37
第五章螺纹联接拧紧工艺顺序
(2)对称零件:从对角开始紧固,如方形、圆形件
38
第五章螺纹联接拧紧工艺顺序
(3)多孔零件的紧固:从中向四周对称发散进行
39
第六章 拧紧工作中常见问题
扭矩和角度 OK
扭矩
扭矩 = OK 角度 = OK
角 度
40
第六章 拧紧工作中常见问题
扭矩 OK, 角度过低
扭矩
15
第三章 螺栓连接拧紧过程简介
扭矩 (Nm)
预拧紧
开始夹紧
夹紧形成
最终拧紧
拧紧过程的可接受范围
最终扭矩和角度值 必须落在这一区域
拧紧角度值 (o)
16
扭矩 [Nm]
准备
拧入
多 阶 段 拧 紧
拧紧
角度 [°]
扭矩 [Nm]
准备
拧紧 1
拆卸
拧紧 2
为 了 减 少 应 力 影 响
拆 卸 后 再 拧 紧 方 法 ,
具备与外部通讯和数据传输能力; ➢ 价格较昂贵
工具寿命长,生产效率高,使用安静
大规模生产作业
对产品制造质量要 求较高且需要特定 控制、分析和追溯 的场合
产品型号变化频繁
第四章 拧紧工具选配
附具的种类和用途
附具,是工具向零件传递扭矩的接 口,总装工艺通过合理的选择附具的类型、 尺寸,实现设计要求,完成拧紧。
常用附具主要包括:套筒、接杆、 开口头、起子套筒、刀头(一字、十字、 TORX )、转接头等
套筒类
第四章 拧紧工具选配
接杆类
第四章 拧紧工具选配
第四章 拧紧工具选配 刀头类
36
第五章螺纹联接拧紧工艺顺序
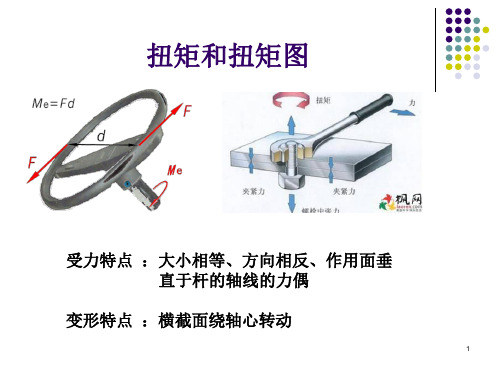
螺纹联接时紧固力和紧固顺序相当重要,如紧固力与紧固顺序配合不当,表面看起来螺纹其实都以紧固完 成,实质上螺纹在经过震动、冲击和交变运动后,很快就会松动。所以在成组螺钉、螺母紧固时,一定按 正确的紧固顺序逐次(一般两三次)拧紧螺母。一般第一次紧固力为25%,第二次紧固力为50%,第三次 紧固力为100%。 下图为各种联接件的紧固顺序: • 长条形零件:从中间开始向两边紧固,防止零件变形