液氮洗资料
- 格式:doc
- 大小:42.50 KB
- 文档页数:6
液氮洗工艺流程
液氮洗工艺是一种低温清洗技术,适用于对硬质材料表面的油污、霉菌、细菌等进行清洗。
其流程和步骤如下:
1. 准备工作:将物品放入洗液桶中,根据物品大小和数量确定洗液桶的大小;挑选高纯度的液氮。
2. 超声波清洗:将物品放入清洗器中,加入适量的清洗液,开启超声波清洗器,进行清洗。
该步骤主要是为了去除物品表面的油污和附着物。
3. 气体清洗:将液氮慢慢注入清洗器中,清洗器内的温度会迅速降低。
当温度降至一定程度,液氮会蒸发成气态,从而冲刷和清洗物品表面。
该步骤主要是为了清除物品表面的细菌和霉菌等有机物质。
4. 干燥处理:将物品取出后,放置于干燥器中进行加热和干燥处理。
该步骤主要是为了去除物品表面残留的水汽和液氮。
5. 检查和包装:检查物品的清洗效果是否符合要求,进行包装和封存处理。
总体上,液氮洗工艺流程包括超声波清洗、气体清洗、干燥处理和检查包装等步骤。
该工艺可以清洗出高质量的物品,洗涤效果好,广泛应用于航空、机械、电子、医疗等领域。
液氮洗技术操作规程一、岗位任务在低温下用液氮洗涤,脱除来自16工号气体对氨合成有害的毒物CO和CO2及惰性气体CH4、AR等制取CO+CO2<10ⅹ10-6的净化气体,同时将中压氮加入到氮洗气中以配置H2/N2为3:1的合成气,作为生产合成氨的原料气。
二、岗位管辖范围塔:C1701 共一台换热器:E1701-E1705 共5台罐及分离器:V1701-V1702;Y1701 共三台分子筛吸附器:D1701-1、2 共两台液氮洗冷箱上述设备及这些设备所属的管线、阀门及仪表等。
三、操作规程(一)、开车1、原始开车1.1、开车前的准备工作1.1.1、本工号检查完毕、检修时拆掉的盲板等已复位,其位置正确无误。
1.1.2本工号各仪表调试完毕且投用正常。
1.1.3吸附器分子筛装填合格,具备投运条件。
1.1.4空分运行正常,有足够的氧气送出(包括N2、N3)1.1.5.所有阀门(除仪表根部阀)均关闭。
1.2、开车前的检查确认工作1.2.1、系统氮气置换干燥①将冷箱加热氮管线上的两块盲板置通的位置(N3-1715-4’)(图号B-104)②开尾气通火炬的切断阀(位于NF17011A-8”NF-1704-10“管线上)将PIC1712设定值调至0.2MPAG,投自动。
(图号B-103)③全开冷箱内各导淋阀(包括SV1711旁路阀)(图号B-104)④将NF17012(合成气排火炬管线)(应该改为:TDV-1716前放空NF-1707-12”)上盲板至“通”位置,开其前后截止阀(图号B-103)⑤将KV1714(循环氢排火炬管线)(NF-1709-2”)上盲板至“通”开启前后截止阀门(图号B-104)⑥使KV1716打开,NF17014(去低温甲醇洗合成气)(NF-1730-2”)上盲板至“通”位置,开其后截止阀(图号B-104)⑦全开净化气进冷箱前过滤器后切断阀(PG-1703-12’图号B-103)⑧将NF17017(冷箱前净化气排火炬管线)(NF-1728-3’)上盲板至“通”位置,开其前后截止阀。
液氮洗技术操作规程一、岗位任务在低温下用液氮洗涤,脱除来自16工号气体对氨合成有害的毒物CO和CO2及惰性气体CH4、AR等制取CO+CO2<10ⅹ10-6的净化气体,同时将中压氮加入到氮洗气中以配置H2/N2为3:1的合成气,作为生产合成氨的原料气。
