液氮洗装置的改造及投用
- 格式:pdf
- 大小:878.69 KB
- 文档页数:3
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910349178.X(22)申请日 2019.04.28(71)申请人 云南天安化工有限公司地址 650000 云南省昆明市安宁市草铺街道办事处申请人 昆明理工大学(72)发明人 刘强 宁平 蒋忠成 殷梁淘 王小勇 张秋林 牟刚林 殷在飞 (74)专利代理机构 北京高沃律师事务所 11569代理人 刘奇(51)Int.Cl.C10K 1/16(2006.01)C10K 1/00(2006.01)C10K 1/04(2006.01)B01D 53/18(2006.01)B01D 53/14(2006.01)C01B 32/40(2017.01)C01B 3/16(2006.01)(54)发明名称一种液氮洗尾气资源化利用的方法及装置(57)摘要本发明提供了一种液氮洗尾气资源化利用的方法及装置,属于能源利用及环境保护领域。
包括以下步骤:将液氮洗尾气依次进行升压和水冷,得到预处理液氮洗尾气;将所述预处理液氮洗尾气进行一氧化碳吸附,得到一氧化碳气体;将所述一氧化碳气体压缩后与第一水蒸气混合进行高温变换,得到高温变换气;所述高温变换使用高温变换触媒B118;将所述高温变换气与第二水蒸气混合进行中低温变换,得到中低温变换气;所述中低温变换使用中温变换触媒B116和低温变换触媒B205;将所述中低温变换气依次进行冷却和脱碳,得到合成气。
本发明提供的方法能够实现液氮洗尾气的资源化利用,得到不同的合成气用于工业化生产。
权利要求书1页 说明书5页 附图1页CN 110041969 A 2019.07.23C N 110041969A权 利 要 求 书1/1页CN 110041969 A1.一种液氮洗尾气资源化利用的方法,其特征在于,包括以下步骤:将液氮洗尾气依次进行升压和水冷,得到预处理液氮洗尾气;将所述预处理液氮洗尾气进行一氧化碳吸附,得到一氧化碳气体;将所述一氧化碳气体压缩后与第一水蒸气混合进行高温变换,得到高温变换气;所述高温变换使用高温变换触媒B118;将所述高温变换气与第二水蒸气混合进行中低温变换,得到中低温变换气;所述中低温变换使用中温变换触媒B116和低温变换触媒B205;将所述中低温变换气依次进行冷却和脱碳,得到合成气。

第1篇一、目的为确保液氮装置安全、稳定、高效地运行,防止事故发生,特制定本操作规程。
二、适用范围本规程适用于所有使用液氮装置的操作人员,包括充装、运输、储存、使用等环节。
三、职责1. 操作人员:负责液氮装置的日常操作,严格遵守本规程。
2. 维护人员:负责液氮装置的维护保养,确保设备正常运行。
3. 安全管理人员:负责对液氮装置的操作过程进行监督,确保操作安全。
四、操作规程1. 充装(1)检查液氮罐是否完好,阀门、密封件等无损坏。
(2)将液氮罐放置在通风、阴凉处,远离热源。
(3)打开液氮罐进液阀,缓慢倒入液氮,注意观察液位,避免过量充装。
(4)充装完毕后,关闭进液阀,确认液位正常。
2. 运输(1)运输前检查液氮罐的密封性,确保无泄漏。
(2)将液氮罐固定在运输车辆上,防止在运输过程中发生碰撞。
