塑胶射出成型技术(概念篇)
- 格式:ppt
- 大小:1.21 MB
- 文档页数:27


塑胶射出成型技术塑胶射出成型技术设定注塑工艺时应考虑的塑料物性一收缩率影响热塑性塑料成型收缩的因素如下:1、塑料品种:热塑性塑料成型过程中由于存在结晶化形成的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此热塑性塑料收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也比较大。
2、塑件特性:成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
3、进料口形式、尺寸、分布这些因素直接影响料流方向、密度分布、保压补缩作用及成型时间。
4、成型条件:模具温度高,熔融料冷却慢、收缩大,尤其是结晶料因结晶度高,体积变化大,故收缩更大。
另外,保压压力及保压时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也会减小,料温高、收缩大,但方向性小。
因此在成型时调整模温、压力、注塑速度及冷却时间等诸多因素可适当改变塑件收缩情况。
二、流动性1、热塑性塑料流动性大小,一般可从分子量大小、熔融指数、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、流动长度长、表现粘度小,流动比大的则流动性就好。
常用塑料的流动性分为三类:1)流动性好PA、PE、PS、PP等;2)流动性中等聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM;3)流动性差PC、硬质PVC。
2、各种塑料的流动性也因成型工艺条件而有所变化,主要影响的因素有如下几点:1)温度:料温高则流动性增大,但不同塑料也各有不同,PS (尤其耐冲击型)、PP、PA、PMMA、PC等塑料的流动性随温度变化较大所以在成型时宜调节温度来控制流动性。
对PE、POM、则温度增减对其流动性影响较小,所以在成型时要通过增加注射压力来增加其流动性。
塑胶射出成型技术射出成型技术射出理论1. 射出原理:乃利用塑料之热可塑性,2. 先将塑料原料经螺杆运转摩擦生热及料管电热之辅助而3. 溶解使成流体状态。
在经杜塞压力注入,4. 设计之模型穴内,5. 经冷却后取出而6. 成各种特殊形状之成形品。
7. 射出流程:锁模→射胶→熔胶→松退(冷却)→闭模→顶出成品认识塑胶:一般塑胶分类为两种(A)热固性(B)热可塑性,射出成型加工均使用热塑性塑胶。
热可塑性塑胶有两种区别分:结晶性塑胶及非结晶性塑胶一般结性塑胶在成型过程会结晶化成形收缩率较大,成型表面光泽良好。
1.结晶性塑胶有下列:PE PP PA PBT POM PPS PET非结晶性塑胶有下列:PS PBT POM PC PVC2.工程塑胶有下列:PA PBT POM PC NORYL(PPO)特殊工程塑胶有下列:PPS PET射出成型材料之成型条件成型时使原料恰当熔融所需之热量及温度;因为每种原料之熔融温度即比热不同而不同(此资料可由原料商提供)温度之设定可依照螺杆设计:进料段-低、压缩段-高、计量段-次之。
温度过低原料熔融不均、色泽不均、温度过高使原料分解变质。
射出成型条件之高设定1.锁模压力:锁模压力必许大於塑胶射入模内之总压力,过高塑料即可能由分模而溢出,锁模太大(过高)会损耗机器、模具及浪费电力,故适当的调整锁模。
是以成品射入模内分模面不出毛边为原则。
2.熔胶量之设定:首先找寻生产机器之最大射出量(PS)及螺杆之最大行程之资料最大射出量(PS)/螺杆最大行程=A(成品+夹头)重量/B=所需设定之熔胶A*生产原料之密度=B3.射出压力、速度、位置之设定:可利用分段射出,先设定一段之速度及压力位置后对照成品,再设定下一段之速度、压力位置以此类推、一般成型不管用几段射出,在完成之前一段必须调整到80%-90%,最后一段压力、速度均小,当保压用,位置用来控制毛边或缺料。
如果成品还是缩水可利用保压来补其不足。
