运用宏程序在数控车床上实现环面蜗杆的车削
- 格式:pdf
- 大小:268.64 KB
- 文档页数:3

260教育现代化传媒品牌投稿邮箱:chinajyxdh@职业技术教育一 宏程序的特点随着数控技术的发展,数控车削加工在机械加工中使用越来越普遍,这是因为数控车床与普通车床相比有着相当显著的优势,尤其是在圆弧加工和一些非圆曲线的加工方面更是显示出了无可比拟的优势。
在数控车削加工中,非圆曲线的加工经常用的就是用用户宏程序来加工。
宏程序是程序编制的高级形式,宏程序里用了大量的编程技巧,例如数学模型的建立、数学关系式的表达、加工刀具的选择、走刀方式的取舍等,这些使宏程序的精度很高。
特别是对于中等难度的零件,使用宏程序进行编程加工要比自动编程加工快的多。
有时自动编程的程序长度可能是宏程序的几十倍、几百倍甚至更悬殊,加工时间也会大大增加。
宏程序的使用已经成为数控编程人员不可缺少的一项技能,在很多的数控大赛中加入宏程序内容也说明了这点。
那究竟什么是宏程序呢?宏程序是以变量的组合,通过各种算术和逻辑运算、转移和循环等命令,编制的一种可以灵活运用的程序,只要改变变量的值,即可以完成不同的加工和操作,并可以当作子程序调用。
适合于具有一定规律的非圆曲线、列表曲线及曲面的零件,可以显著地增强机床的加工能力,同时可精简程序量。
宏程序的最大特点是可以对变量进行计算,使程序应用更加灵活、方便。
宏程序由于允许使用变量算术和逻辑运算及条件转移,使得编制相同的加工程序更加方便、容易,可将相同的加工操作编为通用宏程序,宏程序的调用和子程序的调用基本上是相同的,不同的是要用G65指令来调用。
二 椭圆程序的编制(一) 椭圆精车程序宏程序在数控车削中的应用彭欢(山东省城镇劳动就业训练中心,山东 济南 250033)摘 要:宏程序是数控车削中比较高能的编程方法,本文通过椭圆的各种情况的程序编写,说明各种情况椭圆粗车和精车的方法,同时说明了宏程序的使用方法。
关键词:宏程序;椭圆;数控车床下面就以经常使用的FANUC Oi 数控系统为例说明:如果把椭圆的顶点做为坐标原点,椭圆的长半轴(Z 轴)为40,短半轴(X 轴)为30,那么椭圆方程为X 2/302+Z 2/402=1。

宏程序在数控车削加工中的应用————————————————————————————————作者:————————————————————————————————日期:合肥通用职业技术学院毕业论文论文题目:宏程序在数控车削加工中的应用学院/系别: 合肥通用职业技术学院/数控与材料系专业/班级:数控设备应用与维护专业/数设901班学制:三年姓名:熊守嘉学号: 18090142指导教师:冯利华二零一一年十月十五日目录摘要 (2)前言 (2)第1章宏程序加工概述 (2)1。