(3)运输过程中,保持车辆平稳,避免急刹车和急转弯。
(4)运输车辆应配备消防器材,确保安全。
3. 储存(1)将液氮罐放置在阴凉、干燥、通风的仓库内,避免阳光直射。
(2)储存时,将液氮罐放置在支架上,保持距离,防止相互碰撞。
(3)定期检查液氮罐的密封性,确保无泄漏。
4. 使用(1)使用前,检查液氮罐的液位,确保充足。
(2)操作人员应穿戴防护用品,如防寒服、手套、护目镜等。
(3)使用液氮时,避免直接接触皮肤和眼睛,防止冻伤。
(4)操作过程中,注意观察设备运行情况,发现异常立即停止操作,并向相关人员报告。
5. 维护保养(1)定期检查液氮罐的密封性、阀门、密封件等,确保无损坏。
(2)定期对液氮罐进行清洁,保持设备干净。
(3)按照设备说明书进行定期保养,确保设备正常运行。
五、安全措施1. 操作人员应接受专业培训,熟悉液氮装置的操作规程和安全知识。
2. 液氮装置操作区域应设置警示标志,提醒人员注意安全。
3. 操作过程中,如发现异常情况,应立即停止操作,并采取相应措施。
4. 定期进行安全检查,确保设备安全运行。
六、附则1. 本规程由液氮装置管理部门负责解释。


用林德低温甲醇洗和液氮洗工艺净化部分氧化法氨合成气Johannes Kauf(林德股份集团公司工程部)2006-10-231 概述低温甲醇洗工艺是一种采用甲醇为溶剂的酸性气体物理洗涤系统,操作温度低于0°C。
采用低温甲醇洗装置(RWU)能使合成气总硫含量低于0.1×10-6、二氧化碳只有几个10-6。
作为一种物理洗涤方法,对于从部分氧化装置(气化炉)排出的原料气,采用低温甲醇洗法对高压和高浓度酸性气体进行洗涤特别经济。
对比其他洗涤系统如PEGE(聚乙烯乙二醇乙醚)或aMDEA,因CO2和H2S/COS在甲醇中的溶解度非常大,所以甲醇的循环量小,从而显著降低公用工程的消耗,大大缩小设备尺寸。
低温甲醇洗工艺除能生产高纯度的合成气以外,它还能将脱出的硫浓缩成单级克劳斯装置需要的H2S浓度,还可生产出仅仅含微量硫的纯CO2产品(适合于尿素合成或其他用途),放空气体则符合国际及当地环保规定。
低温甲醇洗工艺的特点之一是采用几台绕管换热器,这样减少了设备数量,降低了公用工程消耗,减少了操作费用。
低温液氮洗主要用于化肥厂氨合成气的净化。
通过使用氮洗装置(NWU),不需要进一步纯化或合成氨回路弛放气处理,因为NWU装置可完全脱除原料氢气中的CO、Ar、CH4等杂质,此外还可调节氢氮比,使之达到氨合成所需要的理想氢氮比。
低温甲醇洗最大的优势是与后续低温液氮洗(冷箱)组合,因为低温甲醇洗为低温液氮洗装置提供低温干燥的原料气体。
低温甲醇洗与液氮洗组合的优点还有:氮洗系统内部冷合成气进入低温甲醇洗系统进行热量整合;富氢闪蒸气循环回低温甲醇洗系统,有效地回收了氢气,也回收了甲醇气;还通过利用低温甲醇洗系统内吸收塔再生的氮气减少N2的消耗。
显然,如果两种工艺的设计组合恰当的话,这种整合加上必要反复的循环可使其作用发挥到极致。
过去几十年来林德公司在低温甲醇洗和液氮洗系统的设计和供应方面积累了足够的经验和技术,累计建设了70多套商业规模装置。
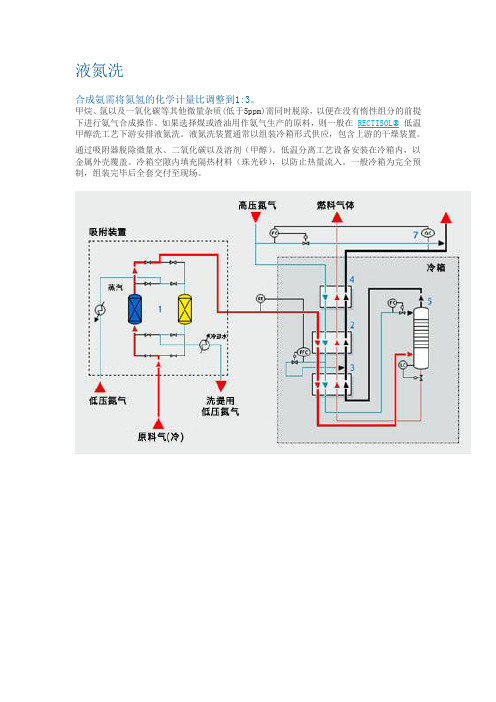
液氮洗合成氨需将氮氢的化学计量比调整到1:3。
