钢锭的凝固
- 格式:ppt
- 大小:1.55 MB
- 文档页数:35
此时,四周温度梯度变缓,中心温度下降至结
过去的时间内,大量形核,形成细小等轴晶外
随着外壳形成收缩,形成气隙,传热变慢,枝
4.1铸锭/坯的凝固组织
•正常偏析
•按照异分结晶一般规律进行凝固,由此产生的偏析即为正常偏析
•分四种情况:
•平衡态凝固
•液态均匀,固态不发生扩散
•液态不均匀,固态也不扩散
•液态和固态均有一定程度但不达到平衡的扩散
4.1铸锭/坯的凝固组织
•原因:
•在出现树枝晶的条件下,枝晶尖端部分孤立深入正面液体中,正面的界面很小,而枝晶之间残留大量液
体,所以枝晶要依靠与枝晶主轴垂直的方向扩散而扩
展凝固界面。
相比之下,纵向的扩散较小,。
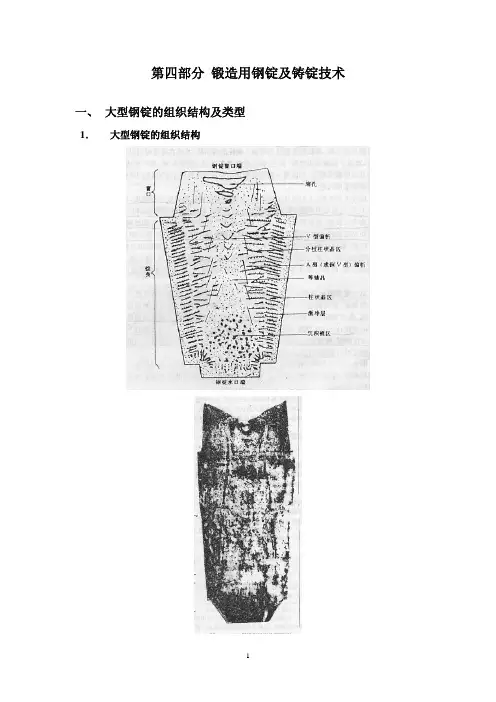
第四部分锻造用钢锭及铸锭技术一、 大型钢锭的组织结构及类型1.大型钢锭的组织结构z 激冷层:锭身表面的细小等轴晶区。
厚度仅6~8mm ;因过冷度较大,凝固速 度快,无偏析;有夹渣、气孔等缺陷。
z 柱状晶区:位于激冷层内侧;由径向呈细长的柱状晶粒组成;由于树枝状 晶沿温度梯度最大的方向生长,该方向恰为径向,因此形成了柱状晶区;其凝固速度较快,偏析较轻,夹杂物较少;厚度约50~120mm 。
z 分枝树枝晶区:从柱状晶区向内生长;主轴方向偏离柱状晶,倾斜,并出现 二次以上分枝;温差较小,固液两相区大,合金元素及杂质浓度较大。
z A 偏析区:枝状晶间存在残液,比锭内未凝固的钢液密度小,向上流动,形成A 偏析;在偏析区合金元素和杂质富集,存在较多的硫化物,易产生偏析裂纹。
z 等轴晶区:位于中心部位;温差很小,同时结晶,成等轴晶区。
钢液粘稠, 固相彼此搭桥,残液下流形成V 偏析,疏松增多。
z 沉积锥区:位于等轴晶区的底端;由顶面下落的结晶雨、熔断的枝状晶形成的自由晶组成,显示负偏析;等轴的自由晶上附着大量夹杂物,其组织疏松,且夹杂浓度很大;应切除。
z 冒口区:最后凝固的顶部;因钢液的选择性结晶,使后凝固的部分含有大量的低熔点物质,最后富集于上部中心区,其磷、硫类夹杂物多;若冒口保温不良,顶部先凝固,因无法补缩形成缩孔;质量最差,应予切除。
2. 大型钢锭的类型z 普通钢锭高径比:=+dD H 2 1.8~2.5;通常,10吨以下的钢锭:2.1~2.3,10吨以上的钢锭:1.5~2;锥度:=%100-D Hd 3~4% ; 横断面为8棱角形。
大钢锭为16,24,32棱角。
z 短粗型钢锭高径比: 0.5~2;锥度: 8~12%。
