曲柄连杆机构的拆装
- 格式:doc
- 大小:22.00 KB
- 文档页数:3
曲柄连杆机构拆装步骤1. 简介曲柄连杆机构是一种常见的机械传动装置,广泛应用于各种工业和交通设备中。
它由曲柄、连杆和活塞组成,通过曲柄的旋转运动将输入的旋转运动转化为活塞的往复运动。
本文将介绍曲柄连杆机构的拆装步骤,帮助读者了解如何正确进行拆卸和安装。
2. 工具准备在进行曲柄连杆机构的拆装之前,需要准备以下工具:•扳手•螺丝刀•锤子•润滑油•清洁布确保工具齐全,并检查其状态是否良好。
3. 拆卸步骤步骤1:断开供电并确保安全在进行任何拆卸工作之前,首先要断开供电或停止机械设备的运行。
确保自己和他人的安全。
步骤2:清洁和润滑在开始拆卸之前,应使用清洁布将曲柄连杆机构表面上的尘土和污垢清除干净。
然后,使用润滑油涂抹机构的关键部位,以便拆卸过程更加顺利。
步骤3:拆下活塞和连杆首先,使用扳手或螺丝刀拆下活塞上的螺栓。
然后,轻轻地将活塞从曲柄上取下。
接下来,使用扳手或螺丝刀拆下连杆上的螺栓,并将连杆从曲柄上取下。
步骤4:拆卸曲柄在拆卸曲柄之前,需要查看是否有附着在曲柄上的其他零件。
如果有,需要先将这些零件拆卸下来。
然后,在确认无其他附件后,使用扳手或螺丝刀拧下曲柄与机械设备之间的连接螺栓,并小心地将曲柄从机械设备中取出。
4. 安装步骤步骤1:清洁和润滑在进行安装之前,应确保所有零件的表面干净无尘,并使用润滑油对关键部位进行润滑。
步骤2:安装曲柄将准备好的曲柄小心地插入机械设备中,并使用扳手或螺丝刀拧紧连接螺栓。
确保曲柄与机械设备之间的连接牢固。
步骤3:安装连杆和活塞首先,将连杆与曲柄对准,并使用扳手或螺丝刀拧紧连接螺栓。
确保连杆与曲柄之间的连接稳固。
然后,将活塞插入连杆上,并使用扳手或螺丝刀拧紧连接螺栓。
步骤4:测试和调整在完成安装后,需要测试曲柄连杆机构的运行情况。
可以通过手动旋转曲柄来观察活塞的往复运动是否正常。
如果发现异常情况,应及时进行调整和修复。
5. 注意事项•在拆卸和安装过程中,要小心避免损坏零件表面。
发动机曲柄连杆机构拆装第一篇:发动机曲柄连杆机构拆装曲柄连杆机构拆装步骤1、将发动机摇至垂直位置,按规定顺序分次交叉(由两边向中间最少三次)拆下十个气缸盖固定螺栓,将螺栓取出放好,小心拆下气缸盖并放置木块上,取下汽缸垫放好*按规定气缸盖螺栓、汽缸垫拆卸后应全部更换新的,这里不做要求,仍然继续使用。
2、将发动机摇至水平位置,转动曲轴,使一缸活塞处于下止点位置,分次拆下一缸连杆轴承螺栓,取下轴承盖,在连杆螺栓上安装保护套,防止刮伤气缸壁,然后取下活塞(注意不可用金属工具顶连杆轴瓦),将取下的活塞做好标记放置工作台,再转动曲轴按同样的方法拆下其余三个气缸的活塞,注意摆放顺序(活塞环不用取下)。
3、将发动机摇至倒立垂直位置,按规定顺序分次交叉(由两边向中间最少三次)拆下曲轴轴承盖、轴瓦、止推垫片放至工作台(注意曲轴轴承盖上的标记,安装时要按原来标记装回,轴瓦不能互换),取下曲轴,按要求摆放好。
*按规定曲轴轴承盖螺栓拆卸后应全部更换新的,这里不做要求,仍然继续使用。
4、需清洗部位:气缸盖上下平面、曲轴轴瓦、连杆轴瓦、活塞、曲轴、气缸、气缸体平面。
5、安装前需润滑部位:曲轴轴瓦、曲轴各轴颈、连杆轴瓦、气缸壁、活塞6、将发动机摇至倒立垂直位置,放上曲轴,将装好轴瓦的轴承盖放置原来位置,止推垫片按规定方向放好,按规定顺序分次交叉(由中间向两边最少三次)装上曲轴轴承盖,最后扭力为65N/m+1/4圈。
在拧紧螺栓过程中,每拧紧一对螺栓,应检查一次曲轴转动是否顺畅。
8、将发动机摇至水平位置,转动曲轴,使一缸连杆轴颈处于上止点位置,在连杆螺栓上安装保护套,将活塞环开口错开120°,将一缸活塞装入一缸(注意活塞头部剪头标记朝前,连杆轴承方向需和连杆方向一致,各缸活塞、连杆轴承、轴瓦应装回原来位置,不能互换),连杆螺栓扭力30N/m+1/4圈。
再转动曲轴按同样的方法拆安装其余三个气缸的活塞。
在安装活塞过程中,每拧紧一对连杆轴承螺栓,应检查一次曲轴转动是否顺畅。
曲柄连杆机构拆装工艺要点学习曲柄连杆机构拆装工艺这么久,今天来说说关键要点。
我理解啊,这曲柄连杆机构拆装呢,首先拆的时候一定要按顺序来。