甲烷、氩以及一氧化碳等其他微量杂质(低于5ppm)需同时脱除,以便在没有惰性组分的前提下进行氨气合成操作。
如果选择煤或渣油用作氨气生产的原料,则一般在RECTISOL®低温甲醇洗工艺下游安排液氮洗。
液氮洗装置通常以组装冷箱形式供应,包含上游的干燥装置。
通过吸附器脱除微量水、二氧化碳以及溶剂(甲醇)。
低温分离工艺设备安装在冷箱内,以金属外壳覆盖。
冷箱空隙内填充隔热材料(珠光砂),以防止热量流入。
一般冷箱为完全预制,组装完毕后全套交付至现场。
液氮洗主要用于化肥装置里进行纯化和制备氨气合成气。
一般是氨气合成上游的最后一道纯化工艺。
液氮洗的主要功能是脱除粗氢中的一氧化碳、氩气以及甲烷等残留杂质,将氮氢化学计量比例调整到1:3。
二氧化碳会使氨气合成催化剂中毒,因此必须彻底脱除。
氩气和甲烷则是氨合成回路中富集的惰性组分。
如果未脱除,则需要进行合成气净化或净化气体分离。
将粗氢和高压氮气输入液氮洗装置。
以上两类气体被产品气冷却。
将粗氢加入氮洗塔底部,冷凝液氮输入顶部。
微量组分将作为燃料气体脱除和分离。
将高压氮气加入工艺物流,得到需要的氢气氮气比例。
分子筛吸附1. 分子筛吸附原理吸附是一种把气态或液态物质(吸附质)固定在固体表面(吸附剂)上的物理现象,这种固体(吸附剂)具有大量活性表面的微孔,吸附质的分子受到吸附剂表面引力作用,从而固定在上面。
吸附引力的大小取决于:●吸附剂表面的构造(微孔率);●吸附质的分压;●吸附时的温度。
●与制作吸附剂的材料性质也有关。
吸附伴随着放热,是一种可逆的现象。
类似于凝结:●如果增加压力,吸附能力增加;●如果降低温度,吸附能力增加。
因此,在吸附时,要使压力升到最高,温度降到最低。
解吸时,则要使压力降到最低,温度升到最高。
2. 分子筛工艺流程的描述流程图见PFF11及PFP4301/4302本装置设置分子筛目的在于除去经低温甲醇洗后的合成气中微量的甲醇和CO2 。
液氮洗装置再生氮气加热器优化改造总结庞伟玲;高冰;杨星波【摘要】介绍了液氮洗装置存在的问题,并对液氮洗装置的再生氮气加热器进行了优化改造.通过新增设1台再生氮气加热器与原设备串联运行,不仅有利于分子筛的再生,而且具有良好的节能效果.【期刊名称】《化肥工业》【年(卷),期】2016(043)005【总页数】2页(P37-38)【关键词】液氮洗;再生氮气加热器;优化;改造【作者】庞伟玲;高冰;杨星波【作者单位】河南心连心化肥有限公司河南新乡 453731;河南心连心化肥有限公司河南新乡 453731;河南心连心化肥有限公司河南新乡 453731【正文语种】中文【中图分类】TB657.9河南心连心化肥有限公司四分公司采用洁净煤气化技术进行原料结构调整,项目年产450 kt合成氨、800 kt尿素,其中液氮洗装置采用寰球公司技术。
液氮洗装置主要是用分子筛干燥器吸附净化气中微量的CO2和CH3OH,配制氢氮比为3∶1(物质的量之比)的合成气供氨合成系统使用。
在运行过程中,氮气经液氮洗装置再生氮气加热器后温度不达标,故对其进行了优化改造。
液氮洗装置自投运以来,再生氮气加热器蒸汽消耗为3~4 t/h,大于设计值(1.12t/h)。