1 概述 (2)1.1.1 G代码、M代码 (2)1.1.2系统参数 (2)1.1.3数据设置 (2)1.1.4用户宏程序 (3)1.1.5检测应用 (3)第2章宏程序中基本程序代码 (3)2。
1 基本程序代码 (3)2.1.1 车削G代码 (3)2.1。
2 车削M代码 (4)第3章数控车床简介 (6)3。
1 数控车床的主要组成及工作原理 (6)3。
2 数控车床的分类与特点 (6)3.3 数控车床的选用 (6)3.3。
1 动力刀具功能 (7)3。
3.2 C轴位置控制功能 (7)3.3.3 数控车削选用原则 (7)第4章宏程序的程序语言 (7)4。
1 宏变量及常量 (7)4.2 变量的各种运算 (8)4。
3 变量运算的优先顺序 (8)4.4 宏程序函数格式 (8)4.5 宏程序调用 (9)第5章宏程序在车削中的应用实例 (9)总结 (12)参考文献 (12)致谢 (12)宏程序在数控车削加工中的应用摘要:在数控加工中,当遇到一些比较复杂的加工零件是,利用普通的程序进行编程不能解决问题或零件的精度达不到规定的要求的时候。
宏程序加工就突显了优势。
当数控车削的零件有不规则的车外圆、切槽等任务的时候,就可以利用宏程序进行加工,从而达到车削的精度.所以学习宏程序加工对我们来说是很有利的,为了以后更好的在机加工行业的发展。
关键词:宏程序在数控车削中的应用,车削,程序,案例分析。
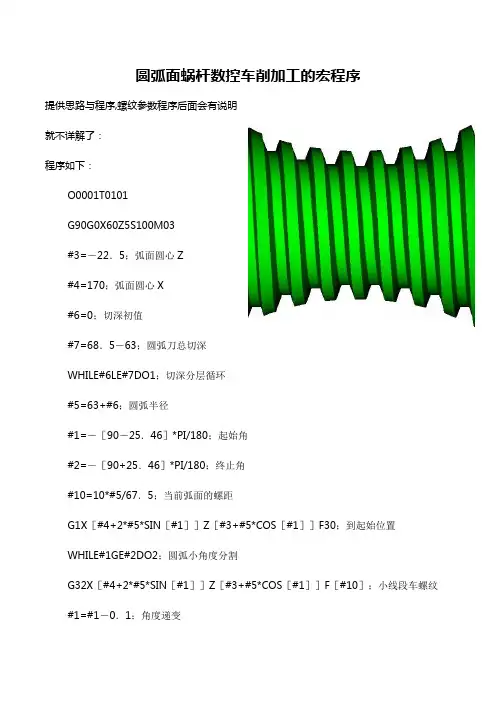
圆弧面蜗杆数控车削加工的宏程序
提供思路与程序,螺纹参数程序后面会有说明
就不详解了:
程序如下:
O0001T0101
G90G0X60Z5S100M03
#3=-22.5;弧面圆心Z
#4=170;弧面圆心X
#6=0;切深初值
#7=68.5-63;圆弧刀总切深
WHILE#6LE#7DO1;切深分层循环
#5=63+#6;圆弧半径
#1=-[90-25.46]*PI/180;起始角
#2=-[90+25.46]*PI/180;终止角
#10=10*#5/67.5;当前弧面的螺距
G1X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F30;到起始位置
WHILE#1GE#2DO2;圆弧小角度分割
G32X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F[#10];小线段车螺纹#1=#1-0.1;角度递变
ENDW2
G0X60F50G0Z5
#6=#6+0.08;切深递变
ENDW1
G0X100.Z100.