就好像咱们拆乐高积木似的,要是瞎拆一通,最后肯定装不回去。
比如说,对于活塞连杆组件,一般先得把活塞销卡环取出来,这卡环就那么一点小玩意儿,可别弄丢了,弄丢了那就麻烦大了去了,整个活塞连杆的拆卸都会受阻。
我总结啊,这拆卸顺序就像是树上的果实,按顺序摘才能保证树不受损,拆卸也是一样,按顺序来才不会损坏机构。
拆螺丝的时候也有讲究。
不能可着一股劲儿猛拧啊,我之前就犯过这个毛病,差点把螺丝给拧滑丝了。
这就好比咱们拧家里的瓶盖,要是用蛮力,那瓶盖也容易坏掉。
要先用合适的工具,然后慢慢地加力,如果感觉特别紧,就要停下来检查下是不是有什么卡住的地方。
对了还有个要点,标记一定要做好。
哪部分原来是在哪的,和哪些部件是配合的,都得标记清楚,这就和咱们整理衣服似的,要是乱放一气,再想找的时候就找不到了。
比如说,连杆大头和小头的上下方向,还有曲轴颈和连杆瓦座上的标记,都得看清楚记好。
安装的时候呢,要确保各个部件的清洁。
我觉得就像是我们做菜之前得把菜洗干净一样,部件上要是有脏东西,那装配起来就会有问题。
像活塞环的安装,必须要保证活塞环在活塞环槽里能自由转动,并且活塞环的开口要错开一定的角度,我理解这个角度是为了防止漏气,这可都是有讲究的呀。
说到工具的选择,那也很关键。
不同的螺栓要用不同规格的扳手,可不能将就。
我就有这么一回,没有合适的扳手,就用了一个差不多的,结果把螺栓头都给整得有点变形了。
我也知道我理解的可能还有局限性,这还要在不断的实践中去积累经验。
学这个拆装工艺啊,我还发现多看看维修手册这类的参考资料很有帮助,里面有好多精细的图片和详细的文字说明,能让自己更清楚哪里容易出错,每次看我都能发现一些自己之前没注意到的点。
同时呢,自己动手多拆几遍装几遍,自然就更熟练了。
不过我感觉这不是个容易事儿,每次拆装都会有点小问题出现,但是出现问题后仔细琢磨,就又能知道新的要点,我想这就是学习这门工艺的乐趣所在吧。

曲柄连杆机构拆装步骤
一、前言
曲柄连杆机构是内燃机的重要组成部分,其结构复杂,需要进行定期
维护和检修。
本文将详细介绍曲柄连杆机构的拆装步骤。
二、准备工作
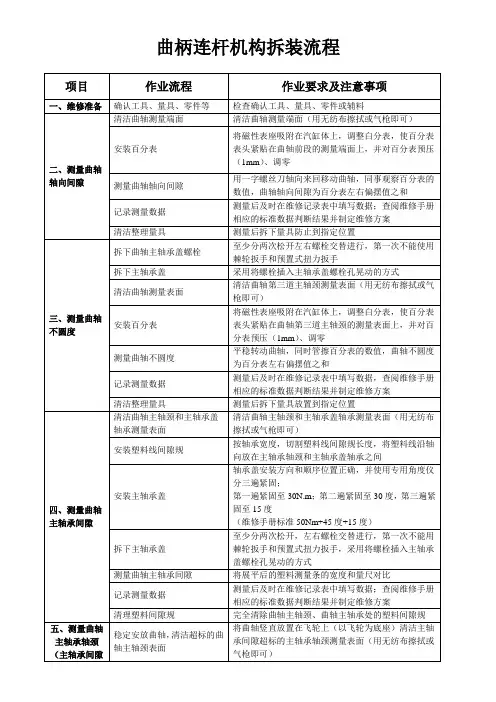
1. 工具准备:扳手、梅花扳手、卡尺、量具等;
2. 拆卸前应先清洁曲轴箱内部,以避免灰尘等杂物进入曲柄连杆机构;
3. 确保拆卸时车辆处于平稳状态,并采取必要的安全措施。
三、曲柄拆卸
1. 先将发动机从车辆中取出,并放置在工作台上;
2. 用梅花扳手卸下发动机正时链条或齿轮;
3. 用扳手拧下曲轴前端盖螺丝,并取下前端盖;
4. 用卡尺或量具测量曲轴主轴颈直径和圆度,如不符合规定尺寸应更
换新的曲轴。
四、连杆拆卸
1. 将连杆盖板螺丝依次拧下,并取下连杆盖板;
2. 用扳手拆下连杆螺栓,取下连杆和活塞组件;
3. 用卡尺或量具测量连杆轴颈直径和圆度,如不符合规定尺寸应更换新的连杆。
五、曲柄及连杆安装
1. 将新的曲轴放入曲轴箱中,并安装前端盖;
2. 安装曲轴前端盖螺丝,并用扳手拧紧;
3. 将新的连杆放入曲轴箱中,并用扳手拧上螺栓;
4. 用扭矩扳手按照规定扭矩拧紧螺栓;
5. 安装活塞组件,将连杆盖板安装在曲轴箱上,并依次拧紧螺丝。
六、总结
以上是曲柄连杆机构的拆装步骤,需要注意的是,在进行拆卸前应先清洁曲轴箱内部,以避免灰尘等杂物进入曲柄连杆机构。
在安装时要按照规定操作步骤进行操作,以确保发动机正常运转。
1 教学整体设计1.1 对接典型工作任务,选择教学内容曲柄连杆机构是发动机的主要运动机构,也是导致发动机故障的主要部件,曲柄连杆机构的拆装是汽车维修岗位具有代表性的工作任务。
基于发动机维修工作过程,设置活塞连杆组和曲轴飞轮组的部件认知、拆卸、安装等6个任务,共计16个学时。
1.2 对接职业岗位标准,设置三维目标(1)基于职业岗位标准,设置三维目标。
根据专业人才培养方案,构建专业课程体系,依据汽车维修工国家职业标准和汽车领域1+X 职业技能等级标准,将爱岗敬业、安全规范、精益求精等工匠精神融入教学,细化人才培养规格,层层分解课程目标,制定曲柄连杆机构认知与拆装的三维教学目标(表1)。
