冷轧知识
- 格式:pdf
- 大小:449.79 KB
- 文档页数:25
第一节轧钢基础知识一、轧制原理1.冷轧塑性变形基本参数冷连轧的主要工艺参数为轧制力和前滑,由于冷轧过程中存在下述特殊现象而使轧制力及前滑的计算公式复杂化。
(1)轧制过程中材料加工硬化现象严重,如果确定各种材料退火状态下的变形阻力以及随累计加工率而硬化的增加率将是精确确定轧制力的一个重要课题。
(2)在一定的工艺润滑下如何确定轧辊与轧件在变形区接触面上的摩擦力(摩擦系数)将是精确确定轧制力和前滑的另一个重要课题。
(3)冷轧过程前后张力较大,有关张力对轧制力及前滑的影响应给予足够重视。
(4)冷轧时变形区单位压力极高,轧辊将产生明显的弹性压扁,轧辊压扁一方面增加了轧辊与轧件的接触面积,同时又将使接触弧加长,加剧了外摩擦对轧制力的影响,并通过改变中性角而影响到前滑。
(5)轧件在出口处的弹性恢复,对于压下量不太大的道次将不容忽视,这亦将影响总的轧制力值。
所有这一切现象都将使冷连轧的轧制力和前滑公式复杂化。
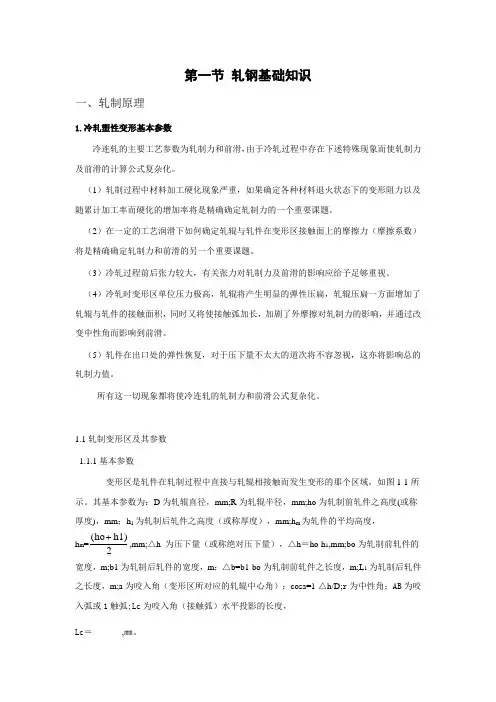
1.1轧制变形区及其参数1.1.1基本参数变形区是轧件在轧制过程中直接与轧辊相接触而发生变形的那个区域,如图1-1所示。
其基本参数为:D为轧辊直径,mm;R为轧辊半径,mm;ho为轧制前轧件之高度(或称厚度),mm;h1为轧制后轧件之高度(或称厚度),mm;h m为轧件的平均高度,h m=2h1)(ho,mm;△h 为压下量(或称绝对压下量),△h=ho-h1,mm;bo为轧制前轧件的宽度,m;b1为轧制后轧件的宽度,m;△b=b1-bo为轧制前轧件之长度,m;L1为轧制后轧件之长度,m;a为咬入角(变形区所对应的轧辊中心角);cosa=1-△h/D;r为中性角;AB为咬入弧或1触弧;Lc为咬入角(接触弧)水平投影的长度,Lc=,㎜。
1.1.2 变形系数轧制时轧件塑性变形,使轧件尺寸在三个方向上都发生了变化,即:轧制之高度由ho减少到h1,比值h1/ho=η为轧件高度方向上的变形,η叫做压下系数。
图1-1 变形区基本参数轧件之宽度bo增加到b1,比值b1/bo=X为轧机宽度方向上的变形,X叫做宽度系数。
钢材基础知识1、碳素钢的定义及钢中五元素含碳2.11%以下的铁碳合金称为钢,常用的碳素钢碳的质量分数一般小于1.3%,其强度和韧性都比较好。
钢的化学成分是关系钢材质量和最终使用性能的重要因素之一,也是编制钢材,乃至最终产品热处理制度的主要依据。
因此,在钢材标准的技术要求部分,往往第一项就规定了钢材适用的牌号(钢级)及其化学成分,并以表格形式列入标准中,是生产企业和客户验收钢及钢材化学成分的重要依据。
五元素是指化学成份中的主要组成物,即C、Si、Mn、S、P(碳、硅、锰、硫、磷)。
其次是在炼钢过程中不可避免地会混入气体,含O、H、N(氧、氢、氮)。
此外,用铝—硅脱氧镇静工艺中,必然在钢水中含有Al,当Als(酸溶铝)≥0。
020%时,还有细化晶粒的作用。
化学元素对钢性能的影响1、碳(C):钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。
碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷脆性和时效敏感性。
2、硅(Si):在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%的硅。
如果钢中含硅量超过0.50-0.60%,硅就算合金元素。
硅能显著提高钢的弹性极限,屈服点和抗拉强度,故广泛用于作弹簧钢。
在调质结构钢中加入1.0-1.2%的硅,强度可提高15-20%。
硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。
含硅1-4%的低碳钢,具有极高的导磁率,用于电器工业做矽钢片。
硅量增加,会降低钢的焊接性能。
3、锰(Mn):在炼钢过程中,锰是良好的脱氧剂和脱硫剂,一般钢中含锰0.30-0.50%。
在碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强度和硬度,提高钢的淬性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。
冷轧机操作基础必学知识点1. 冷轧机的工作原理:冷轧机是利用辊轧原理将金属材料加工成所需形状和尺寸的设备。