M05
M30
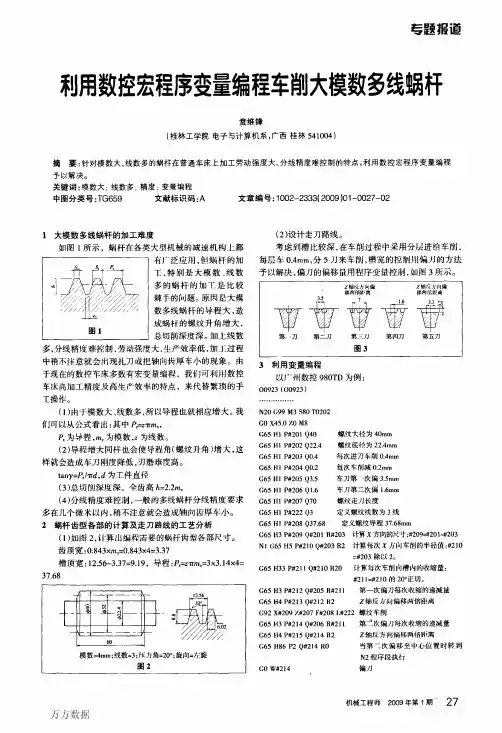
加工时,圆弧车刀以圆弧中心为刀位点对刀,其最终切深按两侧齿廓线以刀尖圆弧半径倒圆后的圆心位置来确定,圆弧段螺纹车制的起始和终止角度可按超出有效毛坯外的第一个齿槽位置求算。
采用圆弧车刀预切结束的同时也完成了齿底的加工,仅剩两侧齿廓留余量。
由于刀具采用直进直出的运动,弧面蜗杆有效齿廓线的两侧不允许有倒卷,否则会产生刀具干涉,即弧面蜗杆的弧面半径和有效区段的弧心角应受到一定的限制。
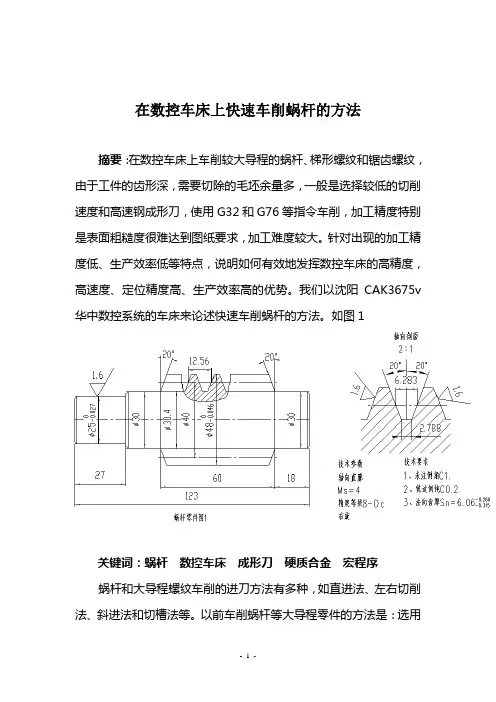
在数控车床上快速车削蜗杆的方法摘要:在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工难度较大。
针对出现的加工精度低、生产效率低等特点,说明如何有效地发挥数控车床的高精度,高速度、定位精度高、生产效率高的优势。
我们以沈阳CAK3675v 华中数控系统的车床来论述快速车削蜗杆的方法。
如图1关键词:蜗杆数控车床成形刀硬质合金宏程序蜗杆和大导程螺纹车削的进刀方法有多种,如直进法、左右切削法、斜进法和切槽法等。
以前车削蜗杆等大导程零件的方法是:选用较低主轴转速(数控车床最低速为100转/分时转动无力)和高速钢成形车刀,车削蜗杆时的生产效率低。
为解决上述问题,我认为应从刀具材料、几何形状及角度和车削方法来谈谈快速车削蜗杆和大导程螺纹的方法。
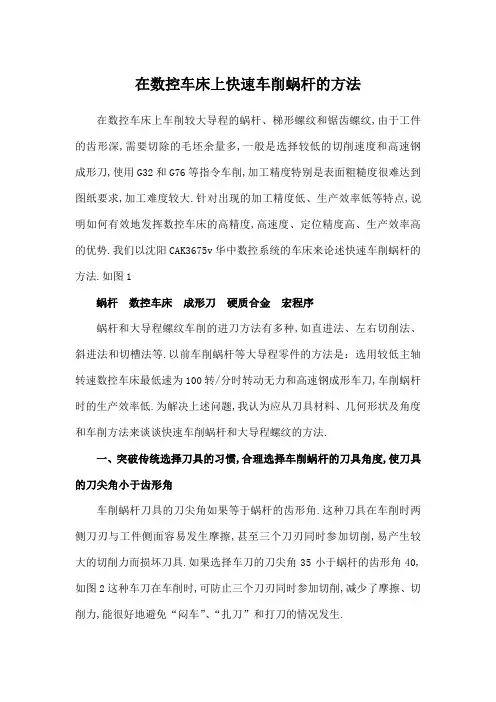
一、突破传统选择刀具的习惯,合理选择车削蜗杆的刀具角度,使刀具的刀尖角小于齿形角车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角。
这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,易产生较大的切削力而损坏刀具。
如果选择车刀的刀尖角35小于蜗杆的齿形角40,(如图2)这种车刀在车削时,可防止三个刀刃同时参加切削,减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生。
二、在数控车床上使用硬质合金车刀高转速车削蜗杆成为现实以前,车削加工蜗杆和大导程螺纹,只能用高速钢车刀低速车削加工,生产效率非常低。
如果将车刀的刀尖角磨小,使车刀的刀尖角35小于蜗杆的齿形角40,可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削。
当工件直径、导程越大时,可获得的线速度越高,加工出的工件表面质量越好,而且生产效率明显提高。
彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件。
数控车床上加工蜗杆的通用宏程序广数 980TD数控车床上加工蜗杆的通用宏程序摘要很多中小型企业会遇到要在数控车床上加工大螺距梯形螺纹和蜗杆 (由于这些企业条件限制(往往不能编制好加工程序 (本文以实例探讨了数控车床中加工蜗杆和梯形螺纹通用宏程序的设计和编程(让中小企业也能轻松地应用宏程序加工蜗杆和梯形螺纹。
