3-6分钟内炉温应恢复到850度,加热15min后取出,放置冷却至室温,必要时放入干燥器内;4、从坩埚中取出压块,将焦屑刷入埚内,称量焦渣重量g,将其放入转鼓内,进行第一次转鼓试验,然后用1mm圆孔筛进行筛分,再称筛上部分重量g1后,放入转鼓内,进行第二次转鼓试验,重复筛分、称量操作,得重量g2。
每次转鼓试验5min即250转,所有各次的称量称准至0.01g。
计算:粘结指数G=10+(30g1+70g2)/g式中:g--焦渣重量,gg1--第一次转鼓试验后筛上物的重量,gg2--第二次转鼓试验后筛上物的重量,g5、当测得的G小于18时,需重做试验,试验煤样和无烟煤的比例改为3:3后按上述方法进行粘结指数G=10+(30g1+70g2)/5g“目”指每平方英寸上的筛孔数目。
1英寸=2.54厘米如100目就是一平方英寸上面有100个孔60目的孔,约等于(2.54cm)²÷60=6.4516cm²÷60=0.1075cm²≈11mm²80目的孔,约等于(25.4cm)²÷80=6.4516cm²÷80=0.0806cm²≈8mm²目数越多,孔径越小.100目的孔比60目的孔小粉体粒度单位换算2008-12-09 15:11粉体细度粒径单位换算对照表粒径(m)微米um 纳米nm 目数单位(目)10-4m 100um 100000nm 180目10-5m 10um 10000nm 1800目10-6m 1um 1000nm 1.8万目10-7m 0.1um 100nm 18万目10-8m 0.01um 10nm 180万目10-9m 0.001um 1nm 1800万目10-9m以下 0.001um以下进入i 1nm以下接近原子大 1800万目以上1米(m)=100厘米(cm);1厘米(cm)=10-2m =10毫米(mm);1毫米(mm)=10-3m =1000微米(um);1微米(um)=10-6m=1000纳米(nm);1纳米=10-9m。
浅谈烟煤黏结指数准确测定的因素及对策摘要:依据GB/T5447—1997《烟煤黏结指数测定方法》结合黏结指数测定中的实际操作经验,总结了影响黏结指数测定准确度的几个因素,并针对性地提出了相应的解决对策。
关键词:烟煤; 黏结指数; 因素引言烟煤黏结指数是表征烟煤黏结性的指数。
烟煤黏结指数的测定和罗加指数同属一类型,是测定烟煤胶质体黏结惰性物质的能力,黏结指数是中国煤炭分类确定烟煤工艺类别的主要指标,可根据其值的大小来确定煤的牌号,根据煤样黏结指数的高低可以大致确定煤的主要用途,是适宜于炼焦,造气或其他加工工艺。
利用煤的挥发分和黏结指数,可以了解各种煤在炼焦配煤中的作用,对指导炼焦厂的进煤选择,优化配煤,确定经济合理的配煤方案,生产优质冶金焦炭具有一定的意义。
黏结指数的测定是一个规范性很强的试验,必须严格按照 GB /T 5447-1997 中规定烟煤黏结指数的测定方法中的各项规定,才能获得准确而精密的结果。
测定原理与方法要点原理:以一定质量的试验煤样和无烟煤混合均匀,在规定条件下快速加热成焦,所得焦炭在一定规格的转鼓内进行强度检验,以焦块的耐磨强度表示试验煤样的黏结能力。
因此,烟煤黏结指数实质上是试验烟煤样在受热后,煤颗粒之间或煤粒与惰性组分颗粒间结合牢固程度的一种度量,是各种特征和化学变化的最终结果。
采样要点煤样在存放过程中易发生风化,风化后的煤,碳含量降低,含氧量增加,导致烟煤黏结指数下降,特别是一些年轻煤,其影响尤为显著。
为提高测定结果的准确性,所以在采样时,必须采取新鲜的未经破碎的煤样。
在煤堆上采样时,应先除去0.2 m 的表面氧化层,然后再进行采取。
