铸造工艺学-冒口设计
- 格式:ppt
- 大小:4.99 MB
- 文档页数:113
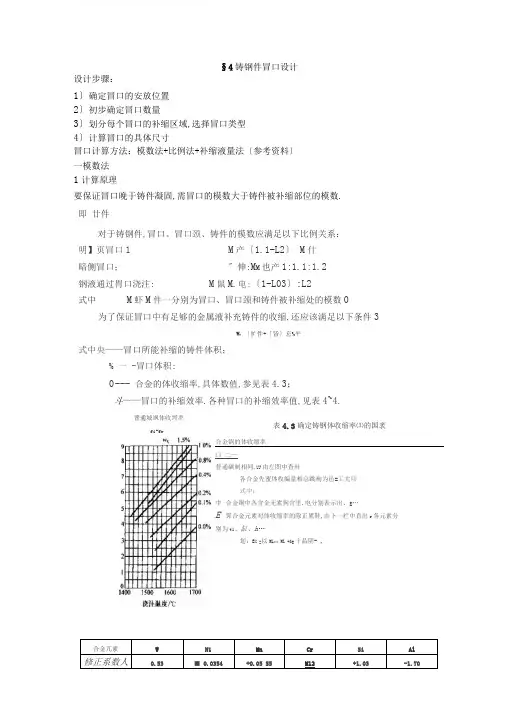
§4铸钢件冒口设计设计步骤:1〕确定冒口的安放位置2〕初步确定冒口数量3〕划分每个冒口的补缩区域,选择冒口类型4〕计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法〔参考资料〕一模数法1计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数.即 廿件对于铸钢件,冒口、冒口颈、铸件的模数应满足以下比例关系:明】页冒口1M 产〔1.1-L2〕 M 什 暗侧冒口;〞伸:M M 也产1:1.1:1.2 钢液通过胃口浇注:M 鼠M.电:〔1-L03〕:L2 式中 M 虾M 件一分别为冒口、冒口颈和铸件被补缩处的模数0为了保证冒口中有足够的金属液补充铸件的收缩,还应该满足以下条件3W V 〔旷件+「皆〕忘%平式中央——冒口所能补缩的铸件体积;% 一 -冒口体积:0 --- 合金的体收缩率,具体数值,参见表4.3;斗——冒口的补缩效率.各种冒口的补缩效率值,见表4~4.表4.3确定铸钢体收缩率⑶的国袤 合金锅的体收缩率 口 二—普通碳制相同,UJ 由左图中查卅各合金先蜜体收编量相总跳枸为邑=工尢卬式中:中 合金铜中各含金无素狗含里.电分别表示出、g …E 霁合金元素对体收缩率的除正累鞋,由卜一栏中直出r 各元素分别为t1、缸、h …划:EX =以ML** Ml +&g 十品阴- ,合金兀素W Ni Mn Cr Si Al 修正系数人0.53 ■ 0.0354 +0.05 S5 M12 +1.03 -1.70 普通城飒体收埒率fi-fr总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量2计算步骤1〕计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数.计算方法:公式计算+图表计算—表4-5 〔p128-130〕.2〕计算冒口及胃口颈模数.根据热节的位置,确定胃口的类型,再根据式〔4-2〕或式〔4-3〕、式〔4-4〕. 即可计算出国口及冒口颈模数计算举例;铸钢件在下部法上处放置暗冒口补缩. 如图4-3三所示.求吩和利用表4・5中上形体计算公式,法兰处o=200mm, b—lOOnun*非散热面可得:“*0x20 …M 社=—j ---- ——cm = 3.636cm件2〔10 + 20〕-5因浇口通过冒口,故:1.05Mr = 374 cm 加冒=L2A/件=436 cmS 中左边的冒口颈…W R=〔22X 10X2〔22+10〕]四4一箝补缩铸钢件法兰的目口颈cm- 3.43cm,小于3.74cm,不能满足补缩要求,在铸件热节处将出现缩松口采用右边的冒口颈,必=Q0X 12V[2QO+I2〕]crti=3.75cm,满足了要求.计算M件用L形体计算公式,为什么不用法兰体公式去套呢?〔法兰体高度b无法确定〕图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外, 冒口直径为〔|〕220,其冒口颈宽也应为220.〔A-A剖面图中200改否.〕采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M仝^=3.74=20X/[2 〔20+X〕],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸〔直径、高等〕,冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量〔 M冒结合一查〕.3〕确定铸钢件体收缩率由表4-3求出.