注塑机液压系统
- 格式:pptx
- 大小:340.92 KB
- 文档页数:4
注塑机液压原理
注塑机液压原理是基于液压传动原理,通过液压油的压力来实现注塑机的工作。
液压原理是利用液体的压力传导和传递力量的原理,通过改变液压油的压力来控制机械装置的动作。
注塑机液压系统的主要组成部分包括:液压泵、液压阀、液压缸、油箱、油管等。
液压泵通过驱动电机产生压力,将液压油压入液压系统中。
液压阀则起到控制液压油流动的作用,根据需要开启或关闭液压缸的进、退油通道,使其实现对注塑机各个动作的控制。
当液压泵开始工作时,液压油进入液压系统,通过液压阀的控制,流入液压缸的进油腔。
同时,液压阀关闭液压缸的退油腔通道,使液压缸的凸轮移动。
当液压油进入液压缸的进油腔时,液压缸的凸轮就会推动注塑机的活塞进行工作。
液压原理的优点是能实现高压力传动,并且力量传递稳定可靠。
注塑机液压原理的应用使得注塑机能够实现高速、高效的注塑操作,提高了注塑机的生产效率。
总的来说,注塑机液压原理是利用液体的压力传动力量,通过液压泵、液压阀和液压缸等组件,控制注塑机的动作,实现有效的注塑操作。
塑料注射机液压系统设计课程设计塑料注射机液压系统设计课程设计塑料注射机液压系统设计目录第一章绪论2 1.1注塑机概述2 1.2注塑机的原理4 1.3塑料注射机的工作循环塑料4 第二章液压系统设计5 2.1对液压系统的要求5 2.2液压系统设计参数5 第三章工况分析6 3.1 合摸油缸负载6 3.2 注射座整体移动油缸负载7 3.3 注射油缸负载8 3.4 顶出油缸负载8 3.5 初算驱动油缸所需的功率9 3.6 液压执行元件载荷力和载荷转矩计算9 3.7 液压系统主要参数计算11 第四章制定系统方案和拟定液压系统图15 4.1制定系统方案15 4.2拟定液压系统图17 第五章液压缸的设计17 5.1液压缸主要尺寸的确定17 5.2 液压缸的结构设计22 第六章液压元件的选择25 6.1液压泵的选择25 6.2电动机功率的确定25 6.3液压阀的选择26 6.4液压马达的选择26 6.5油管内径计算27 6.6确定油箱的有效容积27 第七章液压系统性能验算27 7.1验算回路中的压力损失27 7.2液压系统发热温升计算29 第八章液压站的设计32 8.1 250型注塑机液压站的设计32 8.2液压油箱的设计34 8.3 液压泵组的结构设计38 设计内容设计说明及计算过程备注第一章绪论1.1注塑机概述注塑机又名注射成型机或注射机。
它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
分为立式、卧式、全电式。
注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
注塑机通常由注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
塑机具有能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。
注射成型工艺对各种塑料的加工具有良好的适应性,生产能力较高,并易于实现自动化。
同兴液压总汇:贴心方案星级服务
注塑机液压系统的工作原理
注塑机液压系统的液压传动:是以液压油为工作介质,通过动力元件(油泵)将原动机的机械能变为液压油的压力能,再通过控制元件,然后借助执行元件(油缸或油马达)将压力能转换为机械能,驱动负载实现直线或回转运动,且通过对控制元件遥控操纵和对流量的调节,调定执行元件的力和速度。
当外界对上述系统有扰动时,执行元件的输出量一般要偏离原有调定值,产生一定的误差。
注塑机液压系统的液压控制:
a.注塑机液压系统的液压控制和液压传动一样,系统中也包括动力元件、控制元件和执行元件,也是通过油液传递功率。
二者不同之点是液压控制具有反馈装置,反馈装置的作用是执行元件的输出量(位移、速度、力等机械量)反馈回去与输入量(可以是变化的,也可以是恒定的)进行比较,用比较后的偏差来控制系统,使执行元件的输出随输入量的变化而变化或保持恒定。
它是一种构成闭环回路的液压传动系统,也叫液压随动系统或液压伺服系统。
b.液压传动系统中用的是通断式或逻辑式控制元件,就其控制目的,是保持被调定值的稳定或单纯变换方向,也叫定值和顺序控制元件。
c.液压控制系统中用的是伺服控制元件,具有反馈结构,并用电气装置进行控制,有较高的控制精度和响应速度,所控制的压力和流量常连续变化。
输出功率可放大。