制样要求制样过程采用逐级破碎的方法,尽量减少小于0.1mm粒级煤的比例。
进入制样粉碎机后,根据煤种的硬度大小,严格控制研磨时间的长短,一般不应超过40s,保证制出样品 0.1mm~0.2mm粒度的比例严格控制在 20% ~35% 范围内。
若0.1mm~0.2mm粒度的质量百分数小于20 %,则意味着样品的粒度偏细,黏结指数有偏高的趋势。
烟煤粘结指数测定方法GB5447—85∶53∶620.1GB5447—85Determination of caking index of bituminous coal国家标准局1985-10-04 发布1986-07-01 实施本标准规定了烟煤粘结指数(GR.1.指数,简记G 指数)的测定方法,适用于评价烟煤的粘结能力。
本标准参照采用国际标准ISO335—1974《硬煤——粘结力的测定——罗加试验法》。
方法要点:将一定重量的试验煤样和专用无烟煤,在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的耐磨强度,即对破坏抗力的大小表示试验煤样的粘结能力。
1 仪器设备1.1 本方法需用下列仪器设备:a.天平:精确度不低于0.001g;b.瓷质专用坩埚和坩埚盖:见图1;c.搅拌丝:由直径1~1.5mm 的金属丝制成,见图2;d.镍铬钢压块:重110~115g,见图3;图1坩埚和盖图2搅拌丝图3压块e.压力器:专用设备,以6kg 重量压紧试验煤样与无烟煤混合物,见图4;图4压力器1—底板;2—沉头螺钉;3—圆座;4—钢管;5—联板;6—堵板;7—支承轴;8—小轴;9—垫圈;10—开口销;11—支承架;12—手柄;13—压重;14—升降立轴;15—丝堵f.马弗炉:该炉具有均匀加热带,其恒温区(±10℃)长度不小于120mm,并附有调压器或定温控制器;g.转鼓试验装置:包括两个转鼓、一台变速器和一台电动机,转鼓转速必须保证50±2r/min。
转鼓内径200mm、深70mm,壁上铆有相距180º厚3mm 的挡板两块,见图5;图5转鼓h.圆孔筛:筛孔直径1mm。
1.2 本方法需用下列辅助用具:a.坩埚架:由直径3~4mm 镍铬丝制成,见图6;图6 坩埚架示意图b.秒表;c.干燥器;d.小镊子;e.小刷子;f.带手柄平铲:手柄长600~700mm、铲宽约20 mm,铲长180~200mm、高1.5mm。
烟煤粘结指数测定论文粘结指数(用g表示)将一定质量的试验煤样和专用无烟煤在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,用规定的公式计算粘结指数,以表示试验煤样的粘结能力。
它是判别煤的粘结性、结焦性的一个关键性指标,可以预测煤的胶质体情况和焦炭的机械强度,了解各种煤在炼焦配煤中的作用,指导配煤,为生产提供科学依据。
所以是化验室煤焦分析的重要项目。
它的准确与否直接影响客户的结算和焦炭质量。
但是,粘结指数又是一个规范性很强的分析项目,涉及采样、制样与分析,操作环节多,步骤繁琐,影响因素较多。
通过多年的工作实践,对粘结指数测定中遇到的问题进行了大量的试验、研究和分析,寻找影响烟煤粘结指数的测定因素,与大家共同探讨。
1.专用无烟煤质量国标要求采用的无烟煤为宁夏汝箕沟煤矿的专用无烟煤,并且具有一定的技术要求,我公司购进的无烟煤虽是宁夏汝箕沟煤矿的专用无烟煤(可能有时不是真正厂家的),大多数符合技术要求,但有时粒度、灰分达不到要求(目前还未发现水分、挥发分不符合要求的),如某次进回来的a#、b#无烟煤质量如下:表1-1 专用无烟煤质量技术指标a#无烟煤。