关键词宏程序梯形螺纹蜗杆一、前言今年本人应某中小型企业邀请(去帮他们处理数控车床加工中遇到的一些问题。
经交流得知(他们要加工一批蜗杆 ( 并从宜昌纺织机械厂请了位师傅编了个很长的程序 (但加工时还是很快损坏了刀具。
我查阅了相关说明书(并无这方面内容 (上网搜索 (也没有找到免费的可以直接使用的相关文章 (因此本人参考部分资料 (给他们编制了一个通用的加工蜗杆和梯形螺纹的程序(告诉他们使用方法后 (遇到蜗杆和梯形螺纹就可以直接套用该程序 (这样即使对宏程序不太熟悉的工人也可以加工蜗杆和梯形螺纹了。
二、加工螺纹的一般方法在数控车床加工螺纹一般有四种方法;直进法、斜进法、左右切削法和切槽刀粗切槽法四种。
1、直进法;如图 1 所示 (螺纹刀间歇性进给到牙深处 (采用此种方法加工梯形螺纹时(螺纹车刀的三面都参与切削 (导致加工排屑困难( 切削力和切削热增加(刀尖磨损严重(进刀量过大时 ( 还可能产生扎刀现象。
很显然(加工大螺距梯形螺纹和蜗杆是不可取的。
2、斜进法;如图 2 所示(螺纹车刀沿牙型角方向斜向间歇进给到牙深处(采用此种方法加工梯形螺纹时(螺纹车刀始终只有一侧刀刃参加切削(从而排屑比较顺利(刀尖的受力和受热情况有所改善(在车削中不易引起扎刀现象。
1/4页3、左右切削法;如图3所示 (螺纹车刀沿牙型角方向交错间隙进给至牙深(该方法同于斜进法(在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法;如图 4 所示 (该方法先用切槽刀粗切槽(再用梯形螺纹车刀加工螺纹两侧面(这种方法在数控车中较难实现。
三、蜗杆和大螺距梯形螺纹特点和加工方法车削加工蜗杆和大导程螺纹(无论用斜进法还是左右切削法(切削抗力非常大( 以前只能用高速钢车刀低速车削加工(生产效率非常低。

蜗杆在数控车床上加工与分析作者:廖天碑来源:《科教导刊·电子版》2017年第11期摘要如今许多矿山机械和工程机械都运用蜗杆进行生产工作,而对于涡轮来说蜗杆是十分重要的部件。
随着科技的发展与成熟,蜗杆的生产逐渐在数控车床上完成,这样不但提高了生产的效率,还提高了精度,但是在数控车床上生产蜗杆还是存在一定难度的,需要技术上的成熟和精密的控制。
关键词蜗杆加工编程中图分类号:TG 659 文献标识码:A1加工编程的内容在数控车床上对蜗杆进行加工编程是一件十分复杂而又精密的工艺,加工编程的内容十分丰富,每个环节之间关系精密,需要工作人员十分熟悉加工编程的内容。
1.1设计工艺的内容蜗杆在数控车床上进行加工编程的内容十分复杂,而第一个内容是设计工艺的内容,这个内容也在蜗杆的加工过程中起到了重要的作用。
首先关于起刀点,要设置在蜗杆的右侧起刀,编程也应当将起点设置在右端面,其次是对刀具的材料也有着严格的要求,刀具的材料一般选用高速钢,另外为了应对背吃刀量的问题,加工过程中对蜗杆的全齿和削法也有着明确的规定。
还有一夹一顶的装夹方式是被优先选用的装夹方式,对蜗杆生产来说误差也是一个很重要的方面,在数控车床加工中,减小误差是十分重要的。
1.2相关数据的计算在蜗杆加工编程的过程中,很重要的事就是对蜗杆相关参数进行计算。
其中起刀点是一项主要需要测算的项目之一,它计算的依据主要是距离、转程、导程,在计算起刀点的过程中,升速段和减速段是主要被参考的对象。
