六方镶配加工技巧
- 格式:pdf
- 大小:1.23 MB
- 文档页数:1

安徽省鑫矿液压机械有限责任公司技术论文选编2004-2010仪表车床加工球阀接头外六方误差分析生产部刘占睇(助理工程师)接头是球形截止阀的主要零件,用在液压支架上的球形截止阀按通径的大小已形成系列产品。
接头的结构要素完全一致。
下图是QJ-10的接头零件图样:从图样可以看到,接头中间有一段5mm长的六方。
以便使用扳手装卸用。
这个零件的最合理的方法当属原料采用六方冷拔钢。
但该零件的材质为45钢,市面上的成品冷拔钢很难寻到。
自己委托加工,因其六方段仅为零件全长的1/10。
增加冷拔加工费还不如采用元钢加工经济上合算。
目前,我公司的加工方法是先将零件的其他部位加工成形,再在铣床上用定距离的两把三面刃铣刀加工两个面,再转位两次,各加工两个面。
即该工序有三个工位。
加工一个零件,转动两次夹具,还有两个空行程。
加工效率不高。
接头的生产批量还是比较大的,为此公司技术人员极力寻求高效率的加工方法。
经过调研和论证,我们决定采用仪表车床来加工接头外六方。
具体方法是在仪表车床的导轨上加一把旋转的铣刀,用车铣法加工外六方。
我们先从理论上来论证它的可行性。
金属切削的基本知识告诉我们,零件的轮廓就是刀具的切削部分和工件相对的运动轨迹。
在车床的普通加工中,车刀不动,工件旋转,它们之间的相对运动轨迹是等于工件直径的一个整园。
如图1。
安徽省鑫矿液压机械有限责任公司技术论文选编2004-2010于铣刀直径的一个铣刀尖接触工件的一点到铣刀尖离开工件的那一点的一段园弧。
如图2。
如果在车床上工件和铣刀同时以相同的方向旋转,它们之间的相对运动轨迹是如何一条曲线?这里,可以预先告之,它是一条非常接近直线的曲线。
如图3。
这条曲线是如何形成的,它和直线的形状偏差有多大。
我们可以用解析法和作图法两种方法得出。
一. 解析法图4为解析图安徽省鑫矿液压机械有限责任公司技术论文选编2004-2010图中园1为铣刀尖的轨迹。
园2为工件毛坯形状。
R 铣刀尖的轨迹半径r 工件毛坯半径L 铣刀与工件中心距n 工件与刀具的角速度比,其值为ω工件/ω刀具上列四个参数是设计者自己选定的,在解析式中是常量。
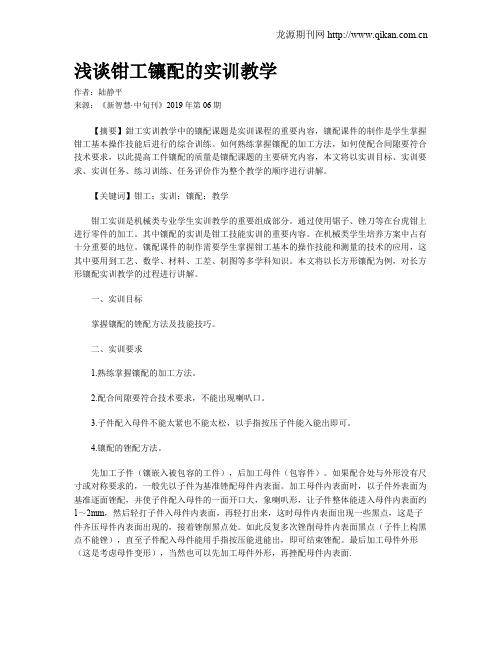
浅谈钳工镶配的实训教学作者:陆静平来源:《新智慧·中旬刊》2019年第06期【摘要】鉗工实训教学中的镶配课题是实训课程的重要内容,镶配课件的制作是学生掌握钳工基本操作技能后进行的综合训练。
如何熟练掌握镶配的加工方法,如何使配合间隙要符合技术要求,以此提高工件镶配的质量是镶配课题的主要研究内容,本文将以实训目标、实训要求、实训任务、练习训练、任务评价作为整个教学的顺序进行讲解。
【关键词】钳工;实训;镶配;教学钳工实训是机械类专业学生实训教学的重要组成部分。
通过使用锯子、锉刀等在台虎钳上进行零件的加工。
其中镶配的实训是钳工技能实训的重要内容。
在机械类学生培养方案中占有十分重要的地位。
镶配课件的制作需要学生掌握钳工基本的操作技能和测量的技术的应用,这其中要用到工艺、数学、材料、工差、制图等多学科知识。
本文将以长方形镶配为例,对长方形镶配实训教学的过程进行讲解。
一、实训目标掌握镶配的锉配方法及技能技巧。
二、实训要求1.熟练掌握镶配的加工方法。
2.配合间隙要符合技术要求,不能出现喇叭口。
3.子件配入母件不能太紧也不能太松,以手指按压子件能入能出即可。
4.镶配的锉配方法。
先加工子件(镶嵌入被包容的工件),后加工母件(包容件)。
如果配合处与外形没有尺寸或对称要求的,一般先以子件为基准锉配母件内表面。
加工母件内表面时,以子件外表面为基准逐面锉配,并使子件配入母件的一面开口大,象喇叭形,让子件整体能进入母件内表面约1~2mm,然后轻打子件入母件内表面,再轻打出来,这时母件内表面出现一些黑点,这是子件齐压母件内表面出现的,接着锉削黑点处。