例如,ZG270-500的平均W C=0.35%,假设浇注温度为1560℃,可从表4-3 查出=4.7%〔碳钢e V= e C〕.£V如何查出的呢?浇注温度为1560 C; W C=0.40%, ev=5%; W C=0.20%,&V=3.8%;据此列式〔5-3.8〕 / 〔0.4-0.2〕 = 〔5-X〕 / 〔0.4-0.35〕,解出X=4.7 〔插入法,比例法〕4〕确定冒口形状和尺寸查相关表格.5〕确定冒口数目6〕校核冒口的最大补缩水平.二比例法〔热节圆法〕使冒口根部直径大于铸件被补缩处热节圆直径或壁厚, 再以冒口根部直径来确定其他尺寸.D=cd式中D ……冒口根部直径;c ••…比例系数,参见表4-6;〔查表步骤〕d ……铸件被补缩热节处内切圆直径.可用作图法画出图4-34热节圆直件a 〕壁厚均匀b 〕壁面和交查表步骤:1〕选取比例系数c 〔先按铸件结构选择冒口类型,再选比例系数〕2〕确定冒口高度〔根据直径 D 确定〕;3〕确定每个冒口长度或冒口个数〔根据冒口延伸度确定〕.三铸件工艺出品率的校核表4-7说明校核方法.采用普通冒口时,冒口尺寸 可根据表中数值进行验算 和调整,即将冒口重量代入 计算后,假设工艺出品率低于 表中数值,那么冒口尺寸偏 大,可适当减小冒口高度; 假设高于表中数值,那么应加大 冒口尺寸或增加冒口个数.四冒口计算举例 见p133例题.图535 ZG35SiMn 铸钢齿轮铸件1模数法工艺出品率= 铸件重量铸件重量+浇铸系统重 量+冒口重量轮缘与轮辐的交接处为热节,其直径d按作图法得50〔大于轮缘厚40〕;按作图法且考虑热节增大,见P126图4-31,dy=d+〔10~30〕,取d=60 〔见P134比例法〕.轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm, b=180mm,c=24mm.2比例法〔热节圆法〕作业:如下列图铸钢齿圈坯件ZG25,为一圆环,中径〔|〕920,厚80,高240, 有三种补缩方案:3个6190冒口, 3个6190冒口和3个冷铁,尺寸为:宽100X厚50X高240, 6个6190冒口.按有效补缩距离检验,冒口数目是否足够?。

冒口系统设计一﹑冒口设计1. 冒口设计的基本原则1)冒口的凝固时间应大于或等于铸件(被补缩部分)的凝固时间。
2)冒口应有足够大的体积,以保证有足够的金属液补充铸件的液态收缩和凝固收缩,补缩浇注后型腔扩大的体积。
3)在铸件整个凝固的过程中,冒口与被补缩部位之间的补缩通道应该畅通,即使扩张角始终向着冒口。
对于结晶温度间隔较宽、易于产生分散性缩松的合金铸件,还需要注意将冒口与浇注系统、冷铁、工艺补贴等配合使用,使铸件在较大的温度梯度下,自远离冒口的末端区逐渐向着冒口方向实现明显的顺序凝固2. 冒口设计的基本内容1)冒口的种类和形状(1)冒口的种类⎧⎧⎧⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎨⎪⎪⎩⎩⎪⎧⎧⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎪⎪⎪⎪⎪⎨⎨⎪⎪⎪⎪⎪⎪⎩⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎩⎩顶冒口依位置分侧冒口贴边冒口普通冒口明冒口依顶部覆盖分暗冒口大气压力冒口依加压方式分压缩空气冒口通用冒口(传统)发气压力冒口保温冒口发热冒口特种冒口依加热方式分加氧冒口电弧加热冒口,煤气加热冒口易割冒口直接实用冒口(浇注系统当铸铁件的实用冒口(均衡凝固)⎧⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎧⎪⎪⎨⎪⎪⎪⎩⎩冒口)控制压力冒口冒口无补缩 图1 冒口分类(2)冒口的形状常用的冒口有球形、圆柱形、长方体形、腰圆柱形等。