d.比例控制是介于上述二者之间的一种控制,所用比例控制阀是在通断式控制元件和伺服控制元件的基础上发展起来的一种电――液控制元件,兼备了上述两类元件的一些特点,用于用手调的通断式控制不能满足要求,但也不需要伺服阀对液压系统那样严格的污染控制要求的场合。

注塑机液压系统噪音及其排除方法
四:注塑机液压传动故障及排除方法
(3)节流阀或调速阀芯受阻
(4)油泵故障排量不战不足或不排油(3)清洗
(4)检查并维修油泵
3.注塑机不动作
(1)大、小油泵均未增压(2)换向阀卡死
(3)安全门合上无合模动作(4)先导阀顶杆磨损
4β注塑机油温过高(1)检查溢流阀是否失灵(2)拆开清洗
(3)检查行程开关松动或灵(4)更换
(1)冷却水不足或没有
(2)冷却水堵塞
(3)大流量液压泵不卸荷
(4)工作油压超过额定压力(5)油箱容量小散热差
(1)打开冷却水阀
(2)清洗、更换
(3)检查电磁卸荷阀
(4)调整系统油压控
(5)加大油箱或加强冷却能力。
第三节注塑机液压系统一、概述注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
注塑机主要由机架,动静模板,合模保压部件,预塑、注射部件,液压系统,电气控制系统等部件组成;注塑机的动模板和静模板用来成对安装不同类型的专用注塑模具。
合模保压部件有两种结构形式,一种是用液压缸直接推动动模板工作,另一种是用液压缸推动机械机构通过机械机构再驱动动模板工作(机液联合式)。
注塑机的结构原理图如图8-6所示。
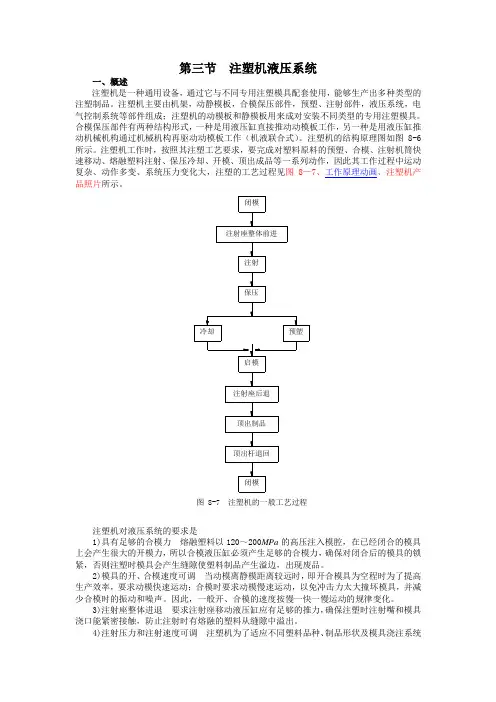
注塑机工作时,按照其注塑工艺要求,要完成对塑料原料的预塑、合模、注射机筒快速移动、熔融塑料注射、保压冷却、开模、顶出成品等一系列动作,因此其工作过程中运动复杂、动作多变、系统压力变化大,注塑的工艺过程见图8—7、工作原理动画、注塑机产品照片所示。
注塑机对液压系统的要求是1)具有足够的合模力熔融塑料以120~200MPa的高压注入模腔,在已经闭合的模具上会产生很大的开模力,所以合模液压缸必须产生足够的合模力,确保对闭合后的模具的锁紧,否则注塑时模具会产生缝隙使塑料制品产生溢边,出现废品。
2)模具的开、合模速度可调当动模离静模距离较远时,即开合模具为空程时为了提高生产效率,要求动模快速运动;合模时要求动模慢速运动,以免冲击力太大撞坏模具,并减少合模时的振动和噪声。
因此,一般开、合模的速度按慢一快一慢运动的规律变化。
3)注射座整体进退要求注射座移动液压缸应有足够的推力,确保注塑时注射嘴和模具浇口能紧密接触,防止注射时有熔融的塑料从缝隙中溢出。
4)注射压力和注射速度可调注塑机为了适应不同塑料品种、制品形状及模具浇注系统的工艺要求,注射时的压力与速度在一定的范围内可调。
5)保压及压力可调当熔融塑料依次经过机筒、注射嘴、模具浇口和模具型腔完成注射后,需要对注射在模具中的塑料保压一段时间,以保证塑料紧贴模腔而获得精确的形状,另外在制品冷却凝固而收缩过程中,熔化塑料可不断充入模腔,防止产生充料不足的废品。
注塑机液压原理图
这是一张注塑机液压原理图。
图中展示了注塑机的液压系统,用于实现注射、射嘴开合和模具开合等功能。
在图中,液压泵(Pump)将液压油从油箱吸入,并通过液压系统传送到不同的执行元件。
其中,液压控制阀(Control Valve)用于控制液压油的流向和压力。
具体来说,液压控制阀可以控制液压油进入或者排出液压缸(Cylinder)和液压马达(Motor),实现相应的运动。
图中还展示了液压缸和液压马达的结构。
液压缸由活塞(Piston)和气缸(Cylinder)组成,活塞在液压油的作用下进行往复运动。
液压马达则由液压油的作用实现旋转运动。
此外,图中还展示了压力传感器(Pressure Sensor)和温度传感器(Temperature Sensor),用于监测系统中的液压油压力和温度。
综上所述,这张注塑机液压原理图展示了液压系统的组成和工作原理,能够帮助我们理解注塑机的液压控制过程。

机电工程学院《液压与气压传动课程设计》说明书课题名称:注塑机液压系统设计学生姓名:学号:专业:班级:成绩:指导教师签字:2013年6月22日课程设计任务设计题目:注塑机液压系统设计一、设计要求及任务1.设计要求(1)最大注射量:250 cm3/次;螺杆直径: d=40mm;螺杆行程:s1=200mm;最大注射压力p=160MPa;注射速度:vw=0.075m/s;螺杆转速:n=65r/min;螺杆驱动功率:Pm=5.5kW;注射座最大推力:Fz=35(kN);注射座行程:s2=250(mm);注射座前进速度:vz1=0.075m/s;注射座后退速度:vz2=0.085m/s;最大合模力(锁模力)Fh=950 (kN);开模力:Fk=49 (kN);动模板(合模缸)最大行程s3=360 (mm);快速合模速度:vhG = 0.25m/s;慢速合模速度:vhm =0.03m/s;快速开模速度:vkG =0.15m/s;慢速开模速度:vkm =0.035m/s;(2)实现的工作循环:1)准备工作:料斗加料,螺旋机构将一定量的物料送入料筒,由桶外电加热器加热预塑,合上安全门。