高宽比减小,锥度加大有利于钢锭实现自下而上顺序凝固,易于钢水补缩,中心较密实;有利于夹杂上浮,气体外溢,减少偏析;锭身较短,钢水压力小,侧表面不易产生裂纹;锥度大,易脱模;可增加拔长锻比。
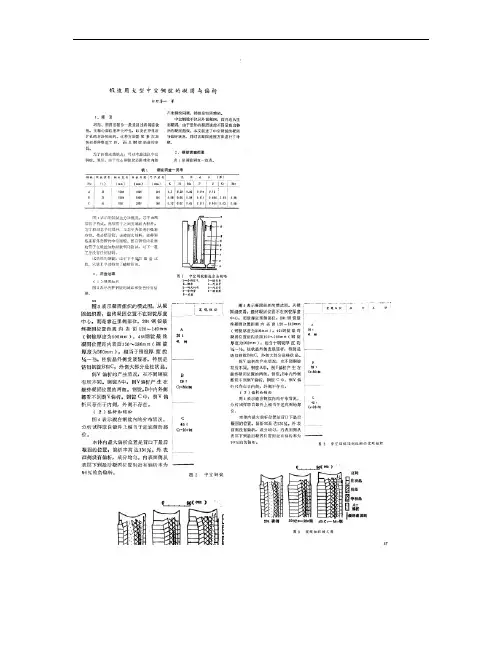
空钢锭和Γ ∋普通钢锭在凝固末期 0 分钟内∃ − 锻件用的钢锭的收得率 , 减少加热时间和缩 , 残存钢水减少的情况完了前 0 分钟−水 , , 。
3− ∃中空钢锭在凝固 + + 短锻造工序。
实际的生产取得了预期的经济 , 大约残存−厚度的钢 , 效果例如大体上同一形状的汽缸用普通钢−锭和空心钢锭各作 1 个的情况来比较收得率提高巧 < , , 这些钢水以比较一致的速度减少。
直至锻造 , 凝固完了1−− Γ∋∃普通钢锭 , , 残存钢水直径为钢水量的减少速加热时间缩短了∋ < 。
锻 , 一− /+ + 期间凝固时。
, 造工时缩短了 3 < 由于工序简化 , 。
, 减少加度大体上是一致的上述结果表明但此后的凝固约在一分中空钢锭的凝固特征是 , 热次数又因为钢锭是中空的加热效率高大幅度地缩短了加热时间钟内急剧的凝固完了 , 不发生象普通钢锭那样的急剧变快的现象。
在凝固末期凝固 , 5 。
结论 , 这是因为内侧的凝固速度而不是象普通 , 。
# % 最终凝固位置靠内侧。
相当于钢位于冒口慢和最终凝固按单方向进行钢锭那样的双向凝固可以看出比大时, ’ 7 锭厚度的 6 、外最终凝固部位。
# 1 % 碳的偏析率为0 < − , , 在普通钢锭中 0 钢锭的高径。
, 中心部位的缩松程度大 , 。
在中空钢 # 0 % 倒 : 偏析产生的情况随钢种的不锭中高径比大于是非常大的但实际上中因为在最终凝固时。
同而不同Ε : , 内侧容易发生 , 。
倒 : 偏析的产生 # 1 % 空钢锭的缩松是微小的条件可用下式表示‘ 凝固的进行是平稳的在普通钢锭中话象 , , , 不引起急剧地加速, ”簇Ι + Φ Δ 如果凝固末期凝固加速的下部钢水凝固“ , 式中, Ε 为冷却速度 # ℃ 7 Δ 7+ Φ % ’> ‘ % ϑ : 为凝固残存钢水的上部先凝固结果使缩松显著地发生速度 # 9 数 #! + + > ϑΙ “> 为根据钢种而定的常“ 时得不到钢水的补充 , 引起所谓。
硅含量对大型钢锭凝固时A形偏析的影响一、前言近年来,随着各种重型装备的发展迅速,对于大型锻件的需求越来越旺盛。
特别是在代表大型锻件最高水平的核电设备方面对大型锻件的质量要求是越来越高。
要想获得高质量的锻件,必须首先获得高质量的钢锭,必须钢锭中固有的质量缺陷,如偏析、缩孔、夹杂等进行控制。
A偏析是由钢水在凝固过程中因局部区域内溶质富集所形成的一重通道型宏观偏析,是钢锭中主要缺陷之一。