(2)基于岗位能力需求,确定重点难点。
根据企业岗位调研,掌握曲柄连杆机构各部件的构造与功用是分析发动机故障的理论基础,各部件的规范拆装是完成发动机故障维修的重要基础性工作,也是汽车维修岗位必备的技能。
基于此,确定本项目的教学重点为:拆装工具的选择与使用;拆装工作流程及工艺标准。
教学难点为:曲柄连杆机构的工作原理;活塞环的选配;曲轴主轴承盖装配顺序的确定。
1.3 对接学情分析报告,制定教学策略本课程授课对象为汽车运用与维修专业高一年级学生,学生前期已学习了汽车文化和本课程模块一的内容,对发动机外围零部件和发动机相关名词术语有一定的认知。
通过问卷星对学生学习特点分析发现,学生有较强的求知欲和好奇心、能够积极参与讨论、能够围绕设定的问题积极思考、有强烈的表现欲、信息工具使用熟练、动手能力较强,但做事粗心、自控力及语言表达能力较差、分析问题的能力较弱、对理论知识学习缺乏兴趣、实习实训操作规范意识不强。
(1)基于真实工作案例,构建教学情境。
以汽车发动机的故障案例为切入点,以案例引入项目、教汽车发动机曲柄连杆机构认知与拆装的教学实施四川省剑阁职业高级中学校 王德明,侯继松,王治建表1 曲柄连杆机构认知与拆装的三维教学目标12师引导思路、学生主动参与的方式激发学生学习兴趣。
曲柄连杆机构拆装工艺流程英文回答:The disassembly and assembly process of a crankshaft connecting rod mechanism involves several steps to ensure the proper removal and installation of the components. Here is a detailed description of the process:1. Preparation: Before starting the disassembly process, it is important to gather all the necessary tools and equipment. This may include wrenches, pliers, a hammer, and a socket set. Additionally, it is crucial to have a clean and well-organized workspace to avoid losing any small parts.2. Disassembly: The first step in the disassembly process is to remove any external components that may be attached to the crankshaft connecting rod mechanism. This may include the piston, cylinder head, and oil pan. Once these components are removed, the next step is to loosenand remove the connecting rod bolts that attach the connecting rod to the crankshaft. This can be done by using a socket wrench or a breaker bar. Once the bolts are removed, the connecting rod can be separated from the crankshaft.3. Inspection: After the disassembly process, it is important to inspect all the components for any signs of wear or damage. This includes checking the crankshaft for any cracks or scoring, as well as