均符合标准,而粒度不符合标准;b#无烟煤mad、vdaf、粒度均符合要求。
不符合要求.我们分别用合格无烟煤、a#和b#对同一分析煤样作g值对比,结果如表1-2、表1-3:表1-2 合格无烟煤与a#无烟煤对照表表1-3 合格无烟煤与b#无烟煤对照表由上表可知,专用无烟煤的质量是否符合要求直接影响g值的测定结果和准确性,专用无烟煤粒度、灰分高于标准时,g值偏低,不能代表煤的真实值。
2.采样数理统计表明:在煤质鉴定的采、制、化三个环节中,采样造成的误差占总误差的80%,制样占16%,化验占4%,可见采取有代表性的煤样在煤质分析中具有重要意义,它对分析结果的准确与否起着决定性的作用。
同时由于煤炭是一种化学组成和粒度组成都很不均匀的混合物,要想从大量的煤样中采取少量的能在化学性质和物理性质上代表初始煤样的试验用样品就必须严格按照规定采样,采具有代表性的样品。
烟煤粘结指数测定方法
烟煤粘结指数测定是将一定质量的试验煤样和专用无烟煤样(我国以宁夏汝萁沟矿生产的专用无烟煤为标准煤样),在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的耐磨强度,即抗破坏力的大小来表示煤样的粘结能力。
粘结指数是判别煤的粘结性、结焦性的一个关键指标。
粘结指数是我国北京煤化所参考罗加指数测定原理提出的表征烟煤粘结性的一种指标。
该指标的测定方法是按1:5或3:3的配比使烟煤和标准无烟煤混合后灼烧,测定其所得焦块的强度。
烟煤的粘结指数(GR.D)与R.不同之点在于:1.专用无烟煤的统一加工及选定;2.标准无烟煤的粒度由R.I法的0.3--0.4毫米,改为GR.I法的0.1--0.2毫米,扩大强粘煤的测值范围,同时由于无烟煤粒度与试验用烟煤粒度相近,容易混匀,减少指标误差,提高测定的重现性与稳定性;3.在测定弱粘结性煤的粘结指数时,将无烟煤与烟煤的配比改为3:3,解决罗加法中对弱粘煤的测定不准的问题;4.实现了机械搅拌,改善了试验条件,减少了人为误差;5.将三次转鼓试验改为二次,并改变计算分式,简化了操作。
这些改进受到国内有关煤炭、冶金化验单位的欢迎。
GR.I法已被国内用于煤的分类,在扩大炼焦用煤范围及炼焦配煤、焦炭质量预测等方面。
实验三烟煤粘结指数的测定粘结指数是评价烟煤粘结力的主要指标。
粘结力的强弱,直接影响炼焦的工艺过程及焦炭的机械强度。
通过测定烟煤的粘结指数,可以大致判断煤的加工利用途径,指导配煤炼焦,确定煤的工业牌号。
一、实验目的掌握烟煤粘结指数测定的基本原理,学会操作方法步骤。
二、方法要点将一定量煤样与无烟煤混合均匀并压实,在850±10℃的温度下焦化。
所得焦块在特定转鼓内转磨,根据焦块的耐磨强度来表示烟煤的粘结性。
三、实验设备仪器1 瓷制专用坩埚和坩埚盖;2 搅拌丝:由直径1~1.5mm的金属丝支撑。
3 压块:质量为110~115g。
4 压平器:用铁制成,重锤质量6kg。
如图1所示。
图1 压平器5 马弗炉:具有均匀加热带,其850±10℃恒温带须在120mm以上,并附有恒温控制器。
的粒级占全部煤样20~35%。
煤样制好后应妥善保存,严防氧化。
制样后至实验的时间不得超过7d 。
否则,在报告中应注明制样和实验的时间。
2 粘结指数专用无烟煤应符合下列要求: A .宁夏汝箕沟矿的专用无烟煤;B .粒度为0.1~0.2mm ,0.1mm 筛下率不大于7%;C .A d < 4%, V daf < 7.5%五、实验步骤1 试验煤样与标准无烟煤的混合(1) 称5.000g 标准无烟煤。
再称1.000g 试验煤样放入坩埚。
6 转鼓试验装置;包括两个转鼓,一个变速器和一台电动机。