二、岗位管辖范围塔:C1701 共一台换热器:E1701-E1705 共5台罐及分离器:V1701-V1702;Y1701 共三台分子筛吸附器:D1701-1、2 共两台液氮洗冷箱上述设备及这些设备所属的管线、阀门及仪表等。
三、操作规程(一)、开车1、原始开车1.1、开车前的准备工作1.1.1、本工号检查完毕、检修时拆掉的盲板等已复位,其位置正确无误。
1.1.2本工号各仪表调试完毕且投用正常。
1.1.3吸附器分子筛装填合格,具备投运条件。
1.1.4空分运行正常,有足够的氧气送出(包括N2、N3)1.1.5.所有阀门(除仪表根部阀)均关闭。
1.2、开车前的检查确认工作1.2.1、系统氮气置换干燥①将冷箱加热氮管线上的两块盲板置通的位置(N3-1715-4’) (图号B-104)②开尾气通火炬的切断阀(位于NF17011A-8”NF-1704-10“管线上)将PIC1712设定值调至0.2MPAG,投自动。
(图号B-103)③全开冷箱内各导淋阀(包括SV1711旁路阀)(图号B-104)④将NF17012(合成气排火炬管线)(应该改为:TDV-1716前放空NF-1707-12”)上盲板至“通”位置,开其前后截止阀(图号B-103) ⑤将KV1714(循环氢排火炬管线)(NF-1709-2”)上盲板至“通”开启前后截止阀门(图号B-104)⑥使KV1716打开,NF17014(去低温甲醇洗合成气)(NF-1730-2”)上盲板至“通”位置,开其后截止阀(图号B-104)⑦全开净化气进冷箱前过滤器后切断阀(PG-1703-12’图号B-103)⑧将NF17017(冷箱前净化气排火炬管线)(NF-1728-3’)上盲板至“通”位置,开其前后截止阀。
液氮洗技术操作规程一、岗位任务在低温下用液氮洗涤,脱除来自16工号气体对氨合成有害的毒物CO和CO2及惰性气体CH4、AR等制取CO+CO2<10ⅹ10-6的净化气体,同时将中压氮加入到氮洗气中以配置H2/N2为3:1的合成气,作为生产合成氨的原料气。
二、岗位管辖范围塔:C1701 共一台换热器:E1701-E1705 共5台罐及分离器:V1701-V1702;Y1701 共三台分子筛吸附器:D1701-1、2 共两台液氮洗冷箱上述设备及这些设备所属的管线、阀门及仪表等。
三、操作规程(一)、开车1、原始开车1.1、开车前的准备工作1.1.1、本工号检查完毕、检修时拆掉的盲板等已复位,其位置正确无误。
1.1.2本工号各仪表调试完毕且投用正常。
1.1.3吸附器分子筛装填合格,具备投运条件。
1.1.4空分运行正常,有足够的氧气送出(包括N2、N3)1.1.5.所有阀门(除仪表根部阀)均关闭。
1.2、开车前的检查确认工作1.2.1、系统氮气置换干燥①将冷箱加热氮管线上的两块盲板置通的位置(N3-1715-4’)(图号B-104)②开尾气通火炬的切断阀(位于NF17011A-8”NF-1704-10“管线上)将PIC1712设定值调至0.2MPAG,投自动。