偏析物及疏松将导致偏析区的脆化,形成裂纹源,并降低材料的力学性能,因此,A偏析是我们不希望严重存在的一种缺陷,应尽量消除。
然而,在钢锭模中钢液凝固时所发生物理和化学过程是不可避免的。
液相和凝固的固相中,各种元素不同的溶解度,这种溶解度与温度的依存关系;金属、熔渣与气体之间的反应;水平的和垂直的温度梯度及其引起的对流以及凝固于进一步的冷却过程的物理收缩等,都具有特别的重要性。
钢锭凝固过程的这些现象都会引起偏析,即引起钢锭的宏观与微观区域含有不同的化学成分以及非金属夹杂物的聚集和疏松、缩孔等,因此,偏析是钢液选分结晶和钢锭凝固过程的必然结果。
但是这些过程的强烈程度可以改变。
二、硅含量对大型钢锭凝固时A形偏析的影响真空碳脱氧工艺(VCD)最初最为一种提高钢锭纯洁度的精炼技术,在上世纪70年代得到发展,目的是利用在减压下C和O反应能力的加强来进一步脱氧,并进一步提高钢水的去除氢气的效果。
并且由于其脱氧产物时候CO气体溢出不会污染钢水而得到应用。
真空碳脱氧工艺(VCD)为了达到C-O反应的激烈,需要钢水处于半镇静钢状态,即要求钢中Si要小于0.1%,否则C-O反应不激烈,影响脱气效果。
事实证明采用真空碳脱氧工艺(VCD)确实是产品的质量得到了提高。
在研究真空碳脱氧工艺(VCD)的过程中人们发现,Si含量降低同时还会明显改善钢锭凝固过程中的A偏析,并由此为锻件带来良好的均匀性和减少脆化倾向等好处,因此低Si钢的应用就更加广泛了。
表1列出了采用低硅钢和正常硅的性能对比(1)表1 低硅法用于不同钢号的效果那么,化学成分大钢锭A偏析有怎样的影响呢?众多的科学家进行了深入的研究。
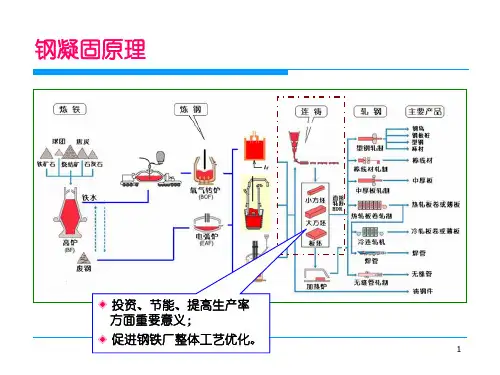
钢锭浇铸-钢锭浇铸钢液(又称钢水)经盛钢桶(又称钢包)注入铸模凝固成钢锭的过程。
钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工。
用铸模铸成钢锭的工艺过程简称为铸锭或模铸;用连续铸钢方法铸成坯的工艺过程简称连铸。
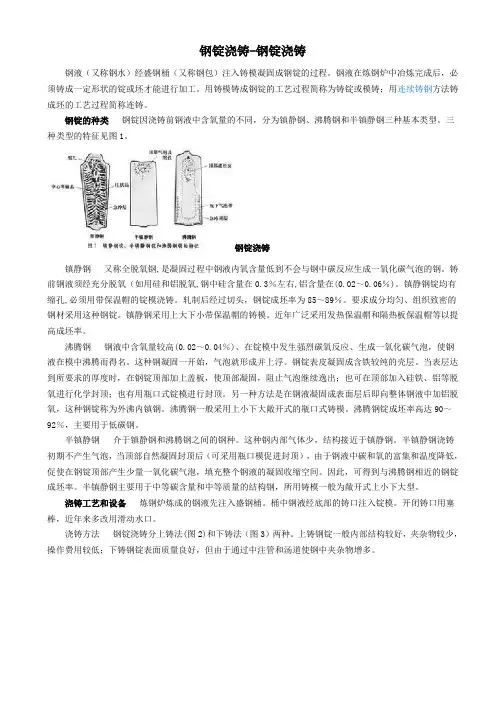
钢锭的种类钢锭因浇铸前钢液中含氧量的不同,分为镇静钢、沸腾钢和半镇静钢三种基本类型。
三种类型的特征见图1。
钢锭浇铸镇静钢又称全脱氧钢,是凝固过程中钢液内氧含量低到不会与钢中碳反应生成一氧化碳气泡的钢。
铸前钢液须经充分脱氧(如用硅和铝脱氧,钢中硅含量在0.3%左右,铝含量在(0.02~0.06%)。
镇静钢锭均有缩孔,必须用带保温帽的锭模浇铸。
轧制后经过切头,钢锭成坯率为85~89%。
要求成分均匀、组织致密的钢材采用这种钢锭。