对于具体铸件,冒口形状的选择主要应考虑以下几方面:a)球形 b)球顶圆柱形 c)圆柱形 d)腰圆柱形(明) e)腰圆柱形(暗)图2 常用的冒口形状①冒口的补缩效果: 冒口的形状不同,补缩效果也不同,常用冒口模数(M)的大小来评定冒口的补缩效果(M=冒口体积/冒口散热面积),在冒口体积相同的情况下,球形冒口的散热面积最小,模数最大,凝固时间最长,补缩效果最好,其它形状冒口的补缩效果,依次为圆柱形,长方体形等。
②铸件被补缩部位的结构情祝: 冒口形状的选泽还要考虑铸件被补缩部位的结构形状和造型工艺是否方便。

铸造工艺学冒口设计方案引言铸造作为一种重要的制造工艺,在工业领域中得到广泛应用。
冒口设计是决定铸件质量的关键要素之一。
合理的冒口设计可以提高铸件的质量,减少缺陷率,提高生产效率。
本文将介绍铸造工艺学中的冒口设计方案。
冒口设计的基本原则冒口设计的基本原则是确保铸液顺利进入铸型腔体,并使气体和杂质得以排出,同时避免冒口产生不良缺陷。
以下是冒口设计的基本原则:1.冒口应位于铸件最后凝固的部位,以避免冒口残留在最终铸件中。
2.冒口位置应选择在铸件上部,以利于铸液的顺利流入铸型腔体。
3.冒口的形状应考虑冷却过程中的热传递和凝固规律,以避免冷挤缩并保证铸件的凝固完整性。
4.冒口尺寸应根据铸件的大小和冷却速率进行合理的选择。
冒口设计的步骤进行冒口设计时,需要按照以下步骤进行:1.确定铸件的凝固模式:根据铸件的形状和材料特性,确定铸件的凝固模式,例如自上而下凝固、自下而上凝固等。
2.确定冒口位置:根据铸件的凝固模式和形状,选择冒口位置,使冒口尽量位于铸件的上部,以利于铸液的顺利流入铸型腔体。
3.确定冒口形状:根据铸件的形状和凝固规律,选择合适的冒口形状,例如斗形冒口、圆形冒口等。
4.确定冒口尺寸:根据铸件的大小和冷却速率,选择合理的冒口尺寸,以确保铸液足够流动,并使冷却过程中的缩孔最小化。
冒口设计的优化方法为了进一步提高冒口设计的准确性和效果,可以采用以下优化方法:1.模拟计算:利用铸造工艺学软件进行模拟计算,通过模拟铸造过程,预测冒口设计的效果,以减少试验次数和成本。
2.经验参数法:根据类似铸件的经验参数,选择合适的冒口尺寸和形状。
3.图形化分析法:通过绘制铸件的凝固曲线和冷却曲线,分析冒口设计的合理性,并进行必要的调整和优化。
结论冒口设计是铸造工艺学中的重要环节,对铸件的质量和生产效率具有直接的影响。
合理的冒口设计可以提高铸件的质量,减少缺陷率。
在冒口设计过程中,需要根据铸件的凝固模式、形状和材料特性,选择合适的冒口位置、形状和尺寸。

知识篇——铸件的冒口设计计算1.冒口设计的基本原理铸件冒口主要是在铸钢件上使用。
铸铁件只用于个别的厚大件的灰铸铁件和球铁件上。
金属液在液态降温和凝固过程中,体积要收缩。
铸件的体收缩大约为线收缩的3倍。
因此,铸钢的体收缩通常按3---6%考虑,灰铸铁按2---3%,不过由于灰铸铁和球墨铸铁凝固时的石墨化膨胀,可以抵消部分体积收缩,所以如果壁厚均匀,铸型紧实度高,通常不需要设计冒口。
铸件的体收缩如果得不到补充,就会在铸件上或者内部形成缩孔、缩陷或者缩松。
