注塑机液压系统原理图
- 格式:doc
- 大小:326.00 KB
- 文档页数:2
同兴液压总汇:贴心方案星级服务
注塑机液压系统的工作原理
注塑机液压系统的液压传动:是以液压油为工作介质,通过动力元件(油泵)将原动机的机械能变为液压油的压力能,再通过控制元件,然后借助执行元件(油缸或油马达)将压力能转换为机械能,驱动负载实现直线或回转运动,且通过对控制元件遥控操纵和对流量的调节,调定执行元件的力和速度。
当外界对上述系统有扰动时,执行元件的输出量一般要偏离原有调定值,产生一定的误差。
注塑机液压系统的液压控制:
a.注塑机液压系统的液压控制和液压传动一样,系统中也包括动力元件、控制元件和执行元件,也是通过油液传递功率。
二者不同之点是液压控制具有反馈装置,反馈装置的作用是执行元件的输出量(位移、速度、力等机械量)反馈回去与输入量(可以是变化的,也可以是恒定的)进行比较,用比较后的偏差来控制系统,使执行元件的输出随输入量的变化而变化或保持恒定。
它是一种构成闭环回路的液压传动系统,也叫液压随动系统或液压伺服系统。
b.液压传动系统中用的是通断式或逻辑式控制元件,就其控制目的,是保持被调定值的稳定或单纯变换方向,也叫定值和顺序控制元件。
c.液压控制系统中用的是伺服控制元件,具有反馈结构,并用电气装置进行控制,有较高的控制精度和响应速度,所控制的压力和流量常连续变化。
输出功率可放大。
d.比例控制是介于上述二者之间的一种控制,所用比例控制阀是在通断式控制元件和伺服控制元件的基础上发展起来的一种电――液控制元件,兼备了上述两类元件的一些特点,用于用手调的通断式控制不能满足要求,但也不需要伺服阀对液压系统那样严格的污染控制要求的场合。
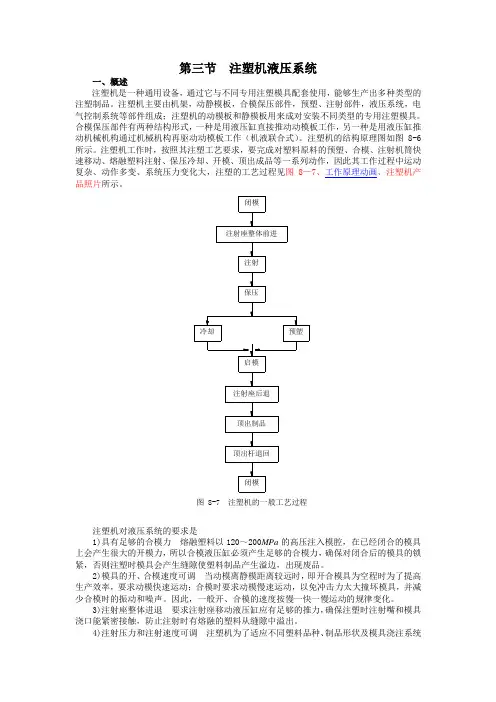
第三节注塑机液压系统一、概述注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
注塑机主要由机架,动静模板,合模保压部件,预塑、注射部件,液压系统,电气控制系统等部件组成;注塑机的动模板和静模板用来成对安装不同类型的专用注塑模具。
合模保压部件有两种结构形式,一种是用液压缸直接推动动模板工作,另一种是用液压缸推动机械机构通过机械机构再驱动动模板工作(机液联合式)。
注塑机的结构原理图如图8-6所示。
注塑机工作时,按照其注塑工艺要求,要完成对塑料原料的预塑、合模、注射机筒快速移动、熔融塑料注射、保压冷却、开模、顶出成品等一系列动作,因此其工作过程中运动复杂、动作多变、系统压力变化大,注塑的工艺过程见图8—7、工作原理动画、注塑机产品照片所示。
注塑机对液压系统的要求是1)具有足够的合模力熔融塑料以120~200MPa的高压注入模腔,在已经闭合的模具上会产生很大的开模力,所以合模液压缸必须产生足够的合模力,确保对闭合后的模具的锁紧,否则注塑时模具会产生缝隙使塑料制品产生溢边,出现废品。
2)模具的开、合模速度可调当动模离静模距离较远时,即开合模具为空程时为了提高生产效率,要求动模快速运动;合模时要求动模慢速运动,以免冲击力太大撞坏模具,并减少合模时的振动和噪声。
因此,一般开、合模的速度按慢一快一慢运动的规律变化。
3)注射座整体进退要求注射座移动液压缸应有足够的推力,确保注塑时注射嘴和模具浇口能紧密接触,防止注射时有熔融的塑料从缝隙中溢出。
4)注射压力和注射速度可调注塑机为了适应不同塑料品种、制品形状及模具浇注系统的工艺要求,注射时的压力与速度在一定的范围内可调。
5)保压及压力可调当熔融塑料依次经过机筒、注射嘴、模具浇口和模具型腔完成注射后,需要对注射在模具中的塑料保压一段时间,以保证塑料紧贴模腔而获得精确的形状,另外在制品冷却凝固而收缩过程中,熔化塑料可不断充入模腔,防止产生充料不足的废品。