转鼓转速为50±2r/min 。
转鼓内径为200mm ,深70mm ,如图2所示。
7 圆孔筛:筛孔直径1mm 。
8 坩埚架:由直径为3~4mm 的镍铬丝制成。
9 带手柄平铲:手柄长600~700mm ,铲宽约20mm ,铲长180~220mm ,厚1.5mm 。
作送取盛样坩埚架出入箱形电炉之用。
10 玻璃表面皿或铝箔制称样皿。
11 搪瓷盘:两只,长300mm ,宽220mm ,高约25mm 。
12 秒表。
13 干燥器。
烟煤粘结指数测定仪安全操作及保养规程1. 背景介绍烟煤粘结指数测定仪是一种用于测定煤炭的粘结指数的仪器。
它主要由煤样破碎装置、煤样筛分装置、粘结装置以及测定系统组成。
为了确保使用过程中的安全性和仪器的正常运行,必须严格按照以下操作和保养规程进行操作。
2. 安全操作2.1 使用前准备在使用烟煤粘结指数测定仪之前,必须进行以下准备工作:•确保仪器的供电线路正常,接地良好;•检查仪器各个部位是否有异常,如有异常应及时修复;•确保使用该仪器的人员已经接受过相关的培训,并具备操作技能。
2.2 操作步骤使用烟煤粘结指数测定仪时,需要按照以下步骤进行操作:1.将需要测试的煤样放入煤样破碎装置中,并按照要求进行破碎;2.将破碎后的煤样放入煤样筛分装置中,根据所需的筛分粒度进行筛分;3.将筛分后的煤样放入粘结装置中,并按照要求进行粘结;4.连接测定系统,按照要求进行测定;5.测定完毕后,按照规定的程序进行数据处理和记录。
2.3 注意事项在进行烟煤粘结指数测定仪的操作时,需要注意以下事项:•操作人员必须佩戴适当的个人防护装备,包括防护眼镜、手套等;•在操作过程中,禁止进行任何与操作无关的行为,如吃东西、喝水等;•禁止在仪器运行中打开仪器的任何盖板或触摸设备内部;•若发现仪器出现异常,应及时停止使用,并通知维修人员进行维修。
3. 保养规程为了保证烟煤粘结指数测定仪的长期稳定运行,需要进行定期的保养工作。
3.1 日常保养每天使用结束后,应进行以下保养工作:•对仪器外部进行清洁,尤其是仪器表面和操作面板;•检查并更换工作现场内的必要的耗材和易损件;•对仪器的各部位进行检查,确保无异常。
3.2 定期保养每月对仪器进行一次定期保养,包括以下工作:•对仪器的外观进行彻底清洁;•对仪器的机械部件进行润滑,并检查各部位是否有松动;•对仪器的电路系统进行检查,确保无短路、断路等问题;•对仪器的测定系统进行校准,保证测定结果的准确性。
烟煤粘结指数测定的影响因素贾囡囡摘要:为了探讨和分析烟煤粘结指数测定的影响因素,对制样时间、制样粒度、焦化温度、焦化时间、煤样的混匀程度、压块质量等进行了大量的试验研究,结果表明,以上各因素在不同条件下对测定结果的影响较大,因此应严格按照国标规范操作,对企业和客户之间的结算以及焦炉的生产具有一定的指导意义。
关键词:粘结指数制样粒度焦化时间影响烟煤的粘结指数测定是将一定质量的试验煤样和专用无烟煤样,在规定条件下混合,快速加热成焦块,所得焦块在一定规格的转鼓内进行强度检验,以焦块的抗破坏能力的大小表示煤样的粘结性。
它是判断烟煤粘结性和结焦性的重要指标,也是表征烟煤粘结性的主要参数。
它是一个规范性很强的分析项目,操作环节多,影响因素也较多,化验数据的准确与否对指导炼焦配煤有很重要的意义。
另外,随着煤价上涨,越来越多的企业把粘结指数作为煤价结算的重要依据,因此,准确测定煤的粘结指数,真实反映来煤质量,对提高企业的生产效益和经济效益具有重要意义,1制样过程的影响1.1制样时间的影响表1 制样时间对粘结指数的影响由表1可见,测定值随着制样时间的增加而降低。
