扭矩转角法
- 格式:ppt
- 大小:1.21 MB
- 文档页数:22

扭矩转角法中抒紧力矩与拧紧转角之间的关系示例文章篇一:哎呀,这“扭矩转角法中拧紧力矩与拧紧转角之间的关系”可真是个复杂又神奇的东西呢!就好像我和我的小伙伴们一起玩搭积木的游戏,每一块积木放的位置和角度都特别重要。
拧紧力矩和拧紧转角的关系也是这样,一点儿都不能马虎。
你想想看,如果拧紧力矩太小,那是不是就像我搭积木的时候轻轻一放,根本就不稳当,风一吹可能就倒啦?那要是拧紧力矩太大呢,是不是又像我太用力把积木都给按坏了呀?而拧紧转角呢,就像是我搭积木时调整积木的角度。
角度不对,整个造型就不好看,甚至可能会垮掉。
转角小了,达不到想要的效果;转角大了,说不定又过头啦!有一次,我们在科学课上做实验,老师给我们讲了这个。
我就好奇地问老师:“老师,这拧紧力矩和转角要是没配合好,会怎么样呀?”老师笑着说:“那可就糟糕啦,就像你们跑步,脚步和呼吸没配合好,是不是跑不快还累得慌?”同学们都哈哈大笑起来。
还有一次,我在家里看到爸爸修东西,他拿着扳手在那拧啊拧的。
我凑过去问:“爸爸,你知道拧紧力矩和转角的关系不?”爸爸一边忙一边说:“小家伙,这可重要着呢,要是弄错了,这东西修不好,还得重新来。
”其实啊,扭矩转角法中拧紧力矩与拧紧转角之间的关系,就像是跳舞时的步伐和节奏。
步伐对了,节奏也准,那舞跳得才好看;要是步伐乱了,节奏也错了,那整个舞蹈不就乱套啦?所以说,这拧紧力矩和拧紧转角的关系可太重要啦,我们一定要搞清楚,才能把事情做好!示例文章篇二:哎呀,我一个小学生,听到“扭矩转角法中拧紧力矩与拧紧转角之间的关系”这么个题目,脑袋都大啦!这可真是个让人头疼的问题呀!不过呢,让我好好想想。
就好像我们骑自行车,脚蹬的力量就像是拧紧力矩,而车轮转的角度就像是拧紧转角。
你说,如果脚蹬的力量很大,那车轮是不是就转得更多呢?那要是脚蹬的力量不变,但是车轮卡住了,转不了那么多,是不是就像拧紧转角受到了限制?再比如说,我们拔河的时候,大家用力拉绳子的劲儿,就好比拧紧力矩。
扭矩法与扭矩转角法比较与分析摘要:文章首先对扭矩控制的基本内涵及其主要目标进行了分析,然后对扭矩法以及扭矩转角法在实际工作中的应用优势进行了综合对比,认为在变形区间一定的条件下,由于螺栓与被连接体的刚度基本稳定,故而应用扭矩转角控制法的控制精度明显高于扭矩控制法控制精度。
关键词:扭矩法;扭矩转角法;比较螺纹连接是内燃机装配中至关重要的技术手段之一。
内燃机中大量关键部件的连接需要通过螺纹连接方式实现。
因此,对螺栓拧紧过程的控制质量直观重大。
结合以往的实践工作经验来看,认为:为了使螺纹连接达到满意的刚性效果,密封性效果,同时具有防松动的优势,其关键在于向连接螺栓施加一个合理的预紧力。
而在对预紧力进行控制与监测的过程当中,最常采取的技术手段有两种类型:第一是扭矩法控制,第二是扭矩转角法控制。
为了能够在实际工作中选择精度水平更高,能够满足实际运行需求的控制方法,本文尝试对扭矩法与扭矩转角法做比较,具体研究如下:1 扭矩控制分析螺纹,特别是对于需要承受动载荷作用力的重要螺纹而言,进行螺纹连接的根本在于:通过利用螺纹紧固件的方式,实现螺纹与连接体的可靠连接。
装配拧紧的根本则在于:将螺栓的轴向预紧力控制在合理区间内。