第一章绪论1.1注塑机概述大型塑料注射机目前都是全液压控制。
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。
1.2塑料注射机的工作循环塑料注射机的工作循环为:合模→注射→保压→冷却→开模→顶出→螺杆预塑进料其中合模的动作又分为:快速合模、慢速合模、锁模。
锁模的时间较长,直到开模前这段时间都是锁模阶段。
第二章 SZ-250型注塑机液压系统设计2.1SZ-250型注射机液压系统设计要求及有关设计参数2.1.1对液压系统的要求(1)合模运动要平稳,两片模具闭合时不应有冲击;(2)当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。
注射后,注射机构应保持注射压力,使塑料充满型腔;(3)预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力;(4)为保证安全生产,系统应设有安全联锁装置。
2.1.2液压系统设计参数250克塑料注射机液压系统设计参数如下:螺杆直径 40mm 螺杆行程 200mm最大注射压力 153MPa 螺杆驱动功率 5kW螺杆转速 60r/min 注射座行程 230mm注射座最大推力 27kN 最大合模力(锁模力) 900kN开模力 49kN 动模板最大行程 350mm快速闭模速度 0.1m/s 慢速闭模速度 0.02m/s快速开模速度 0.13m/s 慢速开模速度 0.03m/s注射速度 0.07m/s 注射座前进速度 0.06m/s注射座后移速度 0.08m/s2.2液压执行元件载荷力和载荷转矩计算 2.2.1各液压缸的载荷力计算(1)合模缸的载荷力合模缸在模具闭合过程中是轻载,其外载荷主要是动模及其连动部件的起动惯性力和导轨的摩擦力。
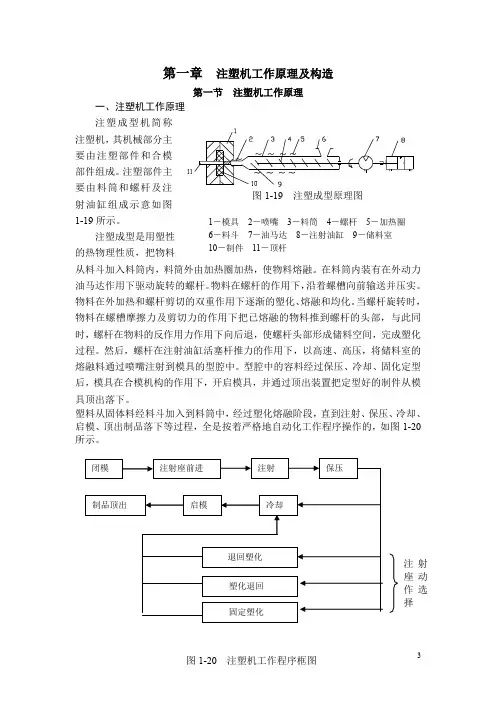
第一章 注塑机工作原理及构造第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动作选择第二节 注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
第二节注 塑 机 结 构2.1注塑机总体结构公司目前主力机型为HTFX 系列,该机型主要可分为注射部分(01注塑机注塑部件塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴合模部件合模装置 调模装置 制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置 管路、压力表冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21 注塑机组成示图部分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)和机身部分(07部分),括号内为公司内部简称。
注塑机液压系统注塑机液压系统一、概述塑料注射成型机是一种将颗粒状塑料加热后熔融成流动状态,以高压、高速注入模腔,经保压、冷却后固化成型塑料制品的加工设备。
它简称为注塑机。
1.注塑机的组成及工作程序图f为注塑机的组成示意,它主要由合模部件、注射部件和床身组成。
合模部件又由启合模机构、定模板、动模板和制品顶出装置等组成。
注射部件位于注塑机的右上方,由加料装置(料筒、螺杆、喷嘴)、预塑装置、注射液压缸和注射座移动缸等组成。
注塑工作程序如图g所示。