这主要是因为随着制样时间增加导致煤样升温氧化,粘结指数随之减少。
因此,应该严格按照国标控制好制样时间。
1.2制样粒度对粘结指数的影响国标要求煤样应达到空气干燥状态,粒度小于0.2mm,其中0.1—0.2mm的煤粒占全部煤样的20—35%,在实际操作中,由于样子太多,不可能一一过筛。
现分别对过筛和没过筛的试样进行粘结指数测定,数据见表2。
表2 不同粒度对粘结指数的影响由表2可见,由于煤质不同,粒度影响也不同,未过筛的测定值明显低于过筛的测定值,而且粘结指数高的煤种,过筛与未过筛差值较小,粘结指数低的煤种,过筛与未过筛差值较大。
因此,试验中应严格规定被测煤样的粒度。
2焦化过程的影响2.1焦化温度的影响国标要求测粘结指数时,温度控制在850±10℃,而煤焦化验室由于马弗炉和温控器少,加上化验员不够,做挥发分和粘结指数共用一个炉子,挥发分的温度控制在900±10℃,所以操作时要根据不同项目调整炉温,现在不同温度下进行试验,数据见表3。
煤的粘结指数烟煤的粘结指数测定是将一定质量的试验煤样和专用无烟煤样(我国以宁夏汝萁沟矿生产的专用无烟煤为标准煤样),在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,以焦块的耐磨强度,即抗破坏力的大小来表示煤样的粘结能力。
粘结指数是判别煤的粘结性、结焦性的一个关键指标。
粘结指数是我国北京煤化所参考罗加指数测定原理提出的表征烟煤粘结性的一种指标。
该指标的测定方法是按1:5或3:3的配比使烟煤和标准无烟煤混合后焦化,测定其所得焦块的粘结强度。
烟煤的粘结指数(GR.I.)与R.I.不同之点在于:1、专用无烟煤的统一加工及选定;2、标准无烟煤的粒度由R.I.法的0.3~0.4毫米,改为GR.I.法的0.1~0.2毫米,扩大强粘煤的测值范围,同时由于无烟煤粒度与试验用烟煤粒度相近,容易混匀,减少指标误差,提高测定的重现性与稳定性;3、在测定弱粘结性煤的粘结指数时,将无烟煤与烟煤的配比改为3:3,解决罗加法中对弱粘煤的测定不准的问题;4、实现了机械搅拌,改善了试验条件,减少了人为误差;煤的粘结指数测定方法要点:将一定重量的试验煤样和专用无烟煤,在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,用规定的公式计算粘结指数。
仪器设备1、天平:精度不低于0.0019.2、瓷质专用柑祸和增祸盖;上部外直径40士1.5mm,底部直径20士1.5mm,高40士1.5mm,壁底厚小于2mm:瓷增锅盖中心有一直径2mm的小孔.3、撑拌竿,直径1-1.5mm的金属丝制成·(见图)4、镍铬钢压块:重110一115g5、压力器:专用设备,以6kg重量压紧试验煤样与无烟煤混合物.6、马弗炉:该炉具有中热带,其恒温区(士10℃)长度不小于120mm,并附有温度控制器。
7、转鼓试验装置:包括两个转鼓,一台变速器和一台电动机使转鼓转速必须保证50士2r/min。
转鼓内径200mm,深70mm,壁上铆有相距1800厚3mm的档板两块。
烟煤粘结指数测定准确性研究王岩,李琳,闫文喜,张静(河北钢铁集团邯钢公司技术中心)摘要:分析了烟煤粘结指数测定中试验条件对测定准确度的影响因素。
试验以精煤样品为例,对其在不同试验条件下分别进行测定,观察分析烟煤粘结指数测定中误差产生的原因,找出各环节中影响其准确测定的难点,并提出减小误差的措施,应用于实际操作,取得良好效果。