另外在蜗杆加工之前还有许多的数据需要经过严密的计算才能够确定并且投入加工生产中。
由此可见,蜗杆在数控车床生产的编程加工内容中,参数计算占了重要的地位。
1.3蜗杆加工宏程序蜗杆加工时利用宏程序来控制蜗杆的灵活性,在编程过程中,参数的不同就会加工出不同型号的蜗杆,而参数的改变常被用于加工相似的蜗杆,用这样的方式,可以提高蜗杆加工的效率,同时也能够使车床加工蜗杆的范围得到拓宽。
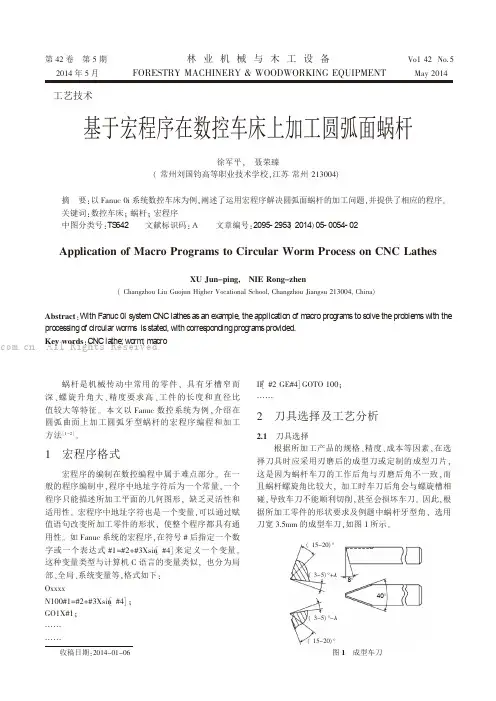
基于宏程序在数控车床上加工圆弧面蜗杆徐军平,聂荣臻(常州刘国钧高等职业技术学校,江苏常州213004)摘要:以Fanuc 0i 系统数控车床为例,阐述了运用宏程序解决圆弧面蜗杆的加工问题,并提供了相应的程序。
关键词:数控车床;蜗杆;宏程序中图分类号:TS 642文献标识码:A文章编号:2095-2953(2014)05-0054-02Application of Macro Programs to Circular Worm Process on CNC LathesXU Jun-ping,NIE Rong-zhen(Changzhou Liu Guojun Higher Vocational School,Changzhou Jiangsu 213004,China)Abstract :With Fanuc 0i s ys te m CNC la the s a s an e xa m ple ,the applica tio n o f m acro pro g ra m s to s o lve the proble m s w ith the pro ce s s ingo f circula r wo rm s iss ta te d,with corre s po ndingprog ra m spro vide d.Key words :CNC la the ;wo rm ;m a cro蜗杆是机械传动中常用的零件,具有牙槽窄而深、螺旋升角大、精度要求高、工件的长度和直径比值较大等特征。
本文以Fanuc 数控系统为例,介绍在圆弧曲面上加工圆弧牙型蜗杆的宏程序编程和加工方法[1-2]。
1宏程序格式宏程序的编制在数控编程中属于难点部分。
在一般的程序编制中,程序中地址字符后为一个常量,一个程序只能描述所加工平面的几何图形,缺乏灵活性和适用性。
宏程序中地址字符也是一个变量,可以通过赋值语句改变所加工零件的形状,使整个程序都具有通用性。
在数控车床上快速车削蜗杆的方法在数控车床上车削较大导程的蜗杆、梯形螺纹和锯齿螺纹,由于工件的齿形深,需要切除的毛坯余量多,一般是选择较低的切削速度和高速钢成形刀,使用G32和G76等指令车削,加工精度特别是表面粗糙度很难达到图纸要求,加工难度较大.针对出现的加工精度低、生产效率低等特点,说明如何有效地发挥数控车床的高精度,高速度、定位精度高、生产效率高的优势.我们以沈阳CAK3675v华中数控系统的车床来论述快速车削蜗杆的方法.如图1蜗杆数控车床成形刀硬质合金宏程序蜗杆和大导程螺纹车削的进刀方法有多种,如直进法、左右切削法、斜进法和切槽法等.以前车削蜗杆等大导程零件的方法是:选用较低主轴转速数控车床最低速为100转/分时转动无力和高速钢成形车刀,车削蜗杆时的生产效率低.