铸造补缩(冒口)系统设计
- 格式:ppt
- 大小:128.50 KB
- 文档页数:11
灰铸铁铸件生产技术课时教案
课题名称设计补缩系统(1)课次13 授课日期
授课班级材料1301
授课地点铸造技术实训基地
教学目的
与要求学习冒口、补贴和冷铁的使用方法和设计方法
重点难点
及
解决方法重点:冒口设计原理难点:均衡凝固理论
教学设计(方法、教具、手段、内容)
教学设计时间考勤
引题
【项目信息】编制铸造工艺规程
【讲解】
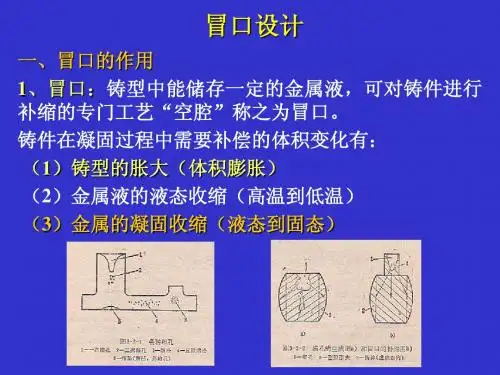
一、冒口的设计
1. 冒口的作用
2. 冒口的种类
3. 缩孔和缩松
4. 冒口的补缩原理
5. 冒口的有效补缩距离
6. 均衡凝固理论
7. 灰铸铁件冒口的设计方法
二、补贴的使用
1. 补贴的作用
2. 补贴的设计方法
三、冷铁的使用
1. 冷铁的作用
2. 冷铁分类
3. 冷铁的设计与选用
5min
5min
90min
50min
50min
课外作业。

三维铸造工艺CAD冒口系统设计邹左明;杨金鹏【摘要】The riser system design is the key design in the steel casting process. This paper introduces the desigh of three dimen-sional steel casting process CAD riser system in detail. The casting hot spot, parameters, subsidies, adding local modulus calcula-tions are contained in this design. It also describes this method which is used to guide the production, ensure its quality and improve its production efficiency.%冒口系统设计是铸钢件铸造工艺设计的关键和重点之一,详细论述了三维铸造工艺CAD冒口系统设计方法。
冒口系统设计包含计算补贴参数、添加补贴、计算局部模数、计算冒口模数、确定冒口位置、计算冒口数量、添加冒口(包含冒口套)等步骤。
主要介绍了三维铸造工艺CAD冒口系统设计的过程,对指导铸造生产,确保铸件质量和提高劳动生产率有着一定的现实意义。
【期刊名称】《机械制造与自动化》【年(卷),期】2016(000)004【总页数】4页(P81-83,116)【关键词】铸钢;冒口系统设计;铸造工艺【作者】邹左明;杨金鹏【作者单位】四川信息职业技术学院,四川广元628017;四川信息职业技术学院,四川广元628017【正文语种】中文【中图分类】TG24铸造工艺CAD是提高铸造工艺水平、科学化管理铸造工艺图样的有效工具,它能使工艺人员从繁杂的手工劳动和大量的繁琐计算中彻底解放出来,不再需要描图员手工描图,直接用打印机打印透图。
铸钢冒口设计
1. 设计步骤:确定冒口的安放位置
初步确定冒口数量
划分每个冒口的补缩区域,选择冒口类型
计算冒口的具体尺寸
2. 冒口计算方法:模数法+比例法+补缩液量法
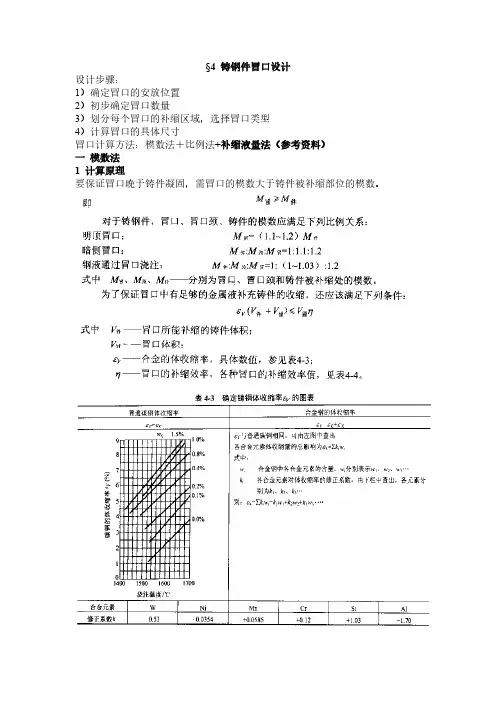
一模数法
1 )计算原理
要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
2 )计算步骤
计算铸件模数
根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
3)确定铸钢件体收缩率
4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目