2)工作循环:合模—注射—包压—冷却—预塑—注射模后退—开模—顶出制品—顶出缸后退—合模(3)液压系统原理方案设计;液压系统设计计算及元件选择;(4)注塑机液压系统总图设计。
2.设计任务(1)绘制液压系统原理图;(2)系统零部件的计算与选型;(3)按照要求编写设计说明书目录摘要 (Ⅰ)第1章绪论 (4)1.1 注塑机概述 (4)1.2 注塑机的工作循环过程 (4)1.3 注塑机对液压系统的要求 (4)1.4 液压系统设计参数 (4)1.5 注塑机液压系统原理图 (5)第2章计算执行元件的主要结构参数 (7)2.1 各液压缸的载荷力计算 (7)2.2 液压系统主要参数计算 (8)2.3 制定系统方案和拟定液压系统图 (10)第3章液压元件的选择 (13)3.1 液压泵的选择 (13)3.2 液压阀的选择 (14)3.3 液压马达的选择 (14)3.4 确定油箱的有效容积 (15)第4章液压系统性能验算 (16)4.1 验算回路中的压力损失 (17)4.2 系统总输出功率 (18)4.3 冷却器所需冷却面积的计算 (18)心得体会 (19)参考文献 (20)第1章绪论1.1注塑机概述注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
注塑成型机械完善的液压系统组成第一篇:注塑成型机械完善的液压系统组成注塑成型机械完善的液压系统组成油压千斤顶是最简单的液压系统,它不能满足一般机器对液压系统的各种要求,为了改善其性能,系统中需要增加若干液压元件。
为了使油缸的活塞能够往复运动,液流方向需要改变,因此,接入一只换向阀,为了适应机器的要求,可按入一只节流阀,以便调节进入油缸的流量,实现无级调速。
为了限定油泵的供油压力,接入一只溢流阀。
当调节节流阀使油缸活塞速度降低时,油泵输出的油液过剩,压力就升高,当压力超过溢流阀的调定压力时,溢流阀就打开,余油溢回油池。
相反,油缸速度增大时,压力低于溢流阀的调定压力,溢流阀关闭,使系统压力保持在一定的压力范围内。
溢流阀的作用是限制系统中的最高压力,防止系统过载.由于油泵的流量总是有些不均匀,这将会造成油缸活塞速度的波动。
对于要求很高的液压系统,可接入一只蓄能器,它可以降低活塞速度的波动程度。
此外,蓄能器还可用于短期用油量超过油泵输油量的场合。
为了过滤油液中的杂质,提高液压元件的使用寿命,需在吸油管上设置滤油器。
压力表是检测元件,它能反映系统压力随负载变化而变化的情况。
上述这些元件均需用管接头,管道等连接起来。
综上所述,一个完善的液压系统应由下列几部分组成:动力元件——油泵,它是将机械能变换成液压能的元件,也是液压系统的心脏。
执行元件——油缸或油马达,它将液厍能变换成机械能,推动执行机构动作,对外作功。
控制元件——它包括溢流阀(压力阀的一种),流量控制阀和换向阀等:以便控制系统中的压力、流量和流向,实现所需的运动规律和动力参数。
辅助元件——油箱。
滤油器。
蓄能器,管道,管接头和压力表等。
工作介质——液压用油是液压系统的。
血液。
,利用它来进行能量的转换,传递和控制。
东莞巨丰液压制造有限公司第二篇:液压支架液压系统主要有哪些组成液压系统的元件有:动力元件控制元件执行元件辅助元件组成。
动力元件是液压油泵控制元件是液压阀控制液压油压力、流量、方向执行元件是液压油缸液压马达辅助元件是管件压力表储能器滤油器等等。
铜陵学院毕业设计-1-第一章 工况分析1.1 注塑成型动作过程大型塑料注射机目前都是全液压控制。
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。
1.2 液压传动系统主要传动动作所设计的液压系统,传动动作的完成,主要靠合模液压缸、注射液压缸、注射座移动缸和一个液压马达作为主要传动元件。
具体的动作循环过程见下图:图 1-1注塑机工作循环图在合模时,合模缸先驱动动模板慢速启动,然后快速前移,接近定模板时转为低压慢速前移,在低速合模确认模具无异物存在后转为高压合模(锁模)。