(图号B-103)③全开冷箱内各导淋阀(包括SV1711旁路阀)(图号B-104)④将NF17012(合成气排火炬管线)(应该改为:TDV-1716前放空NF-1707-12”)上盲板至“通”位置,开其前后截止阀(图号B-103)⑤将KV1714(循环氢排火炬管线)(NF-1709-2”)上盲板至“通”开启前后截止阀门(图号B-104)⑥使KV1716打开,NF17014(去低温甲醇洗合成气)(NF-1730-2”)上盲板至“通”位置,开其后截止阀(图号B-104)⑦全开净化气进冷箱前过滤器后切断阀(PG-1703-12’图号B-103)⑧将NF17017(冷箱前净化气排火炬管线)(NF-1728-3’)上盲板至“通”位置,开其前后截止阀。
液氮洗工艺技术液氮洗工艺技术是一种利用液氮作为清洗剂的清洗工艺技术。
液氮是一种极低温的液体,其沸点为-196℃,在室温下可以迅速蒸发成为气体。
由于其具有很强的降温和冷凝能力,因此可以用作清洗各种物体和设备。
液氮洗工艺技术有很多优点。
首先,液氮洗可以在较短的时间内完成清洗过程,且不需要使用化学清洗剂,减少了对环境的污染。
其次,由于液氮的极低温度,可以有效地杀灭细菌和病毒,使被清洗物体更加卫生。
此外,液氮洗还可以去除物体表面的油污、污垢和颗粒物,使物体表面更加光滑洁净。
液氮洗工艺技术主要包含以下几个步骤。
首先,将液氮储存在密封的容器中,以保证其不会在短时间内蒸发。
然后,将待清洗的物体放入专用的清洗槽中,添加适量的液氮。
清洗槽具有一定的容量和形状,以确保被清洗物体能够完全浸泡在液氮中。
接下来,打开清洗槽上的排气阀,使液氮蒸发并产生气体。
气体的产生可以带走物体表面的污垢和颗粒物。
最后,关闭排气阀,将清洗槽中的液氮排放出来,待清洗物体从清洗槽中取出即可。
液氮洗工艺技术在很多领域中得到了广泛的应用。
首先,在食品加工行业中,液氮洗可以用来清洗食品设备和器具,保证食品安全和卫生。
其次,在医药领域,液氮洗可以用来清洗医疗器械和试剂瓶,防止交叉感染的发生。
此外,液氮洗还可以用来清洗电子设备和精密仪器,保证其正常运行和精度。
然而,液氮洗工艺技术也存在一些局限性和注意事项。
首先,由于液氮具有极低的温度,操作人员在操作过程中需佩戴保护手套和眼镜,以防止被液氮蒸发产生的冷液溅到皮肤或眼睛。
其次,由于液氮的蒸气是无色、无味和无毒的,因此在操作过程中应严格控制浓度,避免产生溢出和外泄。
综上所述,液氮洗工艺技术是一种利用液氮作为清洗剂的先进清洗工艺,具有操作简单、清洗效果好、不对环境造成污染等优点。
然而,在实际应用过程中,仍需注意操作安全和控制液氮的浓度,以确保工作人员的安全和清洗效果的达到。
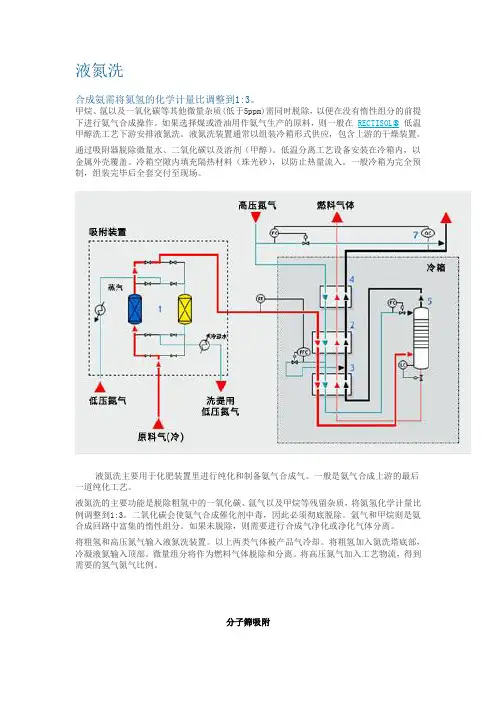
液氮洗工艺描述指数修正目录1主要的工序步骤2原料气体净化3原料气冷却4合成气的生产5其他产物6 氮流程7其他进程1 工艺的主要步骤.来自低温甲醇洗装置粗原料氢通过吸收塔V04205和V04206除去了甲醇和二氧化碳。
冷却和部分冷凝的粗原料氢温度降到液氮洗温度,这是通过热交换器E04202逆流的纯合成气、富甲烷气和富一氧化碳气换热实现的。
c) 分离出的富甲醇液在洗涤塔蓄贮液槽V04203的底部.d)中压氮的凝结液通过换热器E04201和E04202.e) 在洗涤塔中通过液氮洗涤重获氢气f) 液氮洗结束后和加入的液氮一起形成了纯净的合成气,这些过程步骤将在下面进行详细的描述。
2 粗原料氢气的净化来自低温甲醇洗装置的粗原料氢含有二氧化碳和甲醇。