它通过辊轧的过程,将金属材料逐步压制、拉伸和变形来达到加工的目的。
2. 冷轧机的组成:冷轧机主要由进料机构、辊轧机构、辊轧装置、控制系统等部分组成。
其中,辊轧机构包括工作辊和支撑辊,通过辊轧装置对金属材料进行辊轧。
3. 冷轧机的操作流程:冷轧机的操作流程主要包括设置工艺参数、安装材料、调整辊轧机构、开始冷轧加工、监控加工质量等几个步骤。
4. 冷轧机的工艺参数:冷轧机的工艺参数包括轧制力、轧制速度、轧制温度等。
不同的材料和加工要求,需要设置不同的工艺参数。
5. 冷轧机的安全操作:操作冷轧机时,需要注意安全操作规程,确保人员和设备的安全。
包括正确穿戴防护用品、正确操作各个部件、维护设备的清洁等。
6. 冷轧机的维护保养:冷轧机使用一段时间后,需要进行维护保养,包括定期检查设备的各个部件、清洁设备、加油润滑等。
7. 冷轧机的故障排除:在冷轧机的使用过程中,可能会出现一些故障,需要及时进行排除。
常见故障包括辊子过热、辊子卡住等,可以通过调整设备和修理故障部件来解决。
8. 冷轧机的质量控制:冷轧加工的质量控制是确保产品质量的关键。
通过控制工艺参数、监控加工过程等手段,来保证产品的尺寸精度、表面质量等达到要求。
9. 冷轧机的环保要求:冷轧机的运行过程中,会产生废气、废水等环境污染物。
因此,需要严格遵守环保要求,采取相应的排放措施,减少对环境的影响。
10. 冷轧机的技术改造:随着科技的进步,冷轧机的技术也在不断更新换代。
为适应新的加工要求,可以进行设备的技术改造,提高生产效率和产品质量。
冷轧知识一、普通冷轧板材简介是由热轧薄板通过冷压力加工而得到的产品。
由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。
1、普通冷轧板材的用途分类根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。
2、普通冷轧板材的牌号常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺寸表示方法例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C 卷材。
外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。
使用于机械咬口用,例如冰箱的外壳,车辆油箱等。
ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。
ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC 要强。
日本JIS标准材质含义SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS 标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。
冷轧工艺润滑系统板带材冷轧工艺润滑方式与热轧有类似之处,所不同的是乳化液或轧制油为循环使用,同时还兼有分段冷却、控制轧后板形的作用,同时冷轧过程一般不存在咬入问题,对轧后板带材表面质量要求较高。
因此,对轧制工艺润滑剂在使用过程中的循环、过滤提出了新的要求。
1.乳化液的循环现代化冷轧机都是轧辊分段冷却调节系统,一般工作辊为多段,支撑辊为一段。
冷轧板带钢乳化液用量为每千瓦主电机功率约(1~2)L/min。
乳化液在喷嘴出口处的压力为0.39~0.49Mpa。
2.乳化液的过滤在冷轧过程中钢板表面上的氧化铁皮与轧辊表面磨损脱落物质会形成细小微粒悬浮在乳化液中,如果过滤不干净,就会在轧制过程中被压入板带钢表面,造成轧后表面黑化,影响轧后表面质量。
新型电磁净化装置具有磁场强、流速低、液面薄和多次穿越磁场等特点,从而实现在短时间内捕获乳化液中微细及超微细的铁磁粒子。
循环过滤后的乳化液控制参数为:铁含量〈200×10-4 %电导率〈200μS/cm氯含量〈30×10-4 %pH值 6.0~6.53.温度、浓度控制乳化液温度控制除了与乳化液的冷却性能和腐败变质有关外,还影响乳化液中油滴的粒径,进而影响到乳化液的轧制润滑性能和轧后带钢表面清洁性。
因为温度增加,乳化液的油滴粒径增大,润滑性能提高,轧制过程中铁粉生成量隆低,轧后带钢表面清洁性增加;但是乳化液温度过高会影响其稳定性和冷却能力。