为解决上述问题,我认为应从刀具材料、几何形状及角度和车削方法来谈谈快速车削蜗杆和大导程螺纹的方法.一、突破传统选择刀具的习惯,合理选择车削蜗杆的刀具角度,使刀具的刀尖角小于齿形角车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角.这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,易产生较大的切削力而损坏刀具.如果选择车刀的刀尖角35小于蜗杆的齿形角40,如图2这种车刀在车削时,可防止三个刀刃同时参加切削,减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生.二、在数控车床上使用硬质合金车刀高转速车削蜗杆成为现实以前,车削加工蜗杆和大导程螺纹,只能用高速钢车刀低速车削加工,生产效率非常低.如果将车刀的刀尖角磨小,使车刀的刀尖角35小于蜗杆的齿形角40,可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削.当工件直径、导程越大时,可获得的线速度越高,加工出的工件表面质量越好,而且生产效率明显提高.彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件.只要数控车床能承受,尽可能选择较高的线速度,在车削模数Ms=4时,选用350转/分钟.如图3图2 刀尖角35小于齿形角40 图3 硬质合金车刀三、利用数控车床的精度高、定位准,用车削斜面的方法代替成形刀车削蜗杆,能保证蜗杆的齿形角如果蜗杆车刀的刀尖角直接决定被加工螺纹牙形角的大小,这显然是用成形刀来车削蜗杆.当使用成形刀车削较大导程蜗杆工件时,有可能整过刀刃甚至是三个刀刃同时参加切削,切削力陡增.由于数控车床在低转速转动时无力,用成形刀在数控车床上车削蜗杆或大导程螺纹会出现“闷车”和“扎刀”.为解决以上问题,可用左右分层车削斜面的方法取代成形刀法来车削蜗杆和大导程螺纹,可彻底避免在车削中经常出现三个刀刃同时参加切削而导致切削力增大、排屑不畅、“闷车”和“扎刀”等现象.车削斜面的方法是:车螺纹时,车刀在第一次往复车削后,刀尖在通过轴线剖面的牙侧上车削出了A点,经过多次往复循环车削,刀尖在通过轴线剖面的牙侧上分别车削出了B、C、D、E、F……N个点,将ACEN和BDF等多个点分别连接起来成为两条倾斜的直线,形成了蜗杆两侧的齿面和齿形角.如图4图4 蜗杆齿侧的形成四、使用宏程序能满足加工加工要求粗车如图1模数Ms=4的蜗杆,大约只需10分钟左右.粗车蜗杆的加工宏程序如下:%0001T0303M03S350F1001=蜗杆全齿高2=齿根槽宽W=3= 刀头宽t=WHLIE 1GE04=12+ 计算X轴尺寸.齿根圆为5=1TAN20PI/1802+2 计算Z轴尺寸WHLIE 5GE3G00 X50 Z8 M08 循环起点G00 Z8+5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆G00 Z8-5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆5=5-3 每次循环的切削宽度ENDW1= 每次循环的切削深度ENDWG0X150Z8M09M30精车时必须修改粗车的宏程序如下:1、测量粗车后的法向齿厚Sn/Cos20=Sx轴向齿厚.2、将宏程序的程序段2=修改为2=+ Sx/2轴向齿厚/23、将宏程序的程序段1=修改为1=4、将宏程序的WHLIE 5GE3、5=5-3、ENDW删除.5、将修改后的宏程序重新调用加工一次,精车蜗杆大约只需10分钟左右.