PP、PA料塑件的周边及顶针位最易产生飞边。 披峰是注塑成型作业中属于最恶劣的情况,当飞边粘在模具面上,残留下来直接锁模 的话,還會损伤模具分型面,该损伤部位又会导致产生新的飞边。 所以需特别注意出现披峰,合理调校注塑工艺参数,并做好模具的使用/维护/保养工 作。
塑膠射出常見不良分析解決 四、毛边(披峰)
塑膠射出常見不良分析解決
四、毛边(披峰)
定義:熔融塑料流入分模面或側向蕊型的對合面間隙會發生;模具鎖模 力足夠,但在澆道與橫流道會合處產生薄膜狀多餘樹脂
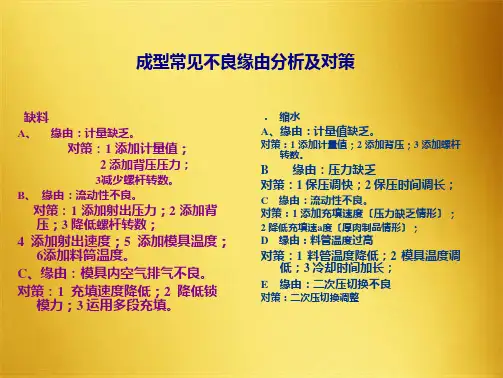
注塑生产过程中胶件周边出现披峰(飞边)是一种常见的注塑问题,若注射压力/保压 压力过大、末端注射速度过快、锁模力不足、顶针孔或行位(滑块)磨损配合不緊密、合 模面不平整(有间隙)、材料的粘度太低(如尼龙料),都有可能使产品周边鑲件及顶針/ 抽芯(行位)周围产生披峰。
B. 模具方面則可以通過適當增大主流道或分流道尺寸或者更改浇口位置、大小、数目等, 合理的產品設計結構是能讓熔融的材料容易流动順利進入模腔,为了使成型空间内的气体顺
利疏散,可在适当位置设置排气孔。
下圖即为缺胶产生的實例及原因分析
塑膠射出常見不良分析解決
一、缺胶(充填不足)
射壓過小
料量不夠
排氣不良
改善方法 1.① 原料彻底烘干 ② 提高背压 2.降低熔料温度 3.减小其使用量或更换其它添加物 4.选用耐温较高的色粉 5.降低注塑速度 6.① 减慢射出速度; ② 提高背压 7.更换原料或改用热稳定性好的塑料 ①8.改良模具结构设计 ② 调节射胶速度与位置互配关系 9.加大进浇口或调整进浇口位置 10.改善模具排气 11.减少熔料残量 12,清理射嘴 13,維修背壓閥 14,詷整模具結構
改善方法 1.增加熔胶注射量 ① 增加熔胶计量行程 ② 提高注射压力 ③ 提高保压压力或保压时间 ④ 延长射出时间 ⑤ 加快注射速度或减慢注射速度 ⑥ 加大浇口尺寸或使模具入水平衡 ⑦ 拆除清理射嘴内异物,检查发热圈 ⑧ 重新对嘴或紧固射咀 2.调整料温 3.提高模温或适当降低模温 4.酌延冷却时间 5.改善成品设计,使胶厚均匀 7.更换机器或料管 8.加粗主/分流道尺寸,减短流道长度