乳化液温度主要与润滑性能有关,浓度增加,润滑性能增强,同样能够提高轧后带钢表面清洁性。
当然,乳化液的使用浓度与乳化液的类型有关,其中若使用稳定型乳化液浓度为3.5%~4.5%,乳化液温度控制在45~500C;若使用半稳定型乳化液浓度为4.5%~5.5%,必要时20%~30%,乳化液温度控制在50~550C。
二、坯料准备冷轧薄板带钢的坯料是通过热轧提供的热轧卷,热轧带卷的质量对冷轧薄板带钢的质量有明显的影响,材料的性能取决于化学成份和组织结构,保证冷轧板带质量的第一个基础是钢的化学成份。

冷轧板产品知识冷轧板产品知识(⼀)产品简介:冷轧钢板,表⾯光洁,加⼯优良,⽤于汽车、冰箱、洗⾐机等家电,以及产业设备、各种建筑材料。
随着经济发展,冷轧钢板已被称为现代社会的必须材料。
(⼆)冷轧产品的分类:1、轧硬卷:⽤热轧钢卷为原料,经酸洗去除氧化⽪后进⾏冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能⽤于简单变形的零件。
轧硬卷可作为热镀锌⼚的原料,因为热镀锌机组均设置有退⽕线。
轧硬卷重⼀般在6~13.5吨,钢卷在常温下,对热轧酸洗卷进⾏连续轧制。
内径为610mm。
产品特点:因为没有经过退⽕处理,其硬度很⾼(HRB⼤于90),机械加⼯性能极差,只能进⾏简单的有⽅向性的⼩于90度的折弯加⼯(垂直于卷取⽅向)。
应⽤范围:(1)退⽕后加⼯成普通冷轧;(2)有退⽕前处理装置的镀锌机组加⼯镀锌;(3)基本不需要加⼯的⾯板。
(4)常⽤钢号SPCC 、SPCD、SPCE、ST12、ST13、ST14、BLC、BLD、BUSD、BUFD、BSUFD等),但其性能基本相同。
2、普通冷轧⼀般冷连轧板、卷均应经过连续退⽕(CAPL机组)或罩式炉退⽕消除冷作硬化及轧制应⼒,达到相应标准规定的⼒学性能指标。
冷轧钢板的表⾯质量、外观、尺⼨精度均优于热轧板,且其产品厚度右轧薄⾄0.18mm 左右,因此深受⼴⼤⽤户青睐。
以冷轧钢卷为基板进⾏产品的深加⼯,成为⾼附加值产品。
如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC复膜钢板等,使这些产品具有美观、⾼抗腐蚀等优良品质,得到了⼴泛应⽤。
冷轧钢卷经退⽕后必须进⾏精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。
冷轧产品⼴泛应⽤于汽车制造、家电产品、仪表开关、建筑、办公家具等⾏业。
钢板捆包后的每包重量为3~5吨。
平整分卷重⼀般为3~10吨/卷。
钢卷内径610mm。
冷轧普通薄钢板:由普通碳素结构钢或低合⾦结构钢冷轧制成。
冷轧厂基础必学知识点
1. 冷轧厂的工作原理:冷轧是将热轧钢板经过特定工艺冷却后加工制
成厚度更薄、形式更好的钢板的过程。
其基本工艺流程包括原料准备、装料、加热、轧制、冷却等环节。
2. 冷轧厂设备:冷轧设备通常包括轧机、冷却设备、电气设备等。
轧
机用于将原料钢板进行压制,冷却设备用于冷却钢板以保证其材质性能。
3. 冷轧厂产品:冷轧厂主要生产冷轧钢板,用于制造汽车、电器、建
筑材料等各种产品。
4. 冷轧厂工艺参数:冷轧工艺参数包括轧制压力、冷却速度、冷压比等,这些参数会直接影响到冷轧钢板的质量。
5. 冷轧钢板质量控制:冷轧钢板的质量控制主要包括厚度控制、表面
质量控制、机械性能控制等方面。
6. 冷轧厂的安全措施:冷轧厂涉及到高温、高压等高风险操作,必须
做好安全防护工作,如设备封闭、人员防护措施等。
7. 冷轧厂的环保要求:冷轧厂生产过程中产生大量烟尘、废水等污染物,必须严格遵守环保要求,进行污染治理和废物处理。
8. 冷轧厂工作流程:冷轧厂工作流程通常包括原料收货、入库、加工、出库、发货等环节,需要严格按照工艺要求进行操作。
9. 冷轧厂的质量认证:冷轧厂通常需要通过ISO9001质量管理体系认
证等质量认证,以确保产品质量和生产管理。
10. 冷轧厂技术改进:冷轧厂需要不断进行技术改进,以提高产品质量和生产效率。
常见的技术改进包括设备更新、工艺改进、质量控制手段的改进等。
这些是冷轧厂的基础必学知识点,对于冷轧行业从业人员来说,了解和掌握这些知识是非常重要的。

冷轧、热轧钢板型号、牌号、材质、厂商等知识汇总我们通常所说的板材是指薄钢板(带),是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。
