铸造冒口、冷铁与铸肋
- 格式:ppt
- 大小:2.97 MB
- 文档页数:36
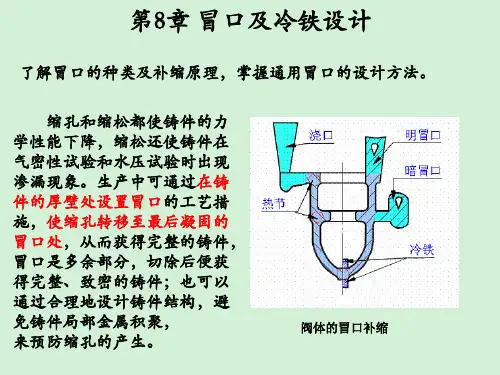
一、砂型铸造部分一填空及名词解释1设置冒口、冷铁和铸肋的主要目的是防止缩孔、缩松、裂纹和变形等铸造缺陷。
2脱模时间stripping time指从混砂结束开始在芯盒内制的砂芯或未脱模的砂型硬化到能满意地将砂芯从芯盒中取出或脱模而不致发生砂芯或砂型变形所需的时间间隔。
3。
补贴为实现顺序凝固或加强补缩效果在靠近冒口的铸件壁厚上补加的倾斜的金属块。
4 水玻璃是各种硅酸盐的统称。
在铸造上常用的有钠水玻璃、钾水玻璃、锂水玻璃分别为硅酸钠、硅酸钾、硅酸锂的水溶液其化学式分别为Na2O。
mSiO2 。
nH2O、K2O。
mSiO2。
nH2O、Li2OmSiO2。
nH2O。
5流动性型砂在外力或自重作用下沿模样与砂粒之间相对移动的能力称为流动性。
6气硬冷芯盒法vapor cold box process将混好的双组份树脂砂填入芯盒然后在室温下通过吹气硬化制成砂芯的方法。
7.型、芯砂将原砂或再生砂粘结剂其它附加物等所混制成的混合物为型砂或芯砂其中将其用于铸型者被称为型砂用于制砂芯者称为芯砂。
8可使用时间bench lifeworking time指自硬树脂砂其它化学粘结剂也相同混砂后能够制出合格砂芯的那一段时间。
9。
冷铁为增加铸件局部冷却速度在型腔内部及工作表面安放的金属块。
10热芯盒法hot-box process用液态热固性树脂粘结剂和催化剂配制成的芯砂吹射入加热到一定温度的芯盒内180-250C贴近芯盒表面的砂芯受热其粘结剂在很短时间即可缩聚而硬化而制成砂芯的方法。
二问答题1. 铸铁件、铸钢件和铸造非铁合金件用的湿型砂各具有什么特点答题要点①由于铸铁件、铸钢件和铸造非铁合金件的合金特性和浇注温度不同因此它们用的湿型砂不宜一样。
铸铁件的合金熔点较高略低于铸钢浇注温度一般在1200℃一1400℃左右因此对湿型砂耐火度的要求可比铸钢件低。
铸铁件湿型砂的显著特点是其中普遍加入了煤粉煤粉的作用主要在于防止粘砂。
②铸钢件的合金熔点很高浇注温度高达1500-1650℃因此要求混型砂有较高的耐火度和透气性。
一、名词解释1. 铸造:是液态金属在重力或外力作用下充填到型腔中,等待冷却凝固后,获得所需形状和尺寸的毛坯或零件的热加工工艺,又称作金属一成液态型。
2. 冷铁:为增加铸件局部冷却速度,在型腔内部及工作表面安放的金属块。
3. 补贴:为增加冒口补缩效果,沿冒口补缩距离,向着冒口方向铸件断面逐渐增厚的多余金属。
4. 铸肋:是保证铸件质量的一种工艺措施,根据其作用不同,铸肋可分为两类:一类为割肋(也称之为收缩肋),用于防止铸件热裂;另一类为拉肋(又称为加强肋),主要防止铸件产生变形。
5. 离心铸造:是将金属液浇入旋转的铸型中,在离心力的作用下充填铸型而凝固成型的一种铸造方法。
6. 分型面:是指两半型或多个铸型相互接触配合的表面。
浇铸位置:是指浇铸时铸件在铸型内所处的状态和位置。
7. 拉伸变形:具有残留内应力的铸件,厚的部位受拉应力、薄的部位受压应力。
处于这种状态的铸件是不稳定的,将自发地变形以减小其内应力,以趋于稳定状态。
变形的结果是受拉应力的部位趋于缩短变形、受压应力的部位趋于伸长变形,以使铸件中的残余应力减小或消除。