这些杂质必须除去,以防止他们在冷却过程中凝结从而导致换热器堵塞。
二氧化碳和甲醇的清除在分子筛吸附过程完成,净化装置设计为两个吸收器V04205和V04206,两台并列且根据吸附过程进行交替循环运行。
粗原料氢气向上流过一个吸附床层。
同时,第二一个吸附器被重生,为下一阶段的吸附做准备。
吸附器被再生,同时来自界区上的低压氮也在下一段的换热器E04203中被加热。
在吸附段结束时,吸附器进行减压,被吸附的气体在加热后被排除并进入到换热器E04205。
来自界区的低压氮在换热器E04203中被逆流来的中压蒸汽加热到200℃。
然后在床层中向下流动,高温气体的流动使分子筛先前吸附的杂质释放出来,并且是分子筛再生。
当吸附器出口的新生氮气温度达到足够(一些定值),这个再生过程就假定完成了。
然后换热器停下来,并且氮在室温下进入吸收塔,开始冷却。
当吸收塔出口氮气的温度接近于它的进口值时,就和粗原料气氢一起加压。
然后吸收塔被冷却到正常运行时的温度(-60℃),一小部分粗原料氢气流入进这个吸收塔,同时,绝大部分粗原料氢气从另一个吸收塔流过,所以在整个过程中这两个吸收塔保持并联工作。
在再生的过程中,在吸收塔出口的低压氮流进到换热器E04204换热,然后进入低温甲醇洗装置。
液氮洗岗位操作规程1.岗位的任务及意义来自低温甲醇洗岗位的净化气体成分为H2 96.42% 、 N2 0.65%、CO 2.7%、Ar0.17%、CH4 0.058%、CO2 0.001%、CH3OH 0.001%,净化气中除H2、N2还含有CH4、CO2、CO3OH、CO、Ar等成分,少量的CO是合成催化剂的毒物必须除净;CH4和Ar为惰性气体,如不除去会在合成回路中积累,增加操作的能耗,又会降低氨净值。
岗位任务:(1)用分子筛干燥器吸附净化气中的微量CO2 、CH3OH。
(2)把净化工艺气中的 CO、CH4、Ar脱除干净。
(3)配置氢氮比为3:1的合成气,供氨合成用。
2.液氮洗岗位基本原理及流程简述2.1液氮洗岗位基本原理液氮洗工序的工艺原理包括:吸附原理、混合制冷原理及液氮洗涤原理。
1)吸附原理吸附是一种物理现象,不发生化学变化。
由于分子间引力作用,在吸附剂表面产生一种表面力。
当流体流过吸附剂时,流体与吸附剂充分接触,一些分子由于不规则运动而碰撞在吸附剂表面,有可能被表面力吸引,被吸附到固体表面,使流体中这种分子减少,达到净化的目的。
分子筛对极性分子的吸附力远远大于非极性分子,因此,从低温甲醇洗工序来的气体中CO2、CH3OH因其极性大于H2,就被分子筛选择性地吸附,而H2为非极性分子,因此分子筛对H2的吸附就比较困难。
被吸附到吸附剂表面上的分子达到一定,即达到了吸附平衡吸附剂达到了饱和状态,这时每公斤吸附剂的吸附量达到最大值,称为静吸附容量(或称平衡吸附容量)。
在吸附过程中,由于流体的流动速度的影响和出口气体纯度等的要求,并不能使全部吸附剂达到吸附平衡,尚有一部分吸附剂未饱和,这时的吸附容量是单位吸附剂的平均吸附容量,称为动吸附容量。
一般情况下,动吸附容量仅为静吸附容量的0.4~0.6倍。
吸附剂床层的切换时间的确定是根据吸附剂在一定操作条件下的动吸附容量来确定的,如果到了切换时间而不及时切换,出口气体中杂质含量就会超标,因此必须严格按照设计要求的、定时切换再吸附器而进行再生。