本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。
1 板材牌号及标记的识别1.1冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。
标记:尺寸精度—尺寸—钢板品种标准冷轧钢板:钢号—技术条件标准标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89产地:鞍钢、武钢、宝钢等1.2 冷轧优质薄钢板同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。
冷轧基础理论知识一、概要冷轧基础理论知识是金属加工领域中的重要组成部分,涉及到金属材料的塑性变形、力学性能和加工技术等方面。
本文旨在介绍冷轧技术的原理、发展历程以及应用领域,概述冷轧过程中的基础理论和关键工艺参数,包括材料选择、设备配置、工艺流程、冷却方式等。
通过学习本文,读者可以了解冷轧技术的核心知识体系,掌握冷轧过程中的基本理论和实际操作技巧,为后续的深入研究和实践打下坚实基础。
本文还将探讨冷轧技术的未来发展趋势,展望其在金属材料加工领域的应用前景。
1. 简述冷轧技术的定义与发展历程。
冷轧技术是一种利用金属板材在常温下的可塑性,通过一系列辊轮对其施加压力进行加工的方法。
其基本过程是在常温下将金属材料进行连续轧制,改变其形状和尺寸,获得所需的厚度、宽度和平整度的金属板材。
与传统的热轧工艺相比,冷轧技术以其优良的加工精度和良好的材料性能得到了广泛的应用。
发展历程上,冷轧技术起始于工业革命时期的欧洲,随着钢铁工业的迅猛发展而逐渐成熟。
早期的冷轧技术主要运用于有色金属的轧制,随着技术的进步,逐渐扩展到黑色金属的轧制领域。
随着材料科学和工艺技术的不断进步,冷轧技术也在不断地发展。
从简单的单机轧制到现代化的连续自动化生产线,从传统的模拟控制到数字化和智能化控制,冷轧技术已经成为现代制造业不可或缺的重要工艺手段。
其发展历程不仅体现了技术的进步,也反映了人类对材料性能的不断追求和探索。
2. 阐述冷轧技术在工业领域中的重要性。
冷轧技术在工业领域中的重要性不言而喻。
随着现代工业的发展,对于材料性能的要求越来越高,而冷轧技术作为一种先进的金属加工技术,能够满足这种高性能的需求。
冷轧过程通过控制金属的塑性变形和再结晶行为,可以显著提高金属的强度和硬度,同时保持良好的韧性和表面质量。
这使得冷轧材料在汽车、航空、建筑、电子等多个行业中得到广泛应用。
在汽车行业,冷轧技术用于生产高质量的钢板和带材,用于制造车身、发动机等关键部件。
冷轧钢板知识汇总
一、简介
冷轧钢板是指以冷轧工艺生产出来的钢板,它可以通过热处理工艺得
到预定的性能。
它是一种常用的建筑材料,常用于制造家具、帐篷等物体,结构钢筋,过桥梁等。
二、冷轧钢板的类型
冷轧钢板的类型有很多,主要分为热镀锌钢板、镀锌板、镀铝钢板、
镀铝镍钢板、涂层钢板、涂层锌钢板和热镀锌镍钢板等。
1、热镀锌钢板
热镀锌钢板是冷轧钢板最常用的一种材料,具有良好的抗腐蚀性。
它
是通过在冷轧钢板表面涂刷一层锌来形成保护膜,从而具有良好的耐蚀性
和良好的耐磨性,可以防止细菌、霉菌的入侵,可以抵御大气污染,可以
抵御一些化学品的侵蚀,是一种优质的冷轧钢板材料。
2、镀锌板
镀锌板是指将锌钢块在锌槽中插入锌槽,进行温度调节,利用原子交
换热效应,使锌原子粒子附着在钢板表面上以形成锌膜的冷轧钢板材料,
具有良好的抗腐蚀性,可以在一定程度上抵御低温环境的侵蚀,从而使其
耐用性和美观性更强。
3、镀铝钢板
镀铝钢板是在钢板表面进行铝镀层处理,利用零漆和溶剂法进行铝镀
层处理,这种冷轧钢板具有良好的抗腐蚀性。
第二节影响轧制的主要因素一、轧件的咬入1、咬入条件为了实现轧制过程,首先必须使轧件咬入轧辊,然后才能使金属充满轧辊的间隙,进行轧制.实践证明,金属的咬入和轧制过程的建立,并不是在任何情况下都能实现的,因此有必要研究轧辊咬入轧件的条件。
在轧件的咬入瞬间,每个轧辊将向轧件作用两个力。
一个是垂直于轧辊和金属相接触的法线力(径向力)N,另一个是轧辊与轧件表面相切处的摩擦力T,力N和力T之垂直分力的方向相同,使金属产生压缩变形,而力N和力T的水平分力则方向相反,水平分力TX力求将轧件拖入轧辊之间,而水平分力NX则力求将轧件推出轧辊。
显然,根据此二力的作用可以看出:⑴如果NX >TX时,则轧辊不可能将轧件咬入,轧制过程不能实现。