严重时常常造成铸件报废。
冒口尺寸计算原则是,首先计算需要补缩的金属液需要多少。
通常把这一部分金属液假设成球体,并求出直径(设为d0)用于冒口计算。
冒口补缩铸件是有一定的范围------叫有效补缩距离,设为L,对厚度为h的板状零件通常L=3~5h 。
对棒状零件L=(25~30)√h 式子中,h------铸件厚度2.冒口尺寸的基本计算方法冒口计算的公式、图线、表格等有很多。
介绍如下。
最常用的方法是,冒口直径 D=d0+h理由是假定冒口和铸件以相同的速度凝固,凝固过程是从铸件的两个表面向内层进行,当铸件完全凝固终了,正好冒口凝固了同样的厚度,这时还剩下中间的空心的缩孔,体积正好等于补缩球的体积,这部分金属液在凝固过程中正好补缩进了铸件。
当铸件存在热节时,可以把h换成热节的直径T即可。
即D=do+T 。
另外设计冒口,还有个重要的部位,就是冒口颈,所谓冒口颈就是冒口和铸件的连接通道,冒口里的金属液都是经由冒口颈补缩到铸件里的。
所以对冒口颈的截面是有要求的,通常取冒口颈的直径dj=(0.6~0.8)T 。
冒口高度 H=(1.5~2.5)D 。
H的高度还应该考虑要高于需要补缩部位的高度,否则就成了反补缩了,铸件补缩了冒口,这是要避免的。
3.其它计算方法常用的经验计算方法还有不计算需要估算补缩的金属液,直接将热节园的直径乘个系数得出冒口直径。
例如简单铸件 D=(1.05~1.15)T 外形简单,热节比较集中。
铸钢件冒口的设计规范钢水从液态冷却到常温的过程中,体积发生收缩。
在液态和凝固状态下,钢水的体积收缩可导致铸件产生缩孔、缩松。
冒口的作用就是补缩铸件,消除缩孔、缩松缺陷。
另外,冒口还具有出气和集渣的作用。
1、冒口设计的原则和位置1.1冒口设计的原则1.1.1、冒口的凝固时间要大于或等于铸件(或铸件被补缩部分)的凝固时间。
1.1.2、冒口所提供的补缩液量应大于铸件(或铸件被补缩部分)的液态收缩、凝固收缩和型腔扩大量之和。
1.1.3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。
1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态,既补缩过程终止时,冒口中还有一定的残余金属液高度。
1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。
1.2、冒口位置的设置1.2.1、冒口一般应设置在铸件的最厚、最高部位。
1.2.2、冒口不可设置在阻碍收缩以及铸造应力集中的地方。
1.2.3、要尽量把冒口设置在铸件的加工面或容易清除的部位。
1.2.4、对于厚大件一般采用大冒口集中补缩,对于薄壁件一般采用小冒口分散补缩。
1.2.5、应根据铸件的技术要求、结构和使用情况,合理的设置冒口。
1.2.6、对于清理冒口困难的钢种,如高锰钢、耐热钢铸件的冒口,要少放或不放,非放不可的,也尽量采用易割冒口或缩脖型冒口。
2、设置冒口的步骤与方法冒口的大小、位置及数量对于铸钢件的质量至关重要。
对于大型铸钢件来说,必须把握技术标准及使用情况,充分了解设计意图,分清主次部位,集中解决关键部位的补缩。
以模数法为例,冒口设计的步骤如下:2.1、对于大、中型铸钢件,分型面确定之后,首先要根据铸件的结构划分补缩范围,并计算铸件的模数(或铸件被补缩部分的模数)M铸。
2.2、根据铸件(或铸件被补缩部分)的模数M铸,确定冒口模数M冒。
2.3、计算铸件的体收缩ε。
2.4、确定冒口的具体形状和尺寸。
铸铁件冒口设计比例一、铸铁件冒口的设计,听起来好像是个技术活儿,但其实嘛,想要搞明白它的原理,还真不算难。