6)校核冒口的最大补缩能力。
二比例法(热节圆法)
使冒口根部直径大于铸件被补缩处热节圆直径或壁厚,再以冒口根部直径来确定其他尺寸。
查表步骤:
1)选取比例系数c(先按铸件结构选择冒口类型,再选比例系数);
2)确定冒口高度(根据直径D确定);
3)确定每个冒口长度或冒口个数(根据冒口延伸度确定)。
三铸件工艺出品率的校核
铸件重量
工艺出品率=
铸件重量+浇铸系统重
量+冒口重量
表4-7 说明校核方法。
采用普通冒口时,冒口尺寸可根据表中数值进行验算和调整,即将冒口重量代入计算后,若工艺出品率低于表中数值,则冒口尺寸偏大,可适当减小冒口高度;若高于表中数值,则应加大冒口尺寸或增加冒口个数。
四冒口计算举例
模数法
轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm,
b=180mm,c=24mm.。
冒口系统设计一﹑冒口设计1. 冒口设计的基本原则1)冒口的凝固时间应大于或等于铸件(被补缩部分)的凝固时间。
2)冒口应有足够大的体积,以保证有足够的金属液补充铸件的液态收缩和凝固收缩,补缩浇注后型腔扩大的体积。
3)在铸件整个凝固的过程中,冒口与被补缩部位之间的补缩通道应该畅通,即使扩张角始终向着冒口。
对于结晶温度间隔较宽、易于产生分散性缩松的合金铸件,还需要注意将冒口与浇注系统、冷铁、工艺补贴等配合使用,使铸件在较大的温度梯度下,自远离冒口的末端区逐渐向着冒口方向实现明显的顺序凝固2. 冒口设计的基本内容1)冒口的种类和形状(1)冒口的种类⎧⎧⎧⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎨⎪⎪⎩⎩⎪⎧⎧⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎪⎪⎪⎪⎪⎨⎨⎪⎪⎪⎪⎪⎪⎩⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎩⎩顶冒口依位置分侧冒口贴边冒口普通冒口明冒口依顶部覆盖分暗冒口大气压力冒口依加压方式分压缩空气冒口通用冒口(传统)发气压力冒口保温冒口发热冒口特种冒口依加热方式分加氧冒口电弧加热冒口,煤气加热冒口易割冒口直接实用冒口(浇注系统当铸铁件的实用冒口(均衡凝固)⎧⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎧⎪⎪⎨⎪⎪⎪⎩⎩冒口)控制压力冒口冒口无补缩 图1 冒口分类(2)冒口的形状常用的冒口有球形、圆柱形、长方体形、腰圆柱形等。
对于具体铸件,冒口形状的选择主要应考虑以下几方面:a)球形 b)球顶圆柱形 c)圆柱形 d)腰圆柱形(明) e)腰圆柱形(暗)图2 常用的冒口形状①冒口的补缩效果: 冒口的形状不同,补缩效果也不同,常用冒口模数(M)的大小来评定冒口的补缩效果(M=冒口体积/冒口散热面积),在冒口体积相同的情况下,球形冒口的散热面积最小,模数最大,凝固时间最长,补缩效果最好,其它形状冒口的补缩效果,依次为圆柱形,长方体形等。
②铸件被补缩部位的结构情祝: 冒口形状的选泽还要考虑铸件被补缩部位的结构形状和造型工艺是否方便。
§4 铸钢件冒口设计设计步骤:1)确定冒口的安放位置2)初步确定冒口数量3)划分每个冒口的补缩区域,选择冒口类型4)计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法(参考资料)一模数法1 计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量。
2 计算步骤1)计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