⑵如果NX=TX时,则处于平衡状态,轧件仍然不可能被自然咬入。
⑶如果NX <TX时,则轧辊可将轧件咬入.因此,如果不考虑咬入时的惯性力,要实现咬入,必须具有以下条件:TX>NX当轧件被咬入充满辊间后,轧件与轧辊的接触面积逐渐增大,轧辊对轧件的合压力作用点也逐渐向内移动,最大咬入角与摩擦角的关系也随之发生变化。
2、影响轧件咬入的因素⑴轧辊直径及压下量的影响:当板厚一定时,轧辊直径愈大,则咬入角愈小,愈易咬入.⑵轧件形状影响:由于轧件前端形状不同,对咬入难易有很大关系。
当轧件前端大于后端时不利于咬入,当轧件前端小于后端,特别是两端呈尖形或船形者有利于咬入。
因开始咬入瞬间,轧件与轧辊接触点的位置及接触面的大小不同,显然,接触点愈向内移和接触面积愈大,则愈有利于咬入.为了易于咬入,常将铸锭的前端(或后端)制成尖楔形,圆形或椭圆形。
⑶轧辊表面状态对咬入的影响轧辊表面愈粗糙(例如工作几个班之后的普通材料轧辊)摩擦系数大,有利于咬入。
反之,轧辊表面光滑(如冷轧的抛光辊)轧件的咬入就困难.⑷轧制速度对咬入的影响轧制速度提高,不利于轧件咬入,轧制速度降低,则有利于轧件的咬入。
轧制速度影响咬入的原因,一方面是由于轧制速度的提高,降低了轧辊与轧件间的摩擦系数,使咬入困难,另一方面是由于轧制速度的提高产生了妨碍轧件咬入的惯性力.在某些轧机上,为了保持轧制过程的高生产率,但又避免由于提高轧制速度给咬入带来的不良影响,通常采用可调节速度的轧制方式。
JIS:Japanese Industrial Standards 日本工业标准,JIS中所对应的代码G-钢铁JFS 日本钢铁联盟标准EN: European Norm 欧洲标准。
DIN: Deutsches Institut für Normung e.V. 德国标准化学会ASTM: American Society for Testing and Materials, 美国材料与试验协会ISO: International Organization for Standardization国际标准化组织SPCC是冷轧板的缩写,Steel Plate Cold rolled Commercial 它有SPCC-SB(平常称之为金光板)和SPCC-SD两种之分,S----Standard Skin Pass 标准调质处理B---Bright(光面的) D---Dull (雾面的)D冲压级 Drawing E-深冲级(Elongation)。
HOT-DIP GALVANIZED STEEL 为热浸镀锌钢SGCC S- Steel G- 镀锌Galvanized C- Cold冷轧第四位C- Common普通级D-冲压级(Draw)、E-深冲级(Elongation)镀锌由产品用途代号,钢级代号,钢种特性,热锌代号和镀层种类代号五部分构成DD DC DX 第一位字母表示冷成型用扁平钢材,第二位如果是X则表示基板的轧制状态不规定,如果为C则表示基板为冷轧基板,如果是D表示热轧基板热镀代号表示为DS 表示结构用钢H 第一位字母H表示冷成型用高强度扁平钢材G 表示钢种特性不规定DC51D+ZF表示产品用途为冷成型用扁平钢材,规定基板轧制状态为冷轧,钢级序列号51锌铁合金镀层热镀锌S350GD+Z表示产品用途为结构用,规定最小屈服为350MPa,钢种特性不规定纯锌镀层热镀锌HX340LAD+ZF表示产品用途为冷成型用高强度扁平钢材,不规定基板轧制状态,最小屈服强度为340MPa钢种类型为高强度低合金钢,锌铁合金热镀产品钢种特性:无间隙原子钢(Y)interstitial free steels 烘烤硬化钢(B)bake hardening steels 合金钢(LA)low alloy steels 双相钢dual phase steels(DP) 相变诱导塑性钢(TR) transformation induced plasticity steels 复相钢(CP) complex phase steels。
冷轧热轧知识点总结一、冷轧1. 冷轧的概念冷轧是一种通过在室温下对金属带材或者钢坯进行加工,使其在厚度、表面光洁度、抗拉强度等方面得到改善的金属加工工艺。
冷轧产品通常具有较高的表面光洁度和较高的机械性能。
2. 冷轧的工艺流程(1)原料准备:原料准备主要包括原材料的准备和检测、废钢的利用和熔炼等工序。
(2)预处理:预处理包括热处理、酸洗、除锈等工序,主要是为了减少板坯表面的氧化层和油污,以便后续加工。