修改后,精车蜗杆宏程序如下:%0001T0303M03S350F1001=蜗杆全齿高2=+ Sx/2 齿根槽宽+轴向齿厚Sx/23= 刀头宽t=WHLIE 1GE04=12+ 计算X轴尺寸.齿根圆为5=1TAN20PI/1802+2 计算Z轴尺寸G00 X50 Z8 M08 循环起点G00 Z8+5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆G00 Z8-5-3/2 Z轴向右边移动G82 X4 Z-87 车蜗杆1= 每次循环的切削深度ENDWG0X150Z8M09M30五、结束语在数控车床上快速车削蜗杆和大导程螺纹的方法有三个特点:一是摆脱了在普通车床上车削蜗杆要求工人有较高的操作技能和技巧.二是解决了数控车床不能车削大导程的蜗杆和螺纹.三是充分利用了数控车床的精度高、定位准的特点,突破了传统的选择蜗杆车刀的习惯,将刀具的刀尖角选得小于齿形角,车削时防止了三个刀刃同时参加切削,排屑顺利,减小了切削力,使用硬质合金车刀,高速切削蜗杆和大导程螺纹成为现实在数控车床上加工较大直径和较大导程的蜗杆优势更大.粗车和精车如图1的蜗杆大约需要20分钟左右的时间,生产效率有了较大的提高,是普通车床的10倍左右.在数控车床上车削蜗杆和大导程螺纹注意三点:一是要求有编辑和修改宏程序、准备车刀和安装工件的能力.二是用硬质合金车刀车削梯形螺纹,不能选用过高的主轴转速,应考虑车床的承受能力.如车削模数Ms=4的蜗杆,主轴转速可选350转/分左右,否则,会由于大滑板换向太快而影响车床丝杆和螺母的精度.三是如果被切削的工件直径较小,车削时的线速度较低,车削出齿侧的表面粗糙度只能达到左右.当车削较小直径的工件时,可在数控车床上粗车,留下较小的精车余量,然后选用高速钢车刀低速精车来解决工件的表面粗糙度.资料来源。

数控车床上加工蜗杆的通用宏程序摘要很多中小型企业会遇到要在数控车床上加工大螺距梯形螺纹和蜗杆,由于这些企业条件限制,往往不能编制好加工程序,本文以实例探讨了数控车床中加工蜗杆和梯形螺纹通用宏程序的设计和编程,让中小企业也能轻松地应用宏程序加工蜗杆和梯形螺纹。
关键词宏程序梯形螺纹蜗杆一、前言今年本人应某中小型企业邀请,去帮他们处理数控车床加工中遇到的一些问题。
经交流得知,他们要加工一批蜗杆,并从宜昌纺织机械厂请了位师傅编了个很长的程序,但加工时还是很快损坏了刀具。
我查阅了相关说明书,并无这方面内容,上网搜索,也没有找到免费的可以直接使用的相关文章,因此本人参考部分资料,给他们编制了一个通用的加工蜗杆和梯形螺纹的程序,告诉他们使用方法后,遇到蜗杆和梯形螺纹就可以直接套用该程序,这样即使对宏程序不太熟悉的工人也可以加工蜗杆和梯形螺纹了。
二、加工螺纹的一般方法在数控车床加工螺纹一般有四种方法:直进法、斜进法、左右切削法和切槽刀粗切槽法四种。