1、热应力铸造热应力是由于铸件壁厚有厚薄,冷却有先后,造成铸件的厚壁或心部受拉伸,薄壁或表层受压缩。
铸件的壁厚差别愈大,合金的线收缩率就愈高,弹性模量愈大,热应力也就愈大。
8. 开放式浇注系统:指直浇道出口、横浇道截面积总和及内浇道出口面积总和依次扩大的浇注系统,也称为扩张式浇注系统。
焊接部分1.焊接:通过加热或加压,或两者同时并用,使两个分离的物体产生原子或分子间结合力而连接成一体的成型方法。
2.焊接热影响区:收焊接热循环的影响,焊缝附近的母材因焊接热作用发生组织或性能变化的区域。
3.焊接缺陷:指焊接过程中,由于设计、工艺、操作不当所引起的不符合标准要求的弊端。
4.焊接裂缝:在焊接应力及其他致脆因素共同作用下,焊接接头中局部区域金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
5.埋弧自动焊:电弧埋在焊剂层析燃烧进行焊接的方法称为埋弧焊,其引弧、移动电弧、收弧等动作一般由机械自动完成,故通常又称为埋弧自动焊。
铸件浇冒口和铸件本体成分
摘要:
1.铸件浇冒口和铸件本体成分的定义与作用
2.铸件浇冒口和铸件本体成分的种类与选择
3.铸件浇冒口和铸件本体成分对铸件质量的影响
4.铸件浇冒口和铸件本体成分的控制方法
5.结论
正文:
一、铸件浇冒口和铸件本体成分的定义与作用
铸件浇冒口是指在铸造过程中,连接模具和浇注系统的短管道,它的作用是引导熔融金属从浇注系统进入模具,并在填充模具的过程中,为铸件提供足够的压力和速度。
铸件本体成分是指铸件的主要化学成分,它决定了铸件的性能和质量。
二、铸件浇冒口和铸件本体成分的种类与选择
铸件浇冒口的种类主要有直浇冒口、弯浇冒口和横浇冒口等,选择浇冒口的种类需要根据铸件的结构、尺寸和生产工艺来确定。
铸件本体成分的种类主要有铁素体、珠光体、马氏体和奥氏体等,选择铸件本体成分需要根据铸件的使用环境和性能要求来确定。
三、铸件浇冒口和铸件本体成分对铸件质量的影响
铸件浇冒口的设计不合理或质量不好,可能会导致铸件出现浇注不足、气孔、夹杂等缺陷,影响铸件的质量。
铸件本体成分的不合理,可能会导致铸件的强度、硬度、耐磨性等性能不佳,影响铸件的使用寿命。
四、铸件浇冒口和铸件本体成分的控制方法
对于铸件浇冒口,可以通过优化设计、严格控制浇注温度和压力、选择优质的材料和合理的制造工艺等方式来控制其质量。
对于铸件本体成分,可以通过合理的配料、精确的熔炼温度控制、严格的化学成分分析和质量检测等方式来控制其成分。
五、结论
铸件浇冒口和铸件本体成分是影响铸件质量的重要因素,需要对其进行科学的设计和严格的控制。
的冒口和冷铁的的设计优劣也深深影响着其品质的好坏。
设计的好既可以减少冒口,提高球墨铸铁件优良率,也可以直接降低生产成本,促进经济效益的提升。
因此为实现以上效果,我们必须要了解冒口和冷铁的作用以及设计过程中需注意的问题!球墨铸铁件冒口的作用:在铸件成形过程中提供由于体积变化而需要补缩的金属液体,以防止在铸件中出现收缩类型的缺陷.冷铁的作用:1)加快铸件热节部分的冷却速度,使铸件趋于同时凝固,有利于防止铸件的变形或出现裂纹,并有可能减少偏析.2)与冒口配合使用,使铸件局部区域冷却加速,强化了铸件方向性(顺序)凝固的条件,有利于冒口补缩和扩大冒口补缩范围,这样,不仅有利于防止铸件产生缩松,缩块缺陷,还有可能减少冒口的数量或体积及补缩的斜度,提高球墨铸铁件工艺出品率.3)加快铸件某些特殊部位的冷却速度,以期达到提高铸件表面硬度和耐磨性、细化基体组织的目的。