inspecting the connecting rod for any signs of bending or damage. If any issues are found, the necessary repairs or replacements should be made before proceeding with the assembly process.4. Cleaning: Once the inspection is complete, it is important to thoroughly clean all the components before reassembly. This can be done by using a degreaser and a brush to remove any dirt, oil, or debris. It is important to ensure that all the components are completely dry before proceeding with the assembly process.5. Assembly: The assembly process involves reversingthe steps taken during the disassembly process. This includes attaching the connecting rod to the crankshaft and tightening the connecting rod bolts to the specified torque. It is important to refer to the manufacturer's guidelinesfor the proper torque specifications. Once the connecting rod is securely attached to the crankshaft, the external components, such as the piston, cylinder head, and oil pan, can be reinstalled.6. Testing: After the assembly process is complete, itis important to test the crankshaft connecting rod mechanism to ensure proper functionality. This can be done by manually rotating the crankshaft to check for any abnormalities or restrictions. Additionally, it isimportant to check for proper alignment and clearance between the components.In conclusion, the disassembly and assembly process ofa crankshaft connecting rod mechanism involves several steps, including preparation, disassembly, inspection, cleaning, assembly, and testing. By following these steps and paying attention to detail, the process can becompleted successfully.中文回答:曲柄连杆机构的拆装过程涉及多个步骤,以确保零件的正确拆卸和安装。
拖拉机曲柄连杆机构是发动机的基本传动机构。
曲柄连杆机构是将燃料燃烧的热能,通过活塞往复运动,传给曲轴变成旋转运动机械能的重要拖拉机配件,是构成拖拉机发动机的骨架。
在维修拖拉机时,拆装曲柄连杆机构应该注意以下八个事项:1、拆装时要注意清洁,不要刮伤零件的表面。
