第四章配合公差应用键分析
- 格式:ppt
- 大小:2.13 MB
- 文档页数:37
第四章误差与公差4.1极限与配合【章节名称】极限与配合【教学目标与要求】一、知识目标1.了解极限与配合的含义。
2.熟悉公称尺寸、实际尺寸、极限尺寸、上下极限偏差、实际偏差、公差、标准公差、基本偏差、配合精度和配合等概念的含义。
二、能力目标会读懂零件图样中上下极限偏差、配合精度与配合种类。
三、素质目标1.了解零件加工中合格产品的尺寸范围要求。
2.了解零件互换性与标准化的重要性。
四、教学要求1.了解极限与配合的概念;2.能读懂零件图样中极限与配合标注的含义。
【教学重点】读懂零件图样中极限与配合的标注。
【难点分析】概念名词多,与生产实际联系多。
讲课时要由浅入深、联系生活生产实际。
【教学方法】讲课时注意联系学生所能接触到的实际。
【教学资源】机械基础在线开放课程.“中国职教MOOC”频道,高等教育出版社。
【教学安排】6学时(270分钟)【教学方法】:讲授与互动交叉进行、讲授中穿插练习与设问。
【教学过程】一、导入新课某个生活用品坏了,可以到商店买个同型号的换上。
而新零件必需具备互换性才能正常使用。
这就要求零件的生产必需达到标准化的技术要求,才能有互换性。
它必需满足零件的极限与配合的技术要求,这是本节课所讲的内容。
二、新课教学(一)互换性与标准化1.完全互换与不完全互换完全互换指新零件在装配或更换时不需要挑选或修配就能使用。
不完全互换指新零件在装配或更换时需要作微小的挑选或修配才能使用。
互换性是大规模生产的前提,是提高经济效益基础。
2.标准化标准化是实现互换性生产的前提,是对生产实施标准化鉴督、管理,和惯彻技术标准的过程。
标准分国家标准(代号GB)-最低标准,行业标准和企业标准-最高标准。
(二)尺寸精度1.孔和轴孔圆柱形内表面。
轴圆柱形外表面。
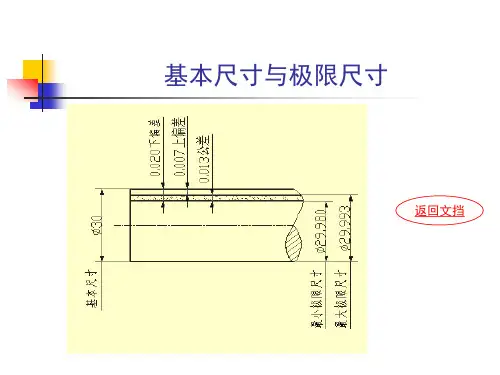
2.尺寸公称尺寸设计尺寸。
实际尺寸实际测量获得的尺寸。
极限尺寸加工中允许的两个极限尺寸。
3.偏差、公差和公差带(1)偏差分上、下极限偏差和实际偏差上极限偏差上极限尺寸减去公称尺寸所得的代数差。
第4章光滑极限量规学习及技能目标1.明确安全裕度和验收极限的概念,掌握计量器具的选择和验收极限的确定。
2.理解光滑极限量规的特点、作用和种类。
3.理解泰勒原则的含义,掌握工作量规的公差带的分布及工作量观的使用方法。
第一讲 4.1概述课题:1. 误收与误废2. 验收极限与安全裕度3.计量器具的选择原则授课形式:讲授教学目的:1. 理解误收与误废的含义2. 明确验收极限与安全裕度的概念3.掌握计量器具的选择原则教学重点:计量器具的选择原则教具:多媒体课件教学方法:利用误收与误废的实例讲解其含义,从而引出验收极限及安全裕度的概念,达到正确掌握计量器具的选择的目的。
教学过程:一、引入新课题利用多媒体课件引入新课.二、教学内容4.1概述4.1.1误收与误废在进行检测时,把超出公差界限的废品误判为合格品而接收称为误收;将接近公差界限的合格品误判为废品而给予报废称为误废。
为了保证产品品质,GB/T3177—2009《产品几何技术规范(GPS)光滑工件尺寸的检验》对验收原则、验收极限和计量器具的选择等作了规定。
4.1.2验收极限与安全裕度A国家标准规定的验收原则是:所用验收方法应只接收位于规定的极限尺寸之内的工件。
即允许有误废而不允许有误收。
验收极限是指检验工件尺寸时判断其合格与否的尺寸界限。
国家标准规定,验收极限可以按照下列两种方法之一确定。
方法1验收极限是从图样上标定的上极限尺寸和下极限尺寸分别向工件公差带内移动一个安全裕度A来确定的。
所计算出的两极限值为验收极限(上验收极限和下验收极限),为了保证验收时合格,在生产时工件不能按原有的极限尺寸加工,应按由验收极限所确定的范围生产,这个范围称为生产公差。
方法2验收极限等于图样上标定的上极限尺寸和下极限尺寸,即A值等于零。
(1)对要求符合包容要求的尺寸、公差等级高的尺寸,其验收极限按方法1确定。
(2)当工艺能力指数Cp≥1时,其验收极限可以按方法2确定。
(3)对偏态分布的尺寸,其验收极限可以仅对尺寸偏向的一边按方法1确定,而另一边按方法2确定。