4)在难于设置冒口或冒口不易于补缩到的部位防止冷铁以减少或防止出现缩松、缩孔.5)对球墨铸铁,用冷铁进行激冷可以增大铸件表面或中心的温度梯度,有利于提高石墨化膨胀的利用程度和提高冒口补缩效果.球墨铸铁的凝固方式为糊状凝固,我们在设计时考虑按此凝固方式进行设计,并且还需要做凝固模拟以验证我们所设计的工艺是否正确。
当然在考虑整个工艺时尽量考虑冒口和冷铁,将他们结合起来考虑。
因此在冷铁和冒口的设计中我们必须注意以下问题:冒口必需能传运足够的铁水以补偿收缩.液态收缩:高于TL温度:1,5%/100°C.固态收缩:0–2—5%,取决于铁水的冶金质量。
冒口必须能起作用:暗冒口必须有Williams芯子和气眼,明冒口必须有发热套。
冒口有一定的补缩距离,它取决于壁厚和铁水的冶金质量。
它可以是:水平补缩距离:10到2倍断面厚度,垂直补缩距离:15到4倍的断面厚度。
认识到球铁在与造型接触时会产生一个固体层是很重要的。
该层(2—3mm)对薄壁件比对厚壁件更为重要.冷铁决不能弥补铁水的缩松,它只会把这个缩松转移到其它区域。

铸造时设置冒口的作用冒口是在铸型内用以储存补缩金属液所设置的空腔,主要作用是防止铸件发生缩孔和缩松缺陷,同时也兼有调整铸件温度场、溢除流头冷金属液、排除气体和收集渣滓等作用。
习惯上把冒口金属液凝固后所形成的实体也称为冒口。
在铸造时设置冒口作用体现在:冒口是铸型上用以贮存金属液体的空腔。
在型腔上安放的金属块称为冷铁。
主要都是为提高铸铁平板铸件质量而设计存在的。
设置冒口是防止铸铁平板铸件产生缩孔而采取的铸造工艺措施。
但冒口具有铸造工艺复杂、铸件清理困难及浪费金属等缺点。
因此冒口多用于收缩较大,易形成缩孔的合金,例如铸钢、铝硅合金及球墨铸铁等。
冒口可分为明冒口和暗冒口。
明冒口的上表面露出砂箱,与空气接触,散热快,因此尺寸应大些,以保证其最后凝固。
暗冒口的上表面不露出砂箱,四周被型砂包围,散热慢,保温效果好,尺寸可小些。
其主要作用是补缩,防止铸铁平板上形成缩孔,并可排气和集渣。
为了使冒口有效地进行补缩,应设在热节上方或侧面以及铸铁平板铸件最高最厚的部位。
为保证铸件的质量,冒口不应设在重要的和受力大的部位及应力集中的位置。
铸造时冒口位置的选择原则:(1)冒口应就近设在铸件热节的上方或侧旁。
(2)冒口应尽量设在铸件最高、最厚的部位。
对低处的热节增设补贴或使用冷铁,造成补缩的有利条件。
铸钢件压力缸体补缩工艺方案,在主缸顶部设置冒口补缩,缸底部分内部设置补贴,一直上延至冒口,两侧部分同时使用补贴和冷铁。
(3)毅航耐火建议冒口不应设在铸件重要的、受力大的部位,以防组织粗大降低强度。
(4)冒口位置不要选在铸造应力集中处,应注意减轻对铸件的收缩阻碍,以免引起裂纹。
(5)尽量用一个冒口同时补缩几个热节或铸件。
(6)冒口设置在铸件的加工面上,其残根在加工时去除,可节约精整工时,零件外观好。
(7)铸件不同高度上的冒口,应采用冷铁隔开各自的补缩范围。
铸件浇冒口和铸件本体成分一、引言铸造是一种常见的金属加工工艺,广泛应用于各个领域。