2、装活塞环时,应注意一般柴油机活塞上端第一道气环是镀铬的,其开口不要对着活塞顶部的涡流凹坑。
气环有切槽或倒角时,应使切槽或倒角朝上。
各活塞环开口要均匀错开。
3、连杆与活塞安装时,要注意连杆大头和活塞顶上的标志,不要把方向弄反了。
活塞连杆装入汽缸时,活塞顶上的涡流凹坑或燃烧室应与缸盖上的涡流室或喷油器对好。
4、曲轴与主轴瓦、连杆轴瓦,活塞与缸筒,活塞销和销孔都要分组选配,不同组的不能装在一起。
同一发动机每套活塞连杆组重量相差不得超过规定值。
5、曲轴经修磨,缸筒经搪缸后,均应按修理尺寸选用配套的轴瓦和活塞。
6、主轴承盖及连杆轴承盖都不要互相调换或改变方向装配。
连杆轴承盖的配套号和连杆配套号要装在同一边,而且号码要相同。
7、主轴承、连杆轴承和缸盖的螺栓(或螺母)等均应用扭力扳手按规定的扭矩分几次逐个交替拧紧。
在农业机械和园林机械维修中,拆装和装配都是十分重要的工序,拆卸质量将直接影响修理进程和成本,而装配质量则直接决定机械的使用寿命。
若乱拆硬装,就容易损坏农业园林机械。
因此,在拆卸和安装时,应严格按规程进行。
(“园林机械行业网收集整理”)1.采棉头倾斜度的调节通过调整采棉头大梁两侧的吊臂长度,使机器作业时前部滚筒比后部滚筒低19毫米,这使得摘锭接触更多的棉花并使残余物从采棉头底部流出去。
吊臂长度为销对销距离584毫米,两个提升框架应调整一致,倾斜度调整应在棉行内进行。
2.压紧板间隙的调节压力板和摘锭尖端之间的间距可以通过调节压力板铰链上的螺母调节,大约为3~6毫米,通过实践应调整到压力板和摘锭的尖端间隙为1毫米左右为好,间隙过大会漏棉花,间隙过小摘锭会在压力板上划出深槽,损坏部件。
曲柄连杆机构拆装要点学习曲柄连杆机构拆装这么久,今天来说说关键要点。
首先呢,我理解在拆卸之前得做好准备工作。
这就好比你要出门旅行,得先把东西都收拾好。
拆卸前要把相关的工具都准备齐全了,像扳手、套筒这些,缺了一个到时候就抓瞎了。
要是拆到一半发现少个工具,那就只能干瞪眼,还可能损坏零件。
然后就是拆卸的顺序很关键。
我总结这就像是拆积木一样,得按照一定的顺序一块一块来。
一般是先拆外围的小部件,比如说活塞销卡环之类的。
这个卡环小小的,但是你要是不先把它拆下来,活塞销就很难拿下来。
这里我之前也有疑惑,为什么不能上来就拆大部件呢。
后来我想明白了,大部件往往和很多小部件连接着,先拆大的可能就把其他东西扯坏了。
再来,在拆的时候要小心标记每个部件的位置和安装方向。
我觉得这和拼图很像,每个拼图都有它正确的位置。
比如说连杆大头和小头的方向,如果装反了,那整个机构就没法正常工作了。
我记得有一次我模拟这个拆装,没有好好标记方向,到最后安装的时候就蒙圈了。
对了还有个要点,在拆卸的时候如果有些部件特别紧,不能蛮横地用大力气去拆。
这就像拔萝卜一样,你要是硬拔可能萝卜没拔出来,土都被你翻个底朝天了,还可能把萝卜拔断。
要用正确的工具,比如加个松动剂之类的慢慢来。
在安装的时候呢,要再次确认所有的部件是干净的,没有杂质。
这就像你做菜之前要把菜洗干净一样。
要是有脏东西在里面,机器运行起来就会有磨损。
最后我想说我也在不断学习。
我会参考一些机械类的教材,像《汽车构造》之类的书,书里有很多详细的图片和解释,对理解这些要点很有帮助。
还可以看看网上的机械论坛,里面有很多人分享自己的经验,说不定能解决自己遇到的疑惑呢。
曲柄连杆机构的拆装
实训步骤及操作方法:
1、曲柄连杆机构的拆卸
拆卸曲柄连杆机构机件时,应先将发动机外部机件拆卸,如分电器,发电机及V带、水泵、化油器、汽油泵、起动机与机油滤清器等。
对于AFE电控汽油喷射发动机应拆卸节气门体、怠速稳定阀及燃油分配器等。
然后分解正时齿形带机构。
先拆下齿形带护罩,转动曲轴使第一缸活塞处于
压缩行程上止点,检查正时记号,凸轮轴正时齿形皮带轮上标记须与气门罩盖平面对齐,最后拆下张紧装置,拆下齿形带。
(1)拆下气缸盖
①旋出气门罩盖的螺栓取下气门罩盖与档油罩;
②松下张紧轮螺母,取下张紧轮;
③拆下进、排气歧管;
④按要求顺序旋松气缸盖螺栓,并取下气缸盖与气缸盖衬垫;
⑤拆下火花塞
(2)拆下并分解曲轴连杆机构