经蒸汽加热后,氮气温度在205~210 ℃,低于再生设计要求温度(即换热器出口温度,220 ℃),因此,需延长加热时间,每周期比设计时间延长2 h,且最终温度仅能保持在180 ℃以上(分子筛底部温度)4 h,不能达到设计要求200 ℃以上4 h,不仅造成了蒸汽浪费,而且也影响了分子筛再生效果。
针对分子筛加热时存在的问题,于2015年5月对液氮洗装置再生氮气加热器进行优化改造。
经计算,原有再生氮气加热器的换热面积偏小(换热面积36.97 m2,计算结果为47.49 m2)。
实际改造时,新增1台与原换热器参数相同的设备(设备参数见表1)并与原设备串联运行,其换热面积为36.97 m2,折流板间距576 mm,筒体公称直径Ф 600 mm,壁厚14 mm,长度3 030 mm。
酸钠和0.44kg 氢氧化钠。
加入防腐剂后,必须使盐水呈弱碱性(pH=7.5~8.5),这可通过氢氧化钠的加入量进行调整。
(3)氯化钙溶液作为载冷剂在使用过程中,会因吸收空气中的水分而使其浓度降低。
为了防止浓度降低,引起凝固点温度升高,必须定期检测氯化钙溶液的比重。
若浓度降低,应适当补充氯化钙,以保持在适当的浓度。
通过这一阶段的使用充分证明了氯化钙溶液作为载冷剂能够很好的完成热量交换的任务,为我车间产量不断的提高起到了至关重要的作用。
七水硫酸镁作为汉沽盐场的一个新项目,无论从设备到工艺都还需要不断地摸索改进,从每一个细节入手,精益求精,经过我们自身的探索和努力,尽快摸索到使七水硫酸镁提质增产的最佳生产方案。
合成气氮含量高对液氮洗装置的影响分析及应对措施张卫波(天津碱厂合成氨甲醇分厂,天津300000)摘要:由于煤气化炉运行时有波动,液氮洗合成气氮气含量经常升高,时常使出口产品CO 含量超标,引起氨合成塔多次切气,造成了很大的损失。
本文结合实际生产分析了氮气含量高使操作难度加大的原因,并提出了解决方案。
关键词:液氮洗;氮含量;超标;解决措施doi :10.3969/j.issn.1008-1267.2014.011中图分类号:TQ113.26+4文献标志码:B文章编号:1008-1267(2014)01-0031-03收稿日期:2013-09-131液氮洗装置简介天津碱厂合成氨甲醇分厂净化工序采用的是林德液氮洗技术。
液氮洗装置的分离过程属于物理过程,没有化学反应。
此过程是利用H 2与CO 、CH 4、N 2等的沸点相差较大,CO 、CH 4的沸点比N 2、H 2的沸点高的特点,将CO 、CH 4从气相液化溶解到液氮中,从而达到脱除CO 、CH 4等气体杂质的目的。
来自低温甲醇洗装置的合成气经过液氮洗装置的吸附器,以除去合成气中甲醇和CO 2,防止甲醇和CO 2进入到冷箱中形成固体而堵塞板翅式换热器。
浅析合成氨液氮洗工号冷量平衡与节能技术改造摘要合成氨的生产过程主要包括造气、净化、压缩和合成等。
合成氨工业是化工行业的能耗大户,能源费用是其生产成本中的重要组成部分。
目前,节能降耗成为合成氨技术发展的主要趋势之-。
对此,本文介绍了合成氨液氮洗工艺原理,分析了液氮洗工号的运行现状,并提出了节能改造措施。
关键词合成氨;液氮洗;冷量;节能改造1 液氮洗工艺原理液氮洗是合成氨装置中与甲醇洗工艺配套最为合理的工艺流程,液氮洗过程是将气体逐渐冷却与冷凝,最后用液氮吸收残余的CH4和CO。
原料气中H2、N2、CO、CH4冷凝温度(101.3kPa)分别为20.27,77.35,81.00,111.60K。