镇静钢采用上大下小带保温帽的铸模。
近年广泛采用发热保温帽和隔热板保温帽等以提高成坯率。
沸腾钢钢液中含氧量较高(0.02~0.04%)、在锭模中发生强烈碳氧反应、生成一氧化碳气泡,使钢液在模中沸腾而得名。
这种钢凝固一开始,气泡就形成并上浮。
钢锭表皮凝固成含铁较纯的壳层。
当表层达到所要求的厚度时,在钢锭顶部加上盖板,使顶部凝固,阻止气泡继续逸出;也可在顶部加入硅铁、铝等脱氧进行化学封顶;也有用瓶口式锭模进行封顶。
另一种方法是在钢液凝固成表面层后即向整体钢液中加铝脱氧,这种钢锭称为外沸内镇钢。
沸腾钢一般采用上小下大敞开式的瓶口式铸模。
沸腾钢锭成坯率高达90~92%,主要用于低碳钢。
半镇静钢介于镇静钢和沸腾钢之间的钢种。
这种钢内部气体少,结构接近于镇静钢。
半镇静钢浇铸初期不产生气泡,当顶部自然凝固封顶后(可采用瓶口模促进封顶),由于钢液中碳和氧的富集和温度降低,促使在钢锭顶部产生少量一氧化碳气泡,填充整个钢液的凝固收缩空间。
因此,可得到与沸腾钢相近的钢锭成坯率。
半镇静钢主要用于中等碳含量和中等质量的结构钢,所用铸模一般为敞开式上小下大型。
浇铸工艺和设备炼钢炉炼成的钢液先注入盛钢桶。
钢水经盛钢包注入铸模凝固形成钢锭。
钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工。
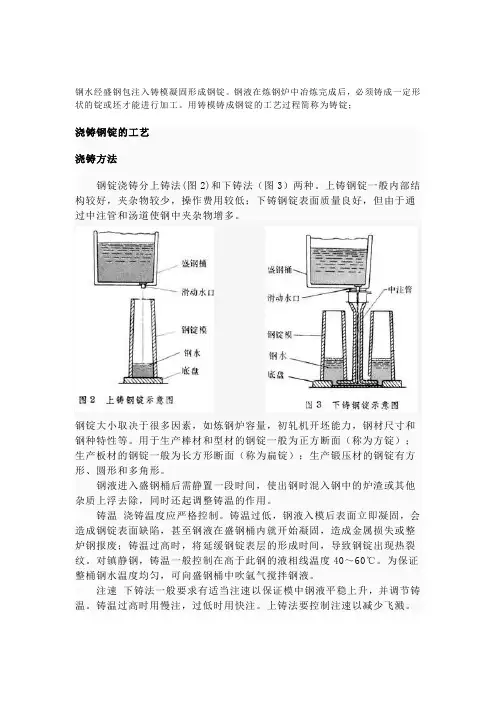
用铸模铸成钢锭的工艺过程简称为铸锭;浇铸钢锭的工艺浇铸方法钢锭浇铸分上铸法(图2)和下铸法(图3)两种。
上铸钢锭一般内部结构较好,夹杂物较少,操作费用较低;下铸钢锭表面质量良好,但由于通过中注管和汤道使钢中夹杂物增多。
钢锭大小取决于很多因素,如炼钢炉容量,初轧机开坯能力,钢材尺寸和钢种特性等。
用于生产棒材和型材的钢锭一般为正方断面(称为方锭);生产板材的钢锭一般为长方形断面(称为扁锭);生产锻压材的钢锭有方形、圆形和多角形。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温浇铸温度应严格控制。
铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。
对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。
为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。
铸温过高时用慢注,过低时用快注。
上铸法要控制注速以减少飞溅。
浇铸时大气中的氧将进入钢锭,使钢液二次氧化而降低钢的质量。