关键词:粘结指数;误差;影响因素;准确度1 前言烟煤是炼焦用煤,粘结指数是判别烟煤粘结性的一个关键性指标,根据粘结指数的高低可大概判定该煤的主要用途,对指导配煤炼焦确定配煤比具有重要意义;同时粘结指数也是评价进厂精煤确定该煤价格的一个重要指标,长期以来各方对粘结指数测定的准确性存有异议。
目前煤的粘结指数测定方法是采用GB5447—1997的测定方法,但在实际检测中有些操作不够细化,存在一定缺陷,如试样粒度的判定方面,国标中只泛泛提到0.1~0.2mm粒度的比例应占全部煤样的20%~35%,那么在实际工作中如何量化,遇到不合格样品时,该如何处理从而避免合同纠纷;虽然国标对搅拌时间和方法都做了严格规定,但往往会存在同一样品按同一方法,不同分析者的操作误差较大等问题。
本文将针对这些影响准确性的因素进行探讨,采取措施以求达到提高烟煤粘结指数准确度的目的。
2 试验部分2.1 主要仪器马弗炉:具有均匀加热带,其恒温区(850±10)℃,长度不小于120mm,并附有调压器或定温控制器。
压力器:以6kg质量压紧试验煤样与专用无烟煤混合物的仪器。
压块:镍鉻钢制成,质量为(110~115)g。
干燥器:内装变色硅胶或无水氯化钙。
转鼓试验装置:包括两个转鼓、一台变速器和一台电动机,转鼓转速必须保证(50±2)r/min。
2.2 试剂测定粘结指数专用无烟煤:符合GB14181规定要求。
2.3 试验方法将一定质量的试验煤样和专用无烟煤,在规定的条件下混合,快速加热成焦,所得焦块在一定规格的转鼓内进行强度检验,用规定的公式计算粘结指数,以表示试验煤样的粘结能力。
烟煤粘结指数测定
烟煤粘结指数是判别煤的粘结性、结焦性的一个重要指标。
在中国煤炭分类中,将粘结指数作为表征烟煤粘结性的主要参数,是煤炭分类中的主要指标。
在炼焦过程中,常用粘结指数和挥发分来指导炼焦配煤。
一、方法要点
将一定质量的试验煤样和专用无烟煤,在规定条件下混合,快速加热称焦,所得焦块在一定规格的转鼓内进行强度检验,用规定的公式计算粘结指数,以表示试验煤样的粘结能力。
二、基本原理
以一定质量的试验煤样和一定质量的专用无烟煤混合均匀,在干馏过程中煤样生成的胶质体将无烟煤粘结在一起,然后用转鼓实验来测定焦煤的耐麽强度,以此来判别试验煤样的粘结能力。
三、专用无烟煤
测定粘结指数的无烟煤采用宁夏汝箕沟西沟平硐二层煤,其主要指标是:
Mad<2.5%,Ad<4.0%,Vdaf<8.0%,粒度0.1~0.2mm(粒度小于0.1mm的筛下物不大于6%,粒度大于0.2mm的筛上物不大于4%)。
四、仪器设备和工具
(1)分析天平:感量1mg。
(2)马弗炉带控温仪其恒温区(850±10)℃长度不小于120mm。
(3)粘结指数仪:要求转鼓转速必须保证(50±2)r/min,转鼓内径200mm,深70mm,壁上铆有两块相距180º、厚为3mm的挡板。
(4)压力器:以6Kg质量压紧试验煤样与专用无烟煤混合物的仪器。
(5)坩埚:瓷质,专用。
(6)搅拌丝:由Φ1~1.5mm硬质金属丝制成。
(7)压块:镍铬钢制成,质量为110~115g。
(8)圆孔筛:筛孔Φ1mm。
(9)坩埚架:4孔或6孔,由Φ3~4mm镍铬丝制成。
(10)带手柄平铲或夹子。
五、煤样
试验煤样按规定制备成粒度小于0.2mm的空气干燥煤样,其中0.1~0.2mm的煤占全不煤样的20%~35%,煤样在试验前先混合均匀。
煤样应装在密封的容器中,制氧后到试验时间不应超过一星期。
应在报告中注明制样的试验时间。
六、试验步驟
先称取5g专用无烟煤,再称取1g试验煤样放入坩埚,质量应称准到0.001g。
用搅拌丝将坩埚内的混合物搅拌2min。
搅拌方法是:坩埚作45º左右倾斜,逆时针方向转动,每分钟约15转,搅拌丝按同样倾角作顺时针方向转动,每分钟约150转,搅拌时,搅拌丝的圆环接触坩埚壁与底相连接的圆弧部分。