大家知道,铸铁件冒口,简而言之,就是铸造过程中用来补充铸件收缩空洞的部分。
如果没有它,铸铁件在冷却时会因为没有足够的金属来填补收缩的空隙,最终产生气孔或者裂纹,简直是“事半功倍”。
而冒口设计得好,就能避免这种不必要的麻烦。
简单点说,就是冒口是铸件的“救命稻草”,没它,铸铁件可就得“病从口入”了。
至于冒口比例嘛,它有一个神奇的黄金比例,但其实没有什么固定不变的标准。
1.对于冒口的大小,一般来说,要比铸件的体积大。
因为冒口的作用就是要储存足够的金属液体,这样在铸造过程中,铸件冷却收缩时能及时得到补充。
如果冒口设计得太小,铸件冷却收缩时,金属就没有足够的“粮草”,最终可能就会出现一些小毛病,比如气孔、裂纹啥的。
想象一下,冒口就像是一杯水,铸件则是那瓶水,冒口的容量越大,铸件的“口渴”就能得到更好的满足。
2.说到比例,冒口的尺寸往往要根据铸件的重量、厚度以及铸件的复杂度来决定。
一般情况下,冒口的体积要比铸件的体积大一到两倍,但也不能过度设计。
过大的冒口会导致不必要的金属浪费,而且冷却过程不均匀,也可能带来更多的麻烦。
反正吧,冒口的设计就像是给铸铁件挑个合适的鞋子,太大了不好,太小了也不行,最合适的比例,才是最完美的。
3.冒口的设计还要考虑到其形状。
一般来说,冒口要设计成圆形或者球形,因为这些形状的金属液体流动性最好,能够均匀分布到铸件的每个角落。
如果设计成不规则形状,金属液体在冷却时容易在某些地方积聚,导致温差过大,从而影响铸件的质量。
你可以把冒口看作是一个“保险箱”,里面存放的是“未来”的“粮食”,所以它的“防盗设计”一定要考虑得周到。
二、冒口的设计其实就是铸造工艺的一个“心思活”。
它考验的不仅仅是计算比例的能力,更多的是经验和对铸件本身的理解。
比如,对于一些特别厚重的铸铁件,冒口的设计就要更加“霸气”一点,稍微大一点,避免金属在冷却时“吃不饱”,不过也不能太随便,“放肆”的设计可不行。
铸钢件冒口的设计规范冒口是钢铸件的重要部分,它起到保证铸件质量的作用。
冒口的设计需要考虑到以下几个方面的因素:冷却塑性因素、浇筑工艺性因素、铸件缺陷因素和经济因素。
首先,冷却塑性因素是决定冒口尺寸和形状的重要因素之一、冒口的尺寸和形状需满足以下要求:1)在钢液凝固过程中保持适当的冷却速率,避免过快或过慢导致的铸件内部缺陷;2)冷却速率不宜太大,以免引起应力过大,导致铸件变形或开裂;3)冷却速率应相对均匀,以避免冷却速率不一致引起铸件组织不均匀。
其次,浇筑工艺性因素也是冒口设计的重要考虑因素。
浇筑工艺条件包括浇注温度、冒口位置、浇注速度等。
冒口位置应选择在钢液最后凝固的位置上,这样能保证整个铸件在冷却时钢液能从冒口处逆向凝固,确保铸件的内部质量。
浇注温度需要根据具体情况来确定,一般要保持较高的浇注温度,避免冷却过快导致液流不畅或气体夹杂。
同时,浇注速度也要适当,控制在钢液在凝固过程中能充分填充整个型腔,并能排除气体等杂质。
第三,铸件缺陷因素也需要考虑在冒口设计中。
冒口应避免引入气孔、夹杂和收缩孔等缺陷。
冒口应设置在铸件上部或侧部,以确保铸件内部的气体和杂质能够顺利排出,并避免在冒口处形成气孔和夹杂。
同时,冒口还要满足杂质排除和液流畅通的要求,以避免收缩缺陷的生成。
最后,经济因素也是冒口设计必须考虑的因素之一、冒口设计要考虑到冒口的材料成本、制造成本、施工方便性以及可回收利用性。
同时,还要综合考虑冒口数量、形状和尺寸的合理性,以降低冒口制造的成本,并提高冒口的使用寿命。
总结起来,铸钢件冒口的设计规范应满足冷却塑性因素、浇筑工艺性因素、铸件缺陷因素和经济因素的要求。