浇铸高质量钢时,需用惰性气体氩保护与空气接触的钢流,用合成固体渣粉保护模中上升的钢液面。
镇静钢锭锭身凝固时所造成的体积收缩需用帽头内钢液来补充,因此可适当延长帽头浇铸时间。
一般帽头注速比锭身注速慢一倍左右。
钢锭的缺陷在铸锭过程中由于操作不当或注速、铸温控制不当,会使铸成的锭有种种缺陷。
常见的缺陷为:钢锭表面的结疤、重皮和纵、横裂纹,内部的残余缩孔、皮下气泡、疏松和偏析,混入钢中的耐火物和炉渣、灰尘造成的夹杂等。
这些缺陷能大大降低钢锭的成坯率,甚至使整个钢锭报废。
钢锭的分类钢锭一般情况下大致可区分为以下几类:1)未净钢钢锭只经过了最基本(最低限)的脱氧处理。
钢锭凝固平方根定律(square radical sign law of solidification)钢锭凝固过程中凝固速度变化的基本规律——凝固层厚度S(mm)与凝固持续时间τ(min)的平方根成正比,即S=Kτ1/2(mm)。
此比例常数K 称凝固系数,其量纲为mm•min -1/2。
凝固速度v=dS/dτ=1/2k τ1/2,可见凝固系数K 反映凝固速度的快慢。
它随钢液性质及铸锭的工艺和设备条件而在很大范围内变化。
K 值可由理论计算,但结果与实际偏离较大。
多数情况下,K 值靠实验方法测定。
测定凝固速度或K 的方法很多,常用的有:(1)翻倒法。
在相同的条件下浇注同样的几个钢锭,每隔一定时间连钢锭模翻倒一个,倒出未凝的钢液,测量相应的凝固层厚度,从而确定出凝固层厚度与凝固时间的定量关系;(2)示踪法。
每隔一定的时间间隔向模内钢液加入某种元素或化合物、利用它能在液相中均匀分布,但不能进入凝固层的性质,确定凝固前沿的具体位置。
加入物一类是异种物质,如FeS,通过硫印测定凝固层厚度;另一类是放射性同位素,如加Au 198、Fe 57等,通过测定钢锭断面上的放射强度确定凝固前沿;(3)测温法。
在钢锭模内不同位置上安装一系列热电偶,测定浇注过程中钢液的温度分布,根据温降曲线的变化趋势(找到拐点),确定凝固前沿的位置,等等。
不同研究者在不同条件下测得的K 值,通常在20~30mm•min -1/2范围。
钢的结晶(steel crystallization)从钢液中产生晶体的过程,也称液态结晶或一次结晶。
随着热量的导出,晶体从无到有(形核),由小变大(晶体长大),直至液体全部转为固体(晶体),完成结晶过程。
钢液的结晶过程决定着钢锭或铸件的结晶组织及物理、化学不均匀性,从而影响到钢的机械、物理和化学性能。
控制钢的结晶过程是提高钢的质量和性能的重要手段之一。
结晶温度范围钢液不是纯金属,而是以Fe 为基的含有一定量C、Si、Mn 及其他一些元素的多元合金。