约经
1min45s后,一边继续搅拌,一边将坩埚与搅拌丝逐渐转到垂直位置,约2min时,搅拌结束,亦可用达到同样搅拌效果的机械装置进行搅拌。
在搅拌时,应防止煤样外溅。
搅拌后,将坩埚壁上煤粉用刷子轻轻扫下,用搅拌丝将混合物小心地拨平,并使坩埚壁的层面略低1~2mm,以便压块将混合物压紧后,使煤样表面处于同一层面。
用镊子夹压块于坩埚中央,然后将其置于压力器下,将压杆轻轻放下,静压30s。
加压结束后,压块仍留在混合物上,加上坩埚盖。
注意从搅拌时开始,带有混合物的坩埚,应轻拿轻放,避免受到撞击与振动。
将带盖的坩埚放置在坩埚架中,用带手柄的平铲或夹子托起坩埚架,放入预先升温到850℃的马弗炉内的恒温区。
要求6min内,炉温应恢复到850℃,以后炉温应保持在(850±10)℃。
从放入坩埚开始计时,焦化15min之后,将坩埚从马弗炉中取出,放置冷却到室温。
若不立即进行转鼓试验,则将坩埚放入干燥器中。
马弗炉温度测量点,应在两行坩埚中央。
炉温应定期校正。
从冷却后的坩埚中取出压块。
当压块上附有焦屑时,应刷入坩埚内。
称量焦渣总质量,然后将其放入转鼓内,进行第一次转鼓试验,转鼓试验后的焦块用1mm圆孔筛进行筛分,再称量筛上物质量,然后,将其放入转鼓进行第二次转鼓试验,重复筛分、称量操作。
每次转鼓试验5min,即250转。
质量均称准到
0.01g。
七、结果表述
粘结指数按下时计算
G=10+30m1+70m2/m
式中 m1—第一次转鼓试验后,筛上物的质量,g;
m2—第二次转鼓试验后,筛上物的质量,g;
m—焦化处理后焦渣总质量,g。
计算结果取整数
八、补充实验
当测得G小于18时,需重做试验。
此时,试验煤样和专用无烟煤的比例改为3︰3,即3g试验煤样和3g专用无烟煤,结果按下式计算
G=30m1 +70m2 /5m
九、精密度及结果报出
粘结指数测定结果的精密度见表23—1。
【例23—1】下面是测定某一煤样粘结指数的一组数据,试样与专用无烟煤之比为 1:5,求G?
焦渣重 35.62-30.17=5.45 34.28-28.84=5.44
第一次转鼓34.16-30.17=3.99 32.74-28.84=3.90
第二次转鼓33.51-30.17=3.34 32.11-28.84=3.27
解: G1=10+30x3.99+70x3.34
=74.8
5.45
=73.6
G2=10+30x3.90+70x3.27
5.44
该煤样粘结指数平均为74.
十、注意事项
粘结指数测定是一个规范性很强的方法,其试验结果随试验条件变化而变化,因此,只有严格遵守国际标准的各项规定,才能获得准确的结果。
(1)将煤样和无烟煤混合均匀是获得可靠结果的首要条件,如果没有混合均匀,以后的操作做得再好,误差还是很大的。
因此,试验中应遵照国标搅拌煤样的方法,将煤样搅拌均匀。
(2)为了保证煤样的粒度,最好采用手工制样。
如用密封式粉碎机破碎煤样,煤样粒度太细,达不到国标对煤样的要求,使得结果不准确。
(3)炼焦煤选煤厂,特别是选外来煤的选煤厂,需确定原煤牌号测定G时,往往根据国标用1.4的密度液浮沉原煤,取浮煤来测定G。
这里要注意的是,生产选出来的精煤的G的值要比1.4密度液浮出来的精煤的G的值要低。
因为生产选出来的精煤灰分要高一点。
例如-1.4的浮煤灰分在5%左右,那么选十级精煤的灰分是9.51%~10.00%,灰分增加,G值就减小。
(4)焦化温度和当煤样放入马弗炉应在6min内炉温应恢复到850℃,如没有达到规定,煤样必须重做。