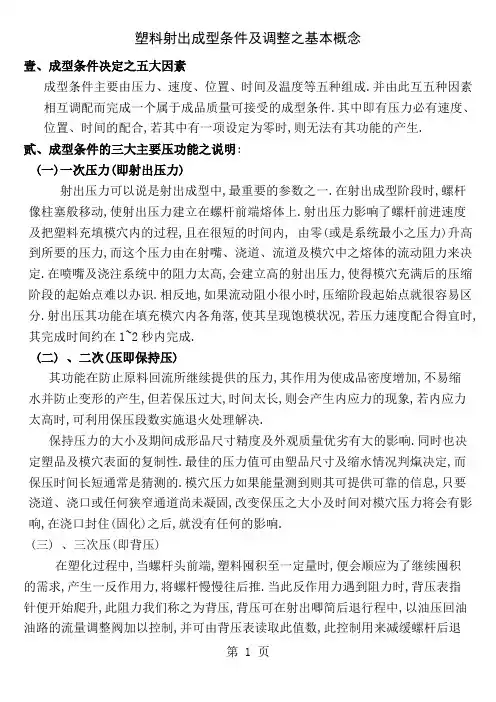
塑料射出成型条件及调整之基本概念壹、成型条件决定之五大因素成型条件主要由压力、速度、位置、时间及温度等五种组成.并由此互五种因素相互调配而完成一个属于成品质量可接受的成型条件.其中即有压力必有速度、位置、时间的配合,若其中有一项设定为零时,则无法有其功能的产生.贰、成型条件的三大主要压功能之说明:(一)一次压力(即射出压力)射出压力可以说是射出成型中,最重要的参数之一.在射出成型阶段时,螺杆像柱塞般移动,使射出压力建立在螺杆前端熔体上.射出压力影响了螺杆前进速度及把塑料充填模穴内的过程,且在很短的时间内, 由零(或是系统最小之压力)升高到所要的压力,而这个压力由在射嘴、浇道、流道及模穴中之熔体的流动阻力来决定.在喷嘴及浇注系统中的阻力太高,会建立高的射出压力,使得模穴充满后的压缩阶段的起始点难以办识.相反地,如果流动阻小很小时,压缩阶段起始点就很容易区分.射出压其功能在填充模穴内各角落,使其呈现饱模状况,若压力速度配合得宜时,其完成时间约在1~2秒内完成.(二) 、二次(压即保持压)其功能在防止原料回流所继续提供的压力,其作用为使成品密度增加,不易缩水并防止变形的产生,但若保压过大,时间太长,则会产生内应力的现象,若内应力太高时,可利用保压段数实施退火处理解决.保持压力的大小及期间成形品尺寸精度及外观质量优劣有大的影响.同时也决定塑品及模穴表面的复制性.最佳的压力值可由塑品尺寸及缩水情况判熂决定,而保压时间长短通常是猜测的.模穴压力如果能量测到则其可提供可靠的信息,只要浇道、浇口或任何狭窄通道尚未凝固,改变保压之大小及时间对模穴压力将会有影响,在浇口封住(固化)之后,就没有任何的影响.(三) 、三次压(即背压)在塑化过程中,当螺杆头前端,塑料囤积至一定量时,便会顺应为了继续囤积的需求,产生一反作用力,将螺杆慢慢往后推.当此反作用力遇到阻力时,背压表指针便开始爬升,此阻力我们称之为背压,背压可在射出唧简后退行程中,以油压回油油路的流量调整阀加以控制,并可由背压表读取此值数,此控制用来减缓螺杆后退之速度,并可测计量区的反作用力,如果当背压太大将会造成螺杆不退原地空转,迫使塑料从喷嘴流出,因此一般背压使用很少超过35kg/cm2背压的主要作用为:●增加背压,可增加螺杆对熔融树脂所做的功.●增加背压,可提高熔融温度及其均匀程度.●增加背压,可消除未熔的塑料颗粒.●增加背压,可增加料管内原料密度及其均匀程度.由以上可知背压的优点.不过增加背压却会降低螺杆的出力,而且也会破坏玻璃纤维的长度并且改变下班的特性,不得不注意.若依螺杆而言,在没有加阻料环的情况下,通常螺沟愈深,则输出量对射出压力詷整会相当敏感,背压的作用亦非常明显,反之深浅则输出量对射压调整并不明显,机械背压的感应也就罗不敏感.背压常被运用来提高料管理温度,其效果最为显著.参、射出至保压力的切换:A: B: C: D:↑从射出阶段到保压阶段无切换点的射出成形↑切换廷迟切换提早正确的切换,从射出至保压是平顺的转换模具卸料(材料回料管)↑用保压力充满模穴↑时间→时间→时间→时间→模穴内压曲线及影响的因素(a)轴赂移动速度(v) (b)模具温度(t)(c)浇口几何形状 (d)压力传感器及浇口的距离(g)由于有关模穴的内压力数据一般都不可靠,而使压压力切换点的选择经常是不正确的.列出四种基本的可能性:(a)没切换的射出(b)切换较迟的射出(c)切换较早的射出(d)较佳切换的射出如果最后压力越近于填充压力时,不用保压压力切换点的操作是可行的,这操作大部分发生于有小的浇口及有大的流向长/厚度比的塑品.即使浇口很大,相对地要求达到高的射出速度,而发生延迟切换的机会很大,其经常伴随着高度挤压的危险.除了对尺寸及毛边的不良影响,延迟切换是造成模穴边缘变形及夹模单元超负载的危险的主因.继而造成对系杆(大柱)的永久性伤害,甚至于长期运转后会继裂而报废.当从高的射出压力切换到较低的保压压力时,会造成熔体的回流,而在塑品内部形成不好的应力排列,若保压压力于浇口塑料固化前被切掉,也会有同样的状况.