计算方法:公式计算+图表计算-表4-5(p128-130)。
计算M件用L形体计算公式,为什么不用法兰体公式去套呢?(法兰体高度b无法确定)图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外,冒口直径为φ220,其冒口颈宽也应为220。
(A-A剖面图中200改否.)采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M颈=3.74=20X/[2(20+X)],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸(直径、高等),冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量(M冒结合εV查)。
3)确定铸钢件体收缩率由表4-3求出。
例如,已知ZG270-500的平均W C=0.35%,若浇注温度为1560°C,可从表4-3查出εV=4.7%(碳钢εV=εC)。
如何查出的呢?浇注温度为1560°C;W C=0.40%,εV=5%;W C=0.20%,εV=3.8%;据此列式(5-3.8)/(0.4-0.2)=(5-X)/(0.4-0.35),解出X=4.7(插入法,比例法)4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目6)校核冒口的最大补缩能力。
二比例法(热节圆法)见p133例题。
1 模数法轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
精密铸造铸件工艺及浇冒口系统设计第六章铸件工艺设计第一节概述为了生产优质而价廉的包模铸件,做好工艺设计是十分重要的。
在做工艺设计之前,首先要考虑选用包模铸造工艺生产时,在质量、工艺和经济方面的几个问题。
1.铸件质量的可靠性对于铸件质量上的要求,一般是包括两个方面,一是保证技术要求的尺寸精度、几何精度和表面光洁度,二是保证机械性能和其它工作性能等内在质量方面的要求。
包模铸造具有少切削、无切削的突出优点。
近年来,由于冶金技术、制模、制壳材料和工艺以及检测技术等方面的发展,包模铸件的外部和内在质量不断提高,因此它的应用范围愈来愈广。
不少锻件、焊接件、冲压件和切削加工件,都能够用熔模铸造方法生产。
这对于节约机械加工工时和费用,节约金属材料,提高劳动生产率和降低成本都具有很大意义。
可是,熔模铸造生产的铸件,由于冶金质量、热型浇注引起的晶粒粗大、表面脱碳以及内部缩松等方面的原因,铸件的机械性能(特别是塑性),还存在一些缺陷。
对于某些受力大和气密性要求高的铸件,采用包模铸造时,应充分考虑零件在产品上的作用和性能要求,以确保其使用可靠。
有些结构件改用包模铸造生产时,必须考虑原用合金的铸造性能是否能满足零件的质量要求,否则就需要更改材质。
2.生产工艺上的可能性和简易性熔模铸造虽然能够铸造形状十分复杂的、加工量甚少甚至不加工的零件,但零件的材质、结构形状、尺寸大小和重量等,必须符合熔模铸造本身的工艺要求。
如铸件最小壁厚、最大重量、最大平面面积、最小孔槽以及精度和光洁度要求等,都要考虑到工艺上的可能性和简易性。
3.经济上的合理性采用包模铸造在经济上是否合理,要从多方面考虑。
按每公斤的价格来说,包模铸件与同类型锻件相近甚至还高些,可是由于大幅度减少了加工量,因而零件最终成本还是低的。
但也有些零件,能够利用机械化程度较高的方法生产,例如用自动机床高速加工、精密锻造、冷挤压、压力铸造等等,这时,用包模铸造法生产在经济上的优越性就不一定显著,甚至成本还可能高一些,因此在这种情况下,就不一定选用这种方法了。