1.3 注射机液压系统的设计要求和主要设计参数1.3.1 注射机液压系统的设计要求:1.3.1.1 合模运动要平稳,两片模具闭合时不应有冲击;1.3.1.2 当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。
注射后,注射机构应保持注射压力,使塑料充满型腔;1.3.1.3 预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力; 1.3.1.4 为保证安全生产,系统应设有安全联锁装置。
1.3.2 液压系统设计参数:1.3.2.1 螺杆直径 d = 40 ㎜。
1.3.2.2 螺杆行程 s 1 = 200 ㎜。
1.3.2.3 最大注射压力 p = 153 Mpa 。
包磊塑料注射成型机液压系统设计(250g)1.3.2.4 注射速度v W= 0.07 m/s。
1.3.2.5 螺杆转速n = 60 r/min。
1.3.2.6 螺杆驱动功率P M= 5 KW1.3.2.7 注射座最大推力F z = 3×104 N。
立式注塑机液压原理
立式注塑机液压原理是指利用液压系统来实现注塑机的运动和压力控制。
液压系统由油泵、液压阀、液压缸等组成,通过控制液压系统中的油液流动来实现注塑机的动作。
在注塑机的液压系统中,油泵负责将液压油泵送到液压系统中,产生压力。
液压阀起到流量控制、压力控制、方向控制等作用。
液压缸由活塞和缸筒组成,当液压油进入液压缸时,活塞受到液压力的作用而进行运动。
在注塑机的运行过程中,首先注塑机会将塑料颗粒加热融化并注入模具中,然后通过液压系统提供的压力,使活塞向注射缸推动,将熔融的塑料填充到模具中。
随后,注塑机会按照预设的程序进行冷却和固化,最后将模具打开,将成型的塑件取出。
立式注塑机液压原理的关键是通过液压油的流动来实现对活塞的控制,从而实现注塑机的动作。
液压系统能够提供高压力和稳定的动力,使得注塑过程更加稳定和精确。
这种液压原理的应用,使得注塑机具有较高的生产效率和精度,广泛应用于塑料制品的生产中。
注塑机液压控制流程原理讲解英文回答:Hydraulic Control System of Injection Molding Machine: Working Principle.The hydraulic control system in an injection molding machine is responsible for controlling the movement of the machine's various components, such as the screw, platen, and mold. This system uses hydraulic fluid to transmit power and control the motion of these components.The hydraulic control system typically consists of the following components:Hydraulic pump: The pump is responsible for supplying hydraulic fluid to the system. It can be either a fixed-displacement pump or a variable-displacement pump, depending on the specific requirements of the machine.Hydraulic reservoir: The reservoir stores the hydraulic fluid and supplies it to the pump. It also helps to dissipate heat generated by the pump and other components in the system.Hydraulic valves: The valves are used to control the flow of hydraulic fluid through the system. They can be either directional valves, which control the direction of fluid flow, or flow control valves, which control the amount of fluid