2.注塑机工作条件下的液压系统要求(1)有足够的夹紧力。
在注射过程中,通常以40~150MPa的高压注射到模具型腔中。
为了防止塑料制品溢出或难以脱模,要求有足够的夹紧力。
为了减小夹紧缸的尺寸或降低压力,常采用连杆扩力机构实现夹紧和锁紧。
(2)开模和合模速度可以调节。
由于有必要考虑不仅缩短空行程时间以提高生产率,而且考虑到模具闭合过程中的缓冲要求,以确保产品质量和避免冲击,模具移动缸在模具开闭过程中需要有缓慢、快速和缓慢的速度变化。
(3)注射座可整体前进与后退注射座整体移动由液压缸驱动,除保证在注射时具有足够的推力,使喷嘴与模具浇口紧密接触外,还应按固定加料、前加料和后加料三种不同的预塑形式调节移动速度。
为缩短空程时间,注射座移动也应具有慢、快的速度变化。
(4)注射的压力和速度可以调节。
根据原材料和产品的几何形状以及模具浇口的布置,在注射成型过程中需要调整注射压力和速度。
(5)保压冷却熔体注入型腔后,应进行保压和冷却。
冷却凝固时,由于收缩,应在模具型腔中加入熔体,否则会因填充不足而出现缺陷产品。
因此,要求液压系统保持压力,压力可根据产品要求进行调整。
(6)顶出制品时速度平稳制品在冷却成型后被顶出。
当脱模顶出时,为了防止制品受损,运动要平稳,并能按不同制品形状,对顶出缸的速度进行调节。
二、xs-zy-250a型注塑机液压系统的工作原理图h为xs-zy-250a注塑机液压系统示意图。

注塑机是机、电、液一体化、集成化和自动化程度都很高。
无论是机械液压式还全液压式,液压部分都占有相当的比值,对注塑机的技术性能、节能、环保以及成本占有重要部分。
注塑机液压系统由主回路、执行回路及辅助回路系统组成,如图所示。
图14 油路系统组成图1,2,3,4,5,6—分别为合模油缸、滑模油缸、顶出油缸、注射座油缸、注射油缸、液压马达;7,8,9,10,11,12—分别为油缸的控制模块(CU)、指令模块(CM);13—系统压力(P)、流量(Q)的控制和指令模块;14—泵;15—电机(M);16—进油过滤器;17—油冷却器; 18—油箱;P—进油管路(高压);T—回油管路。
(低压)油路总管线(P、T、P)的上部分是执行回路系统,下部分是主回路系统及辅助回路系统。
执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成。
其功能是将进入管路P的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作。
高压油进入的时间、顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路(P)的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去;而各油缸中的回油经回油管路T及辅助油路系统放回油箱。
主回路系统:由动力源和控制模块组成。
动力源系统(电机、油泵)产生油压(P)和流量(Q),与指令(CU)及控制(CM)模块(压力阀、流量阀等)组成回路。
从泵来的高压油,进入主管路的时间、顺序、压力及流量,是通过流量阀,压力阀是电磁铁获得,指令的时间、顺序和强弱,由控制其阀芯的推力和开度来确定的。
执行回路与主回路之间是通过进油管路P(高压),回油管路T(低压)以及控制回路P(高压)形成“连接网络”。
注塑机应用液压组件非常广泛。
⑴.动力组件由电机带动泵实现电能—机械能—液压能的转换。
有各种油泵和液压马达。
油泵是靠封闭容腔使其容积发生变化来工作的。
理想的泵是没有的,因为结构上总会有制品缝隙就会有泄漏,而且机械磨损也会产生间隙,所以就要考虑泵的效率。