如此反复多次锉削母件内表面黑点(子件上构黑点不能锉),直至子件配入母件能用手指按压能进能出,即可结束锉配。
最后加工母件外形(这是考虑母件变形),当然也可以先加工母件外形,再挫配母件内表面.这种采用喇叭形配入的锉配方法称为喇叭形配入法。
由于子件是镶入母件内表面的,因此这类锉配称为镶配。

六方体一:工件名称:六方体二:生产实习图:三:实训目标及要求:正确使用万能角度尺;掌握角度件的加工方法。
四:课前准备:1、设备:台虎钳、平台2、工量具:万能角度尺、千分尺、钢板尺、高标尺、刀口尺、90°角尺、游标卡尺、板锉(粗、中、细)、手锯等3、材料:毛坯件五:新课指导:1、分析工件图、讲解相关的工艺知识:◆公差等级:锉削IT8◆形位公差:平面度0.03mm,各面与大平面的垂直度为0.04mm◆时间额定:300分钟2、具体的操作步骤:步骤一:备料:45mm×55mm(±0.1)步骤二:加工1面,保证平面度0.04mm,与大平面的垂直度为0.04mm步骤三:加工2面,保证平面度0.04mm,与大平面的垂直度为0.04mm,并且与1面垂直步骤四:划出所有线条(以1面和2面为基准):21.6mm、43.3mm、12.5mm、37.5mm、50mm步骤五:加工3面,保证平面度0.04mm,与大平面的垂直度为0.04mm,且与1面保持平行步骤六:加工4面,保证平面度0.04mm,与大平面的垂直度为0.04mm,3与4面的夹角为120°步骤七:加工5面,保证平面度0.04mm,与大平面的垂直度为0.04mm,4与5面的边长相等且角度为120°步骤八:加工6面,保证与4面平行且尺寸为43.3mm,与1面的夹角是120°步骤九:加工7面,保证与5面平行且尺寸为43.3mm,与3面的夹角是120°,并且与6面的边长相等步骤十:检查尺寸,去毛刺步骤十一:交件3、注意事项:(1)六个角的加工顺序要正确(2)三组对边要分别平行且相等(3)角度的测量方法要正确(4)遵守相关的操作规程六、课后小记:。

内六方加工原理The internal hexagon processing principle refers to the process of using a machine to create a hexagonal shape within a material. 内六角加工原理是指使用机器在材料内部创建一个六边形形状的过程。
This process is commonly used in manufacturing to create parts and components with hexagonal features for various industries. 这个过程通常在制造业中被用来创建带有六边形特征的零件和组件。
The principle of internal hexagon processing involves the use of specialized cutting tools and machinery to carve out the six-sided shape within a workpiece. 内六角加工原理涉及使用专门的切削工具和机械来在工件内部雕刻出六边形的形状。
One of the key aspects of the internal hexagon processing principle is precision and accuracy. 内六角加工原理的一个关键方面是精度和准确度。
It requires careful planning and execution to ensure that the hexagonal shape is created with the correct dimensions and angles. 这需要仔细的规划和执行,以确保六边形形状的尺寸和角度是正确的。