flow.Hydraulic cylinders: The cylinders are used to convert hydraulic pressure into linear motion. They can be used to actuate the screw, the platen, or the mold.Hydraulic accumulators: The accumulators store hydraulic energy and can be used to provide a quick burst of pressure or flow to the system. They can help to reduce pressure spikes and improve the overall efficiency of the system.The hydraulic control system works by using thehydraulic fluid to actuate the cylinders. The cylinders then move the screw, the platen, or the mold, which performs the desired operation. The valves are used to control the flow of hydraulic fluid and the direction of movement of the cylinders. The accumulators help to store energy and reduce pressure spikes in the system.The hydraulic control system is an essential part of an injection molding machine. It allows for precise control of the movement of the machine's components and enables the machine to produce high-quality plastic parts.中文回答:注塑机液压控制系统的工作原理。
注塑机是机、电、液一体化、集成化和自动化程度都很高。
无论是机械液压式还全液压式,液压部分都占有相当的比值,对注塑机的技术性能、节能、环保以及成本占有重要部分。
注塑机液压系统由主回路、执行回路及辅助回路系统组成,如图所示。
图14 油路系统组成图1,2,3,4,5,6—分别为合模油缸、滑模油缸、顶出油缸、注射座油缸、注射油缸、液压马达;7,8,9,10,11,12—分别为油缸的控制模块(CU)、指令模块(CM);13—系统压力(P)、流量(Q)的控制和指令模块;14—泵;15—电机(M);16—进油过滤器;17—油冷却器; 18—油箱;P—进油管路(高压);T—回油管路。
(低压)油路总管线(P、T、P)的上部分是执行回路系统,下部分是主回路系统及辅助回路系统。
执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成。
其功能是将进入管路P的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作。
高压油进入的时间、顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路(P)的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去;而各油缸中的回油经回油管路T及辅助油路系统放回油箱。
主回路系统:由动力源和控制模块组成。
动力源系统(电机、油泵)产生油压(P)和流量(Q),与指令(CU)及控制(CM)模块(压力阀、流量阀等)组成回路。
从泵来的高压油,进入主管路的时间、顺序、压力及流量,是通过流量阀,压力阀是电磁铁获得,指令的时间、顺序和强弱,由控制其阀芯的推力和开度来确定的。
执行回路与主回路之间是通过进油管路P(高压),回油管路T(低压)以及控制回路P(高压)形成“连接网络”。
注塑机应用液压组件非常广泛。
⑴.动力组件由电机带动泵实现电能—机械能—液压能的转换。
有各种油泵和液压马达。
油泵是靠封闭容腔使其容积发生变化来工作的。
理想的泵是没有的,因为结构上总会有制品缝隙就会有泄漏,而且机械磨损也会产生间隙,所以就要考虑泵的效率。