在对轴向预紧力进行控制的过程当中,其上限与下限都应当有一定的控制标准:以上限控制标准为例,该取值会受到螺栓以及被连接件强度水平的影响,避免在预紧中出现拉长、脱扣、疲劳断裂、以及压缩破坏等方面的问题;以下限控制标准为例,该取值则会受到连接结构的影响,确保在整个拧紧过程当中螺纹与连接件能够始终保持紧密贴合的关系。
结合以往的工作经验来看认为螺栓轴向预紧力取值越高越有利。
主要依据是,预紧力的提升会使螺栓的抗疲劳性能以及抗松动性能得到改善。
因此,实际工作中,应当通过对扭矩法或扭矩转角法的应用,在对材料强度进行充分利用的基础之上,尽可能的将螺栓拧紧至屈服极限,以保障连接可靠,控制零件尺寸。
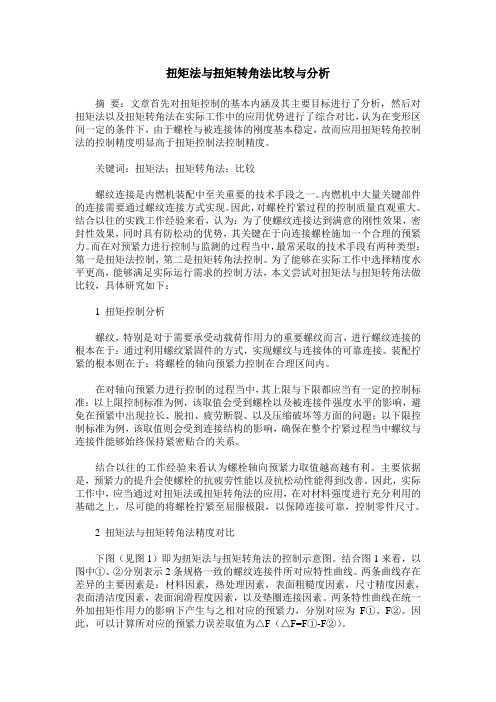
2 扭矩法与扭矩转角法精度对比下图(见图1)即为扭矩法与扭矩转角法的控制示意图。


扭矩控制方法旋转螺栓后,螺杆受力伸长了,螺杆伸长产生夹紧力把连接件夹紧了。
施加的扭矩并不象夹紧力那么简单在通用公式中:力(F)*力矩(L)=扭矩M 也就是说螺栓旋转的越多,得到的扭矩越大。
但是90%扭矩被摩擦力消耗掉了,只有10%转化为了夹紧力。
打个比方,当你上紧一颗工艺要求为10N·m力矩的螺栓时,我们真正需要的是那1N·m 轴向力矩,大多数力矩都被摩擦力消耗掉了。
摩擦力和夹紧力是什么关系呢?通常情况下,遵循50-40-10原则,就是50%的螺栓头下摩擦力,40%的螺纹副中摩擦力,10%的夹紧力。
但是在一些条件下夹紧力的比例是可以变化的。
比如说当工人师傅拿起一颗螺栓发现其螺纹有碰伤或者有杂质,您一旦将其装入螺孔内,这样的螺栓产生怎样的夹紧力呢?一般认为螺纹副中有缺陷(杂质、磕碰等)按照装配力矩装配后,存在50%的螺栓头下的摩擦力,45%螺纹副中的摩擦力,只有5%我们想要的夹紧力。
这时候这颗螺栓的装配力矩是达到了,但是远不符合我们所需要的夹紧力。
如果这里螺栓在飞轮,曲轴等这样的运动件上就非常容易发生脱落,这就造成了我们经常说的“假紧”。
还有弹性材料变软会使夹紧力衰减,也是通常我们说软连接的扭矩衰减。
比如汽缸盖垫材料较软我们采用二次拧紧的方法来减少夹紧力的衰减,还有机油盘螺栓经常发生夹紧力衰减,就是因为螺栓下面有机油盘垫片(软质材料的原因)。
试想我们需要螺杆伸长而产生夹紧力,扭矩越大螺杆可以伸的越长,是不是扭力越大越好呢?我们施加的扭矩越大会使螺栓过度伸长,螺栓超过屈服强度极限就会发生应力断裂。
从而失去了螺栓的链接作用。
拧紧螺栓的几种方法1、扭矩控制法(T)扭矩控制法是最初始也是最简单的控制法,它是基于螺纹连接时,轴向夹紧力F拧紧时与拧紧扭矩T成正比关系,可用一个公式T=K·F来表示,这个K则是扭矩系数。
当一个螺钉设计出来时候他的轴向夹紧力F就是可知的,拧紧扭矩T通过工艺设定我们的拧紧扭矩也被工艺部门规范下来。
使用扭矩转角法扭矩值波动过来的原因近年来,扭矩转角法作为一种重要的测试手段,在工程领域得到了广泛的应用。
然而,在实际操作中,很多用户发现在进行扭矩转角测试时,会出现扭矩值波动的情况,严重影响了测试结果的准确性和可靠性。
那么,扭矩值波动的原因究竟是什么呢?我们需要对此进行深入的分析和探讨。
1. 测试设备问题在进行扭矩转角测试时,首先需要考虑的是测试设备本身的质量和性能。
如果测试设备存在制造不良、零部件老化、精度不足等问题,很可能导致扭矩值波动的情况。
对测试设备进行定期的维护和检修,确保设备的正常运转和准确性非常重要。
2. 材料性能差异材料的性能对扭矩转角测试结果影响巨大。