This is essential in manufacturing, as parts and components with hexagonal features must fit together seamlessly and function properly within the larger assembly. 在制造业中,这是必不可少的,因为带有六边形特征的零件和组件必须无缝地拼合在一起,并在更大的装配中正常运转。
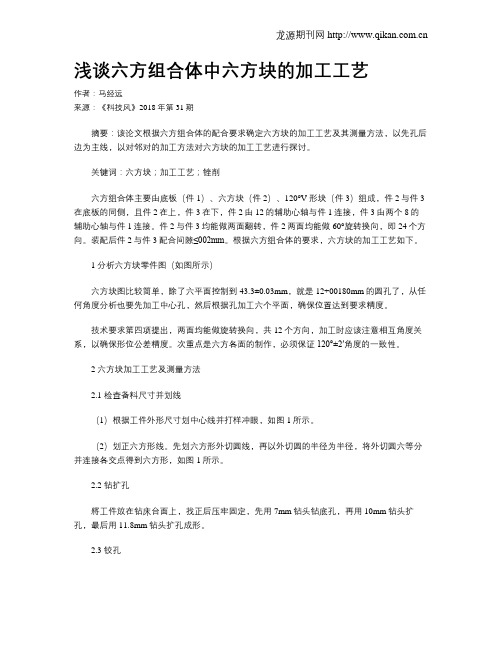
浅谈六方组合体中六方块的加工工艺作者:马经远来源:《科技风》2018年第31期摘要:该论文根据六方组合体的配合要求确定六方块的加工工艺及其测量方法,以先孔后边为主线,以对邻对的加工方法对六方块的加工工艺进行探讨。
关键词:六方块;加工工艺;锉削六方组合体主要由底板(件1)、六方块(件2)、120°V形块(件3)组成,件2与件3在底板的同侧,且件2在上,件3在下,件2由12的辅助心轴与件1连接,件3由两个8的辅助心轴与件1连接。
件2与件3均能做两面翻转,件2两面均能做60°旋转换向,即24个方向。
装配后件2与件3配合间隙≤002mm。
根据六方组合体的要求,六方块的加工工艺如下。
1 分析六方块零件图(如图所示)六方块图比较简单,除了六平面控制到43.3±0.03mm,就是12+00180mm的圆孔了,从任何角度分析也要先加工中心孔,然后根据孔加工六个平面,确保位置达到要求精度。
技术要求第四项提出,两面均能做旋转换向,共12个方向,加工时应该注意相互角度关系,以确保形位公差精度。
次重点是六方各面的制作,必须保证120°±2′角度的一致性。
2 六方块加工工艺及测量方法2.1 检查备料尺寸并划线(1)根据工件外形尺寸划中心线并打样冲眼,如图1所示。
(2)划正六方形线。
先划六方形外切圆线,再以外切圆的半径为半径,将外切圆六等分并连接各交点得到六方形,如图1所示。
2.2 钻扩孔將工件放在钻床台面上,找正后压牢固定,先用7mm钻头钻底孔,再用10mm钻头扩孔,最后用11.8mm钻头扩孔成形。
2.3 铰孔工件保持在台面原位上,选用12+0013+0008精度尺寸的铰刀在钻床上机铰成形,注意匀速进给,并加乳化液或机油润滑。
2.4 装配上心轴心轴与孔的配合为H7[]k6,保证在测量时心轴不晃动。
心轴装入后,必须保证心轴与六方块的垂直度。
2.5 锯削去除余量2.6 锉削六方块2.6.1 锉削第一面(1)用直角尺测量第一面与外形面的垂直度。

镶套的加工工艺镶套是一种常用于机械制造领域的加工工艺,它可以用于加固和保护零件的表面,提高零件的耐磨性和使用寿命。
本文将详细介绍镶套的加工工艺及其应用。
一、镶套的定义和作用镶套是指将一个零件套入另一个零件的内孔中,使两者之间形成一种紧密的配合。
它可以用于保护内孔的表面,减少磨损和摩擦,提高零件的使用寿命。
同时,镶套还可以增加零件的结构强度和刚度,提高零件的整体性能。
二、镶套的加工方法1. 机械加工法:采用机床进行加工,如铣削、钻孔、镗削等。
这种方法适用于形状较简单的镶套加工,加工精度较高。
2. 热装法:将零件加热至一定温度,然后迅速装入内孔中,利用热胀冷缩原理,使零件与内孔形成紧密的配合。
这种方法适用于大型零件的加工,可以提高加工效率。
3. 冷装法:将零件冷却至一定温度,然后装入内孔中,利用冷缩原理,使零件与内孔形成紧密的配合。
这种方法适用于小型零件的加工,可以提高加工精度。
三、镶套的材料选择1. 金属镶套:常用的金属材料有铜、铝、钢等。
金属镶套具有良好的导热性和导电性,适用于高温、高压和高速摩擦环境。
2. 塑料镶套:常用的塑料材料有聚酰胺、聚氨酯、聚酯等。
塑料镶套具有良好的耐腐蚀性和绝缘性,适用于化学腐蚀环境和电气设备中。
3. 复合材料镶套:常用的复合材料有纤维增强塑料、金属基复合材料等。
复合材料镶套具有高强度、轻质和耐磨性能,适用于高强度和轻量化要求的场合。