在铸造过程中,铸件浇冒口和铸件本体成分是两个重要的方面。
铸件浇冒口是为了顺利进行铸造过程而设置的,而铸件本体成分则决定了最终铸件的性能和质量。
本文将分别介绍铸件浇冒口和铸件本体成分的相关内容。
二、铸件浇冒口1.定义铸件浇冒口是指在铸造过程中,为了使熔融金属能够顺利流入铸型腔中,并能排出气体和杂质,而设置的一些通道和构造。
2.作用(1)引导金属液流入铸型腔:浇冒口的设计合理与否直接影响金属液顺利流入铸型腔的速度和均匀性,从而影响铸件的质量。
(2)排除气体和杂质:浇冒口还起到排除铸件中的气体和杂质的作用,以避免铸件内部出现缺陷。
3.类型(1)直浇口:直浇口是最常见的一种浇冒口形式,直接将金属液通过浇口直接流入铸型腔。
(2)斜浇口:斜浇口是将金属液通过斜向浇口流入铸型腔的一种形式,常用于长而窄的铸件。
(3)分流浇口:分流浇口是将金属液通过多个浇口分流进入铸型腔,以减少金属液的流速,避免产生涡流和气液剪切等现象。
4.设计原则(1)浇冒口位置:浇冒口应尽量选择在易冷凝、易浮渣、易产生气泡的位置,以便于排除气体和杂质。
(2)浇冒口形状:浇冒口的形状应选择合适的大小和角度,以便于金属液顺利流入铸型腔并排除气体和杂质。
(3)浇冒口数量:浇冒口数量应根据铸件的形状和尺寸来确定,以保证金属液能够均匀流入铸型腔。
三、铸件本体成分1.定义铸件本体成分是指铸件中所含的金属元素和非金属元素的含量和组成。
2.影响因素铸件本体成分的主要影响因素包括原材料的成分、熔炼工艺和铸造温度等。
3.常见成分(1)铁(Fe):铁是大部分铸件的主要成分,其含量通常在90%以上。
(2)碳(C):碳是铸件中的重要元素,可以提高铸件的硬度和强度。
根据碳的含量不同,铸件可以分为灰铸铁、球墨铸铁和钢铁等。
(3)硅(Si):硅可以提高铸件的耐磨性和耐腐蚀性,且有助于液态金属的流动性。
冷铁在铸造铸件程中起哪些作用?内冷铁和外冷铁有哪些区
别?
冷铁在铸造过程中的作用如下:
1)减少冒口尺寸,如浇注铁砧子时,内部放大量冷铁可加快冷却,减少冒口尺寸。
2)消除铸件局部热节处的缩孔和缩松,如在铸件凸台上放置冷铁,可防止此处产生缩孔和缩松。
3)有减少冒口数量的作用,如在齿轮轮缘两个冒口之间的表面上放置冷铁,使冒口补缩距离增加,从而使冒口数量减少。
4)防止铸件产生裂纹的作用,如在铸件两壁交接处放冷铁,以消除热节,增加强度,防止此处被拉裂。
5)提高铸件的硬度和耐磨性的作用,如机床床身导轨面利用冷铁,加快冷却,细化导轨面的金相组织,提高硬度,增加耐磨性。
外冷铁和内冷铁在应用上有什么区别?
外冷铁和内冷铁区别有以下三点:
1)外冷铁只和铸件外表面接触,起激冷作用,它不与铸件熔接,清理时与型砂一起清出,可重复多次使用。
内冷铁在铸件内部,浇注后,被高温金属液包围并熔接,留在铸件内。
2)外冷铁是在造型过程中紧贴模样表面埋入型内,作为铸型一个组成部分。
内冷铁是合型前放入型腔中,浇注时,被高温金属所熔接。
3)外冷铁激冷作用不如内冷铁,但它的应用却比内冷铁普遍,主要用于壁厚100mm以下的铸件。
内冷铁与金属液接触面积较大,激冷作用较外冷铁强,主要用于外冷铁激冷作用不够的情况下。
应提示,在高温、高压条件下工作的汽轮机、锅炉的某些铸件,应尽可能避免采用内冷铁。
只有采用外冷铁或补贴来控制凝固顺序不适宜时,才考虑采用内冷铁。