(3)轧制加工:冷轧的轧制加工包括轧制工艺参数的设计和控制、轧辊的选择和设计、轧制力的控制等工序。
(4)后处理:后处理包括退火、酸洗、精整等工序,主要是为了改善产品的表面质量、力学性能和加工性能。
3. 冷轧的特点(1)表面光洁度高:由于冷轧产品是在室温下进行加工的,因此表面质量比热轧产品更加光滑。
(2)力学性能好:冷轧产品的抗拉强度、屈服强度和延伸率等机械性能要优于热轧产品。
(3)尺寸精度高:冷轧产品在尺寸精度上比热轧产品更加优越。
(4)加工工艺复杂:冷轧工艺复杂,要求加工设备的精度和稳定性较高。
(5)成本较高:冷轧工艺的成本相对于热轧工艺要高。
二、热轧1. 热轧的概念热轧是一种利用高温对金属带材或者钢坯进行加工,使其在厚度、表面质量和力学性能等方面得到改善的金属加工工艺。
热轧产品具有较高的成形性和改性能,并且成本相对较低。
2. 热轧的工艺流程(1)原料准备:原料准备主要包括原材料的准备和检测、铁水的熔炼和铸造等工序。
(2)预处理:预处理包括热炉加热、表面除油和预热等工序,主要是为了减少板坯表面油污和氧化层。
(3)轧制加工:热轧的轧制加工包括轧制工艺参数的设计和控制、轧辊的选择和设计、轧制力的控制等工序。
(4)后处理:后处理包括退火、表面处理、冷却等工序,主要是为了改善产品的表面质量、力学性能和加工性能。
3. 热轧的特点(1)成形性好:由于热轧产品是在高温下进行加工的,因此成形性能要优于冷轧产品。
(2)力学性能相对较差:热轧产品的力学性能比冷轧产品要差一些。
冷轧工艺知识问答一1、轧机对冷轧板来料有何要求?答:1)钢的化学成份应符合国家标准的规定。
2)来料厚度和宽度尺寸符合规定。
3)表面无氧化铁皮,边部无裂纹等。
4)无条状划伤、压印、压坑、凸泡和分层等缺陷。
5)带钢无塔形、松卷等。
2、冷轧带钢主要板形缺陷有哪些?答:“镰刀弯”、“浪形”、“瓢曲”。
浪形有多种类型,如一边浪、二边浪、中间浪、两肋浪、周期性浪、局部浪。
3、板形缺陷对冷轧过程有什么影响?答:板形不良好对冷轧过程有很大影响,给实际操作带来困难,严重的镰刀弯会造成跑偏断带,而浪形会导致勒辊、断带事故,板型状况不佳限制了速度的提高,因而影响轧机生产能力,此外板形不良也使轧机所能轧出的最小厚度受到限制。
4、本轧机机组板形调节有哪几种?答:弯辊调节、乳化液调节,中间辊移动调节和压下摆动调节。
5、轧制中观察和测量板形的方法有几种?答:目测法、感应法(用木棍敲打带钢两边)、用张力辊式板形仪测量。
6、冷轧带钢厚度调节有哪几种方式?答:利用轧制力P来间接测量轧件厚度,然后调节辊缝进行厚度控制,称为压力一厚控(P -AGC),粗调AGC采用张力调节作为调节手段,即T-AGC。
7、轧机工艺冷却系统作用是什么?答:1)冷却轧辊。
在轧制过程中,由于金属变形及金属与轧辊间摩擦产生大量变形热和摩擦热,使轧辊与轧件温度升高,乳化液起冷却作用。
2)润滑。
减少带钢和轧辊间的摩擦力,从而达到减小金属变形抗力,使轧制压力降低的作用。
3)调节板形。
在轧制过程中,能通过调节乳化液喷射梁各区段的流量,达到控制和改善板形的作用。
8、简要说明乳化液在轧钢过程中的作用。
答:乳化液在轧制过程中主要起润滑、冷却作用。
轧制过程中,因轧辊与带钢接触,轧制压力大,为消除这一影响,通过乳化液来减小轧辊与带钢之间的摩擦力,从而减小轧制压力,控制板形,乳化液的另一作用是冷却带钢与轧辊,在轧制过程中,因轧辊与带钢接触,产生热量,造成轧辊热膨胀,通过乳化液来消除轧辊热膨胀,从而达到控制板形的目的。
冷 轧 知 识一、普通冷轧板材简介是由热轧薄板通过冷压力加工而得到的产品。
由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。
1、普通冷轧板材的用途分类根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。
2、普通冷轧板材的牌号常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺寸表示方法例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。
外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。
使用于机械咬口用,例如冰箱的外壳,车辆油箱等。
ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。
ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC要强。
日本JIS标准材质含义SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。
SPCD---表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。
SPCE---表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。
如需保证非时效性,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬度为8,1/4硬度为4,1/2硬度为2,全硬度为1.表面加工代号:无光泽精轧为D,光亮精轧为B。
例如SPCC-SD表示标准调质、无光泽精轧的一般用冷轧碳素薄板。
再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的冷轧碳素薄板。
再如SPCC-1D表示硬的无光泽精轧冷轧碳素钢薄板。
机械结构用钢牌号的表示方法为:S+含碳量+字母代号(C、CK),其中含碳量用中间值*100表示,字母C表示碳,字母K表示渗碳用钢。
如碳结卷板S20C其含碳量为0.18-0.23%。
中国GB标准材质含义从牌号上基本上分为:Q195、Q215、Q235、Q255、Q275等。
Q表示钢材屈服点“屈”字的汉语拼音首位字母,195、215等表示屈服点的数值,从化学成分上分,低碳钢牌号Q195、Q215、Q235、Q255、Q275牌号越大,含碳量、含锰量越高,其塑性就越稳定。
冷轧产品牌号与含义冷轧产品品名材质碳结板 SPCC、St12、DC01、Q235AB优结钢板 20-45#、08-15#优质碳素钢08AL低碳深冲板 SC1、SPCE、ST14、DC04超深冲板SC2、St15、DC05、SC3、St16、DC06、St17耐腐蚀钢 05CuPCrNi、09CuPCrNi、Q345GNHL低碳冲压钢 SPCD、ST13、DC03深冲板SPCEN参照:(一)冲压用冷连轧钢带牌号命名方法1、一般冲压用钢:BLCB——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);C——一般用(Commercial)2、抗时效性低屈服钢:BLDB——宝钢(BAOSTEEL)缩写;L——低碳(Low Carbon);D——冲压用(Drawing)3、非时效性极深冲用钢:BUFD(BUSD)B——宝钢(BAOSTEEL)缩写;U——超级(Ultra);F——成型(Formability);D——冲压(Drawing)4、非时效性超深冲用钢:BSUFDB——宝钢(BAOSTEEL)缩写;SU——超高级(Ultra+Super);F——成型(Formability);D——冲压(Drawing)(二)冷成型用高强度冷连轧钢带牌号命名方法B××× × ×B——宝钢(BAOSTEEL)缩写;×××——最小屈服点值;×——一般用V、X、Y、Z表示V:高强度低合金,屈服点与抗拉强度差值无规定X:V中屈服点最小值与抗拉强度最小值差别70MPaY:V中屈服点最小值与抗拉强度最小值差别100MPaZ:V中屈服点最小值与抗拉强度最小值差别140MPa×——氧化物/硫化物夹杂控制(K:镇静、细晶粒;F:K+硫化物控制;O:K、F外)例:B240ZK、B340VK(三)抗凹陷性冷连轧钢带牌号命名方法B××× × ×B——宝钢(BAOSTEEL)缩写×××——最小屈服点值×——强化方式(P:强化;H:烘烤硬化)×——由1或2表示(1:超低碳;2:低碳)築210P1:深冲压用高强度钢;B250P2:一般加工用含磷高强度钢;B180H1:深冲用烘烤硬化钢冷轧产品各国牌号对照表浏览次数:398 发布日期:2006-3-31 17:03:00材料类别宝钢企标国标日本工业标准德国工业标准欧州标准美国材料试验协会标准备注牌号牌号牌号牌号牌号标准号冷轧低碳及超低碳钢板及钢带商用级(CQ)SPCCST12Q19510-P10-S08-P08-S08Al-P08Al-SSPCC ST12FeP01ASTMA366/A366M-96(已由ASTMA366/A366M-97取代)1.1.GB11253-89中的Q195为普通碳素结构钢。