冒口设计的合理与否直接影响到铸件的质量和成本,因此在实际工程中需要根据具体情况综合考虑以上各方面因素,合理设计冒口。
重力浇铸冒口设计原则
一、重力浇铸冒口设计原则
1、设计原则一,冒口口径与该浇铸品体积大小成正比;
2、设计原则二,根据浇注金属的匀流性来设定冒口口径大小;
3、设计原则三,根据型腔设置封嘴结构来控制流动;
4、设计原则四,根据型腔及其在重力浇铸情形下流动的物理特性,在出口处留有合理的返回缺口;
5、设计原则五,划定均匀的流动路径,减少流体的变换;
6、设计原则六,在可行的前提下,增加出口流量,以提高浇注硬度和颗粒形状;
7、设计原则七,改善浇注金属与体表接触区域的擦拭现象,提高成型质量。
二、重力浇铸冒口控制措施
1、采取合理的浇铸尺寸:适当加大铸件的尺寸,可以相应的增大冒口的口径,
降低流速爆胀现象及引起的短伤;
2、采用充分的控制口防范方式:设计控制口的深度,可以防止流体的过勉,同时改善浇注金属与表面接触状况,消除类熔件弯曲,瘤子和口边牙等缺陷;
3、保证足够的透明率:口径必须保证一定的宽度,以便金属熔池能够得到足够的转化率,从而改善熔体流动与重力浇铸工艺;
4、采用调整型口以及粉末冲料:这种冲料方式可以改善出口式浇铸的低龋容许标准,提高材料的质量;
5、采取预熔备料方式:为最好的粘结效果,预熔备料是有必要的,通过预熔备料可使金属表面活化,因此可以增强金属的粘结能力;
6、确定合理的填充方式:将流体填充到模料中时,必须采取一定的填充方式(机械填充或空气推动填充),以确保金属熔池在流入模料之前能在冒口处扩大以裹填充料底,以保证质量。
铸件浇冒口设计原则1. 引言铸件浇冒口设计是铸造工艺中至关重要的一环,它直接影响到铸件的质量和性能。
合理的浇冒口设计可以保证铸件的完整性和均匀性,减少缺陷的产生,提高生产效率和产品质量。
本文将介绍铸件浇冒口设计的原则和方法。
2. 浇冒口的作用浇冒口是铸造过程中用来引导和控制熔融金属流动的通道,它的作用主要有以下几个方面: - 引导熔融金属流入模腔,填充整个模腔; - 隔离气体和杂质,防止其进入模腔; - 提供热量,保持熔融金属的温度; - 方便浇注和冷却。
3. 浇冒口设计原则3.1 浇冒口的位置浇冒口的位置应根据铸件的形状、尺寸和结构特点进行合理选择。
一般来说,应将浇冒口设置在铸件上部或侧部,尽量避免将浇冒口设置在底部,以防止底部产生缺陷。
同时,还应考虑浇注过程中金属液的流动方向,使其能够顺利填充整个模腔。
3.2 浇冒口的形状和尺寸浇冒口的形状和尺寸直接影响到熔融金属的流动和铸件的凝固过程。
一般来说,浇冒口的形状应尽量简单,避免过于复杂,以便于制作和清理。
浇冒口的尺寸应根据铸件的体积和冷却速度进行合理确定,以保证熔融金属在浇注过程中能够顺利流动,并在凝固过程中提供足够的热量。
3.3 浇冒口与模腔的连接方式浇冒口与模腔的连接方式应能够保证熔融金属的顺利流动,并避免产生二次气体和杂质。
常用的连接方式有直接连接、斜坡连接和弯道连接等,具体选择应根据铸件的形状和尺寸进行合理决策。
3.4 浇冒口的数量和布局浇冒口的数量和布局应根据铸件的形状和结构特点进行合理设计。
一般来说,对于大型铸件,应设置多个浇冒口,以保证熔融金属能够均匀地填充整个模腔;对于尺寸较小的铸件,可以考虑设置单个浇冒口。
同时,还应注意浇冒口的布局,避免产生过多的焊缝和应力集中。
3.5 浇冒口的排气和除渣在浇注过程中,熔融金属中会存在气体和杂质,因此浇冒口的设计应考虑到排气和除渣的问题。
一般来说,可以在浇冒口附近设置排气孔和除渣孔,以便及时排除气体和杂质,保证铸件的质量。