①拆下油底壳、机油滤网、浮子与机油泵;
②拆下曲轴带轮;
③拧下曲轴正时齿带轮固定螺栓,取下曲轴正时齿带轮;
④拧下中间轴齿带轮的固定螺栓,取下中间齿带轮;拆卸密封凸缘,取出中间轴;
⑤拆卸前油封与前油封凸缘;
⑥拆卸离合器压盘总成及飞轮总成,为保证其动平衡,应在飞轮与离合器壳上作装配记号;
⑦拆下活塞连杆组件:
拆下活塞连杆组件前,应检查连杆大端的轴向间隙,该车极限间隙值为0、37mm,大于此值应更换连杆。
拆下连杆轴承盖,将活塞连杆组从气缸中抽出。
拆下活塞连杆组后,注意连杆与连杆大头盖与活塞上的记号应与气缸的序号一致,如无记号,则应重新打印。
⑧检查曲轴轴向间隙,极限轴向间隙为0、25mm,超过此值,应更换止推垫圈;
⑨按规定顺序松开主轴承盖螺栓,拆下主轴承盖,取下曲轴;
⑩分解活塞连杆组件。
2、曲柄连杆机构的装配
曲柄连杆机构的装配质量直接关系到发动机的工作性能,因此,装合时须注意下列事项。
①各零部件应彻底清洗,压缩空气吹干,油道孔保持畅通;
②对于一些配合工作面(如气缸壁、活塞、活塞环、轴颈与轴承、挺杆等),装合前要涂以润滑油;
③对于有位置、方向与平衡要求的机件,必须注意装配记号与平衡记号,确保安装关系正确与动平衡要求,如正时链条、链轮、活塞、飞轮与离合器总成等。
④螺栓、螺母必须按规定的力矩分次按序拧紧。
螺栓、螺母、垫片等应齐全,以满足其完整性与完好性;
⑤使用专用工具。
安装顺序一般与拆卸顺序相反。
(1)活塞连杆组的装合
①将同一缸号的活塞与连杆放在一起,如连杆无缸号标记,应在连杆杆身上打所属缸号标记;
②将活塞顶部的朝前“箭头”标记与连杆杆身上的朝前“浇铸”标记对准;
③将涂有机油的活塞销,用大拇指压入活塞销孔与连杆铜套中,如压不进去,可用热装合法装配;
④活塞销装上后,要保证其与铜套的配合间隙为0、003~0、008mm ,经验检验法就是用手晃动活塞销与销孔铜套无间隙感,活塞销垂直向下时又不会从销孔或铜套中滑出。
(注意铜套与连杆油孔对正);
⑤安装活塞销卡环;
⑥用活塞环专用工具安装活塞环,先装油环,再装第二道环,最后装第一道环,环的上下面不能装错,标记“TOP”朝活塞顶;
⑦检查活塞环的侧隙、端隙。
2、曲轴的安装
①将有油槽的上轴瓦装入缸体,使轴承上油槽与缸体上轴承座上的油道口对正。
注意上、下轴承不能装反,第三道轴承为推力轴承,然后将各道轴承涂上少许润滑油;
②将曲轴平稳地放入缸体承孔;
③插入半圆止推环(曲轴第三道环主轴颈上),注意上下环不能装错,有开口的用于气缸体且开口必须朝轴承;
④按轴承盖上打印的1、2、3、4、5标记,由前向后顺序安装;
⑤曲轴轴承盖螺栓应由中间向两边交叉、对称、分三次拧紧,最后紧固力矩为65N、m。
轴承盖紧固后,曲轴转动应平滑自如,其3号轴承轴向间隙应为0、07~0、17mm,径向间隙应为0、030~0、080mm;
⑥安装带轮端曲轴油封与飞轮端曲轴油封;
⑦装入中间轴,检查其轴向间隙应小于0、25mm,径向间隙为0、025~0、066mm为合格;
⑧安装飞轮,使用涂有D6防松胶的螺栓紧固,紧固力矩为75N、m、。
(3)活塞连杆组装入气缸
①将活塞环开口错开120°;
②用活塞环卡箍收紧各道活塞环,将活塞连杆组平稳、小心地捅入气缸,装配时注意活塞顶部的箭头应朝向发动机前端;
③安装轴承及轴承盖。
轴承安装时应注意其定位及安装位置;连杆盖安装时也应注意安装标记与缸号不能装错,然后交替拧紧连杆螺栓,紧固力矩为30N·m,紧固后再转动180°;
④检查连杆大端的轴向间隙,应在0、08~0、24mm之间;
(4)气缸盖的安装
①安装气门、凸轮轴与油封等;
②安放气缸盖衬垫时,应检查其技术状况,注意安装方向,标有“OPENTOP”的字样应朝向气缸盖;
③将定位螺栓旋入第8号与第10号孔;
④放好气缸盖,用手拧入其余8个螺栓,再旋出两个定位螺栓,最后再旋入8与10号螺栓;
⑤按规定顺序由中间向两边交叉对称分四次拧紧,拧紧规定力矩。
⑥安装缸盖时,曲轴不可置于上止点(否则可能会损伤气门或活塞顶部),应在曲轴任何一个连杆轴颈处于上止点后,再倒转1/4转;
⑦安装气门罩盖,其紧固力矩为10N、m。
填写实训报告:活塞连杆组的装合顺序。