同一种螺栓在不同材质、不同生产工艺下,扭矩值可能会有较大的波动。
在进行扭矩转角测试时,需要对材料的性能进行充分的了解和评估,以避免因材料性能差异导致的扭矩值波动。
3. 测试环境因素测试环境对扭矩值的稳定性和准确性也有着重要的影响。
温度、湿度、气压等因素都可能会对测试结果产生影响。
在进行扭矩转角测试时,需要尽量选择稳定的环境进行测试,并对测试环境进行相应的监控和调节。
4. 操作人员技术水平操作人员的技术水平和操作规范程度对测试结果的准确性有着重要的影响。
如果操作人员技术水平不够、操作规范不严,很可能导致扭矩值的波动。
对操作人员进行必要的培训和考核,提高其技术水平和操作规范程度非常重要。
5. 数据处理方法在进行扭矩转角测试后,如何处理和分析测试数据也直接影响到测试结果的准确性和可靠性。
不合理的数据处理方法可能导致扭矩值的波动,甚至使测试结果产生偏差。
需要对数据处理方法进行合理选择和认真验证,确保测试数据的准确性和可靠性。
扭矩值波动的原因是多方面的,需要从设备、材料、环境、操作和数据处理等方面进行全面的考虑和分析。
只有全面了解和掌握了这些原因,才能有效地避免扭矩值的波动,保证测试结果的准确性和可靠性。
希望通过对扭矩值波动原因的分析和探讨,能够更好地促进扭矩转角法的应用和发展,为工程领域的发展和进步提供更加可靠和准确的测试手段和数据支持。
浅析扭矩转角法工艺实施摘要:传统的螺纹紧固件拧紧方式为扭矩控制法,紧固扭矩随很难控制的摩擦系数变化,轴向预紧力精度低,且不会超过屈服强度的70%。
针对紧固件扭矩法和扭矩转角法进行了理论与试验研究,对扭矩转角法的起始扭矩和转角的确定方法做出了说明,提出了螺栓扭矩转角法的屈服点捕捉方法,制定了合理的扭矩转角法拧紧方案,并通过路试试验验证了扭矩转角法的优势,结果显示扭矩转角法得到的预紧力较高,且在路试过程中预紧力衰减较少。
关键词:扭矩转角法;工艺;实施1导言螺纹紧固件由于具备了装配灵活,可拆卸重复使用等有点被广泛应用于航空、汽车等行业,据统计每辆汽车上有3000~5000个螺纹紧固件,许多关键点使用了螺纹紧固件,若这些紧固点发生失效将造成不可估计的损失,由此可知研究其连接性能是十分必要的。
螺栓预紧力对螺纹连接结构的性能非常重要,赵欣、吴勇、方子帆等分别研究了螺栓预紧力多螺纹连接结构强度、疲劳和松动的影响,结果表明预紧力全面影响螺纹连接的可靠性,而螺栓预紧力的大小直接受拧紧方式的影响。
传统的紧固件拧紧方式为扭矩直接控制,通过拧紧扭矩与预紧力的转化计算数学模型,得到所需预紧力下的拧紧扭矩范围,这套体系是基于螺栓未发生塑形变形的情况进行的,而当螺栓进入塑形变形区时由于变形量与应力不再是线性关系便不再适用。
2扭矩转角法的优势与实施过程扭矩转角法是一种较优化的扭紧方式,它可以使螺栓拧紧到超弹性区域内,从而实现对螺栓性能的充分利用,同时还能够精确地控制装配扭矩。
扭矩-转角法是在打到规定的扭矩之后,再将螺栓转动一定的角度,尽管螺栓的摩擦系数或多或少会影响达到要求的装配扭矩所产生的“预紧力(扭矩阶段)”,但是在弹性形变区域之内,在弹性模量保持恒定的情况下,螺栓的轴向预紧力大小与其伸长量成正比,而螺栓的伸长量又与螺栓的转动角度成正比,所以通过控制拧紧转角可以达到控制预紧力的目的,把握螺栓的伸长量就可以直接地调控螺栓轴向预紧力的大小,从而使摩擦系数对预紧力偏差的影响降到最低水平,达到控制装配水平的要求。