压力逆传的现象表示提早切换至保压压力,充填过程中的平衡,发生在偏低的保压压力状况,且因而降低射出速度.在切换瞬间,会造成短暂的流动停而使产品的表面产生令人压烦贩痕迹.从射出压力切换至保压压力的决定有三个主要方法,而其及后列三项有关:(1)时间、(2)位置、(3)模穴压力.(一)、利用时间切换此方法是从射出起始点开始计时,经过预定设定的时间,即送出一信号.此法不考虑在螺杆前端熔体的压缩性及其粘滞性、进料的准确性、射出速度变化、其中油压压力会造成螺杆位置偏移(进料结束点保压起始点)及其它相关的行程(进料行程、射出行程).最成结果是大变化性的质量规范,尤其是有关成型品的重量尺寸.因此,利用时间切换,原则上是不适当的,不用怀疑,它是所有方法里最糟的选择.(二)利用位置这种方法由证实是有用的且广泛被应用,切换信号是经由保压压力换位置的极限开关所送出.如果射出行程大部分维持固定,则切换点可视同每次皆在相同充填容积下发生.这种方法在保太行程很短的情况下会出问题,危险的是小的变化阻止每次的切换动作,在此情况下,最好还是完全不要有切换过程.此外包括进料行程的变化,极限开关的不准确,止逆阀的失效、不同的熔体粘度都会造成此方法出现问题.(三) 、利用模穴压力切换最近几年,利用压力切换的方法已被成功地使用,即使是在最糟的实际生产条件下.模穴压力在达预设之压力时,去作动切换功能其优点是有稳定可靠的切换信号,而此信号是基于绝对量的压力值所产生,使得切换更有效率.采用压力监视,可使螺杆行程和止逆阀功能的影响被排除.此种方法和两种方法一样不能对液压油、熔融塑料、模具等作温度变化补偿,或是射出速度的变化被赏.在压缩阶段压力快速上升用此种方法更具效率,因为在此状况下特别精密及适时的切换可强制性地避免压力峰的出现.在多种成形种类之中,此法特别适合用于那些分模面宽广及不允许毛边出现的情形,例如设备的平面盖板,其只有一点深度.肆、一般工程塑料成型不良原因及解决方法一、聚碳酸酯(PC)二、聚氧化二甲苯(变性PPO树脂)(MPPO)三、苯对苯二甲酸丁酸(PBT)第 11 页。
關於射出成型法1.射出成型塑膠射出成型技術利用壓出機把融化的塑膠材料射入金屬模具之中. 將融化之塑膠灌入此密閉空間待其冷卻凝固即可獲得與此密閉空間相等形狀之塑膠成品. 此零件製造法稱為,[射出成型(injection Molding)]是各種塑膠成型法之中最重要、也最普遍使用的技術. 此種製造方法需使用塑膠射出機.射出成型的原理是把如綠豆大的固體原料(pellet)倒入壓出機的盛料筒中,原料經由迴轉的螺旋裝置攪拌,在壓出機的加熱筒部分加熱與融解。
液態塑膠在螺旋的迴轉和油壓推進交替運轉之下,從筒中以高壓射出,填滿金屬模具內的空間,而後立即將冷水送入金屬模具中降低溫度。
等成型品冷卻硬化之後,便可以開模取出。
這些過程可以全自動化,用高速度連續生產. 速度很快. 平均一個杯子大約只要l0秒就完成了,原子筆管1秒,即使如汽車儀表板之類大型物品也只要3-4分鐘。
在所有成型方法之中,速度最快,適合大量生產。
而且成型品的尺寸精確,品質安定。
從單純的形狀杯子到形狀複雜的汽車儀表板,從0.01g的鐘錶小齒輪. 到超過20Kg的浴缸一般大的成型品,都能夠製造。
原料損失少,完工處理方便,而且成型時就有顏色,外表美觀。
此外,大量生產時能大幅降低成本。
所使用的塑膠,熱塑性與熱固性二者皆可. 但模具不一樣. 熱塑性塑膠佔大多數。
常用的是聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)和ABS等。
2.熱成型真空成型法是熱成形法中最普遍的,先把熱塑性塑膠薄板固定在成型用的模框上,加熱使之軟化,以真空幫浦抽出殘留在模具和薄板之間的空氣,此時的真空吸力會使薄板伸展變型緊貼在模子上,冷卻硬化之後,再使空氣逆充回模具和薄板之間,成型完成的薄板就會被空氣壓力推離模具面而脫模。
成型品還要把多餘的邊緣部分裁掉,(薄片可用衝床裁斷. 較厚者用帶鋸或圓鋸)及完成其它二次加工(如鑽孔. 沖孔等) 才算完成。
需要大量生產時使用鋁模,少量生產時則使用石膏模、塑膠模或電鑄模。