1、直进法:如图1所示,螺纹刀间歇性进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀的三面都参与切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重,进刀量过大时,还可能产生扎刀现象。
很显然,加工大螺距梯形螺纹和蜗杆是不可取的。
2、斜进法:如图2所示,螺纹车刀沿牙型角方向斜向间歇进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀始终只有一侧刀刃参加切削,从而排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起扎刀现象。
3、左右切削法:如图3所示,螺纹车刀沿牙型角方向交错间隙进给至牙深,该方法同于斜进法,在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法:如图4所示,该方法先用切槽刀粗切槽,再用梯形螺纹车刀加工螺纹两侧面,这种方法在数控车中较难实现。
三、蜗杆和大螺距梯形螺纹特点和加工方法车削加工蜗杆和大导程螺纹,无论用斜进法还是左右切削法,切削抗力非常大,以前只能用高速钢车刀低速车削加工,生产效率非常低。
浅析在数控车床用宏程序加工蜗杆方法作者:黄广和来源:《学校教育研究》2020年第05期摘要:蜗杆在通常加工中常用低速加工,工人加工劳动量大,加工难度高,工作效率低。
本文以实例探讨数控车床中高速加工蜗杆通用宏程序的设计和编程,以减少工人劳动强度,提高加工效率。
关键词:数控车加工、蜗杆加工、宏程序编程本文以下图为例,讲解在数控车床上如何利用宏程序编程加工蜗杆的实例。
一、加工工艺的安排1.锅杆在数控车床上进行加工编程的内容十分复杂,工艺的安排在蜗杆的加工过程中起到了重要的作用。
首先关于起刀点,要设置在蜗杆的右侧起刀,编程也应当将起点设置在右端面。
另外为了应对背吃刀量的问題,加工过程中对蜗杆的全齿和削法也有着明确的规定。
还有一夹一顶的装夹方式是被优先选用的装夹方式,对蜗杆生产来说误差也是一个很重要的方面,在数控车床加工中,减小误差是十分重要的。
2.相关数据的计算。
在蜗杆加工编程的过程中,很重要的事就是对蜗杆相关参数进行计算。
其中起刀点是一项主要需要测算的项目之一,它计算的依据主要是距离、转程、导程,在计算起刀点的过程中升速段和减速段是主要被参考的对象,另外在蜗杆加工之前还有许多的数据需要经过严密的计算才能够确定并且投入加工生产中。
3.蜗杆的加工方法。
由于蜗杆导程大,牙高深,所以无论用斜进法还是左右切削法,切削抗力非常大。
如果要在数控车床上用高速加工蜗杆,因此我采用了“分层切削"的方法来加工。
把螺纹或蜗杆的牙槽分成若干层,转化成若干个较浅的螺纹槽来进行切削,这样可以有效地控制切除余量,保证表面质量和刀具的使用寿命。
(如图2)二、蜗杆加工宏程序编程宏程序,简单的说,它就是一种利用变量来进行表示的一种程序,它的变量分三种,即有:局部变量、公共变量、系统变量,蜗杆加工时利用宏程序来控制蜗杆的灵活性,在编程过程中,参数的不同就会加工出不同型号的锅杆,而参数的改变常被用于加工相似的蜗杆,用这样的方式,可以提高蜗杆加工的效率。