四、镶套的应用领域1. 机械制造:在机械制造中,镶套常用于轴承、齿轮、联轴器等零部件的加工,以提高其耐磨性和使用寿命。
2. 汽车制造:在汽车制造中,镶套常用于发动机缸套、曲轴轴承等零部件的加工,以提高其耐磨性和热稳定性。
3. 航空航天:在航空航天领域,镶套常用于发动机、涡轮等高温高压零部件的加工,以提高其耐磨性和耐高温性能。
4. 电子设备:在电子设备制造中,镶套常用于连接器、插头等零部件的加工,以提高其耐磨性和耐腐蚀性能。
镶套是一种常用的加工工艺,可以用于提高零件的耐磨性和使用寿命,增加零件的结构强度和刚度。
六方体制作工艺流程As we explore the process of creating a hexagonal prism, it is important to consider the intricate craftsmanship and skill that goes into each step. 详细了解制作六边体的工艺流程,需要考虑到每一个步骤所需的复杂工艺和技能。
To begin, the first step in the process is to gather all the necessary materials and tools needed for creating the hexagonal prism. 过程的第一步是收集制作六边体所需的所有材料和工具。
Next, the materials are carefully measured and cut to ensure precise dimensions for the hexagonal prism. 接下来,需要仔细测量并裁剪材料,以确保六边体具有精确的尺寸。
The pieces are then assembled and joined together using a strong adhesive or welding technique to create the shape of the hexagonal prism. 然后,使用强力胶水或焊接技术将零件组装并连接在一起,以形成六边体的形状。
Once the shape is formed, the surface of the hexagonal prism is carefully polished and finished to achieve a smooth and flawless appearance. 一旦形成了形状,需要仔细打磨和完善六边体的表面,以获得光滑和无瑕的外观。
六方体铣削加工工艺步骤
铣削六方体呀,这可有点小讲究呢。
接着就是装夹啦。
把毛坯稳稳地固定在铣床上,可不能让它在加工的时候乱动哦,就像把小宝贝放在安全座椅里一样。
装夹要是不牢固,铣出来的六方体可能就歪歪扭扭的啦。
然后呢,要对刀。
这就像是给铣刀找个准确的起点,告诉它从哪儿开始干活儿。
对刀可得小心又仔细,差一点点可能整个六方体的尺寸就不对喽。
再就是铣削平面啦。
铣刀呼呼转起来,一点点把毛坯的表面铣平。
这时候就像给六方体做个基础整形,让它有个平平整整的脸呢。
之后开始铣削六方体的各个侧面啦。
这就需要按照六方体的角度要求来调整铣床的工作台,就像给六方体打造不同的边边一样。
每个侧面都要铣得直直的,尺寸也要精准,不然这个六方体就不是规规矩矩的啦。
在铣削的过程中呀,还得时不时地测量一下尺寸呢。
可不能等都铣完了才发现尺寸不对,那就像做好了一件衣服才发现不合身一样糟糕。
加工完了之后呢,要把六方体从铣床上取下来。
这时候就像把做好的小工艺品从工作台上拿下来欣赏一样。
不过还没完哦,还要对六方体进行最后的清理和表面处理,把那些加工过程中产生的小碎屑都清理掉,让六方体看起来干干净净、漂漂亮亮的。
铣削六方体虽然有点复杂,但只要按照这些步骤一步一步来,就能做出一个很棒的六方体啦。