CO、CH4和N2的冷凝点高于H2,所以气体中各组分冷凝时,H2得到有效分离。
在液氮洗涤塔中,由于CO冷凝热与N2蒸发热基本相同,所以洗涤过程视为在恒温恒压下进行[1]。
2 液氮洗工号的运行现状2.1 冷量外损的运行现状液氮洗净化工艺气所需冷量,主要利用板式换热器回收液氮洗涤塔尾液节流产生的冷量,将高压氮液化成低温液氮,同时降低原料气温度,原料气中CO、CH4等杂质液化后,在液氮洗涤塔中由液氮自塔顶到塔底,将塔底进入的原料气中杂质洗去,塔顶送出合格的合成氨原料气,经配氮合格后进人氨合成工号,洗去杂质后的液氮,作为尾液节流制冷为系统提供冷量,维持系统冷量平衡。
其中,4116-TDCV-19、LCV-2阀通过节流向系统提供冷量,节流后的尾液,经过板式换热器回收冷量后,送往锅炉燃烧。
按工况运行情况,开大4l16-TDCV-19阀可以增加节流制冷量,但对液氮洗板式换热器改造后,换热能力加强,4l16-TDCV-19阀开度在30%情况下可以满足装置100%负荷运行的需求,继续开大4116-TDCV-19阀将使得整个液氮洗系统出现过冷现象,在此种工况下,为维持41l6-C1塔液位的平衡需打开底部排放阀(PC-1609),这样就造成了部分系统冷量和尾液的双重浪费。
第二部分 单元及工艺流程说明2 单元及工艺流程说明2.1 单元及工艺流程图技术提供方提供的工艺流程图(PFD图)见附图。
2.2工艺流程说明1)低温甲醇洗装置低温甲醇洗净化装置工艺流程如附图“工艺物料流程图(PFD)”所示。
变换后原料气<1>已先在变换系统中用水洗涤使其中的NH3含量降至1ppm以下。
进低温甲醇洗系统的原料气先与合成气<8>、CO2产品气<39>初步换热后经氨冷器EC-2201进一步降温,在原料气分离器V-2201初步分离出水分。
初步分离水的原料气再喷射防结冰甲醇<17>并与压缩后的循环闪蒸气<15>混合,然后经多流股绕管式换热器原料气/净化气/CO2产品气换热器EA-2202与合成气<100>和<38>换热后冷却,在原料气分离器V-2213分离几乎全部的水分和甲醇后进入H2S吸收塔C-2201,用吸收了CO2的并经氨冷器EC-2202降温的低温甲醇<19>洗涤。
原料气在H2S吸收塔C-2201塔脱除全部的H2S和部分CO2等组分,得到的不含硫气体进入CO2吸收塔C-2202,C-2202塔共分为三段,塔顶用贫甲醇洗涤,段间设有中间冷却器EA-2204和氨冷器EC-2203,用以降低半贫甲醇的温度,保证甲醇液在较低温度进行吸收。
脱除CO2的净化气<7>由CO2吸收塔C-2202塔顶引出,送往液氮洗装置。
中间闪蒸塔C-2203塔为中压闪蒸塔,由上部和下部两个闪蒸罐组成。
从H2S吸收塔C-2201出来的、吸收了H2S和CO2的含硫甲醇富液经闪蒸甲醇冷却器EA-2215与循环富甲醇换热冷却并减压后在中间闪蒸塔C-2203下部闪蒸出溶解的氢气及少量CO2等气体。
同样,从CO2吸收塔C-2202塔出来的不含硫的甲醇液分一部分<18>至H2S吸收塔后,另一部分<21>在净化气/富甲醇换热器EA-2221中与液氮洗返回的部分冷合成气<105>换热,再经氨冷器EC-2204冷却并减压后在CO2吸收塔C-2202上部闪蒸出溶解的氢气及少量CO2等气体。