2.2.此类钢可制作汽车零部件,家具外壳、桶钢制家具等简单成型、弯曲或焊接加工的产品。
冲压级(DQ)SPCDST1310-Z08-Z08Al-ZSPCDUSt13RRSt13FeP03ASTMA619/A619M-96(1997年后作废)可制作汽车门、窗、挡泥板、马达外壳等冲压成型及较复杂变形加工的零部件。
深冲级(DDQ)SPCE-FSPCE-HFSPCE-ZFST14-FST14-HFST14-ZFST14-T08Al-F08Al-HF08Al-ZFSPCE ST14FeP04ASTMA620/A620M-96(已由ASTMA620/A620M-97取代)1. 1. 可制作汽车前车灯、油箱、门、窗等深冲成型及复杂、剧烈变形加工的零部件。
2. 2. Q/BQB403-99新增加ST14-T是专供上海大众汽车厂用的。
特深冲级(SDDQ)ST15FeP05可制作汽车油箱、前车灯、复杂的车底板等变形很复杂的零部件。
超深冲级(EDDQ)ST16BSC2(BIF2)BSC3(BIF3)FeP061. 1. 此类为超深冲无间隙原子钢。
2. 2. EN 10130-91的FeP06取代了SEW095中的1F18。
冷轧碳素结构钢钢板及钢带St37-2GQ215Q23515-P15-S15-ZSPFC370SPFC390St37-2GUSt37-2GSt37-3GASTM A611-96GradA、BGrad C-1,C-2(已由97版取代)结构钢具有综合力学性能(强度、伸长率等)及良好的工艺性能。
St44-3GQ25520-P20-S20-ZSPFC440St44-3G Grad D-1,D-2St52-3GQ275SPFC490SPFC540St52-3G Grad E钢厂冷轧牌号对照表宝钢牌号国内其他钢厂牌号国外钢厂牌号类别延伸(0.4-0.6)延伸(0.6-1.0)SPCC、DC01、BLC SPCC、ST12SAE1006、SPCC-SD、SAE1008一般用不小于34不小于36简单不BLD、DC03、 CSTYPE、BTCSPCD、ST13SAE1006、08YU、SAE1008冲压用不小于36小于38SPCE、DC04、BUSD ST14SPCE 深冲用不小于38不小于40SPCEN ST15SPCEN 特深冲不小于40不小于42DC06、BSUFD、BSC2、BSC3ST16超深冲不小于42不小于44备注:看延伸率需与抗拉强度,屈服点相结合,具体参照质保书!冷轧和热轧的区别1.热轧用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。
直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。
(一般制管行业喜欢使用。
)将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。
热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
该产品有局部替代冷轧板的趋向,价格适中,深受广大用户喜爱。
2. 冷轧用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。
轧硬卷重一般在6~13.5吨,钢卷内径为610mm。
一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火消除冷作硬化及轧制应力,达到相应标准规定的力学性能指标。
冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。
以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。
如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板。
简述两者的区别:1、冷轧板表面有一定的光泽度手确摸起来比较光滑,类似于那种用来喝水的很常见的钢水杯。
2、热轧板如未经酸洗处理,则与市场上很多普通钢板的表面相类似,生了锈的表面为红色,没生锈的表面为紫黑色(氧化铁皮)。
冷轧板与热轧板的性能优点在于:(1)精度更高,冷轧带钢厚度差不超过0.01~0.03mm。
(2)尺寸更薄,冷轧最薄可轧制0.001mm的钢带;热轧现在最薄可达到0.78mm。