低温液氮洗工艺原理今天咱们来唠唠低温液氮洗这个超有趣的工艺原理呀。
你知道吗,低温液氮洗就像是一场超酷的气体“大变身”魔法秀呢。
这个工艺主要是对合成气进行净化处理的。
合成气里有好多东西,就像一个大杂烩,有氢气、一氧化碳,还有一些杂质气体,像二氧化碳、甲烷之类的。
那液氮洗就是要把这个大杂烩里的杂质给挑出来,让氢气和一氧化碳变得更纯净。
那它是怎么做到的呢?这就和温度有超级大的关系啦。
液氮啊,温度可是低得很呢,就像一个超级冷的大冰箱。
当合成气进入到这个低温的环境里,那些杂质气体就开始变得不一样啦。
比如说二氧化碳,它在低温下就会变成固态,就像水变成冰一样,然后就被从气体里分离出来啦。
这就好比在一群小伙伴里,有个小伙伴特别怕冷,一到冷的地方就动不了了,然后就被单独挑出来啦。
甲烷在这个低温环境里呢,也会和氢气、一氧化碳有不同的表现。
液氮洗利用了不同气体在低温下的不同物理性质。
氢气和一氧化碳在低温下还能保持气体状态,但是甲烷就会和那些杂质一样,变得容易被分离出去。
这就像在一个班级里,根据同学们不同的特点来分组,把那些不一样的同学分到其他组去,只留下我们想要的那些小伙伴。
而且呀,液氮洗还有一个很厉害的地方,就是它能让氢气和一氧化碳的比例变得更合适。
就像做菜的时候,要把调料的比例调得刚刚好一样。
通过这个工艺,能把合成气里氢气和一氧化碳的比例调整到最适合后面反应的状态。
这可太重要啦,如果比例不对,后面的反应就可能搞砸了,就像你做蛋糕的时候,面粉和鸡蛋的比例不对,蛋糕就做不成啦。
在这个低温液氮洗的过程中,设备也像是一群超级英雄呢。
那些管道啊,就像一条条运输线,把合成气安全地送到低温的环境里。
还有那些分离装置,就像一个个小卫士,仔细地把杂质气体给揪出来。
整个工艺就像是一个有条不紊的小社会,每个部分都有自己的工作,大家齐心协力,就能把合成气变得又纯又好。
这个工艺在工业上可是超级重要的呢。
比如说在一些化工生产里,如果没有这个低温液氮洗,生产出来的产品可能就会有很多问题。
液氮洗的作用
液氮洗,嘿,这可真是个神奇的玩意儿!它就像是一位默默守护的卫士,在工业领域发挥着至关重要的作用呢。
你想想看,在一些生产过程中,对气体的纯度要求那可是相当高啊!就好比我们做饭,要是食材里有杂质,那做出来的菜味道能好吗?液氮洗就像是一个超级净化器,能把那些不想要的杂质统统清理掉。
它能把气体中的一些有害物质或者不需要的成分给“揪”出来,让气体变得纯净无比。
这就好像是我们整理房间,把那些乱七八糟的东西都扔出去,留下一个整洁干净的空间。
液氮洗的过程其实也挺有趣的。
液氮就像是一个厉害的魔法药水,它和气体一接触,就能产生奇妙的反应。
那些该留下的成分就会乖乖待着,而那些不该有的就会被分离出去。
这不就像是一场精彩的魔术表演吗?
而且哦,液氮洗还特别可靠呢!它不会轻易出错,总是能稳定地发挥作用。
这就好像是家里的老黄牛,虽然不声不响,但一直勤勤恳恳地干活。
在很多化工企业里,要是没有液氮洗,那可真不知道会变成什么样呢!产品质量可能没法保证,生产效率也许会大打折扣。
所以说,液氮洗可真是他们的大功臣啊!
你说,要是没有液氮洗的帮忙,那些需要高纯度气体的生产环节不就乱套了吗?就像一辆汽车少了关键的零件,还怎么跑得起来呢?液氮洗就是那个关键的零件,让整个生产流程能够顺畅地进行下去。
它让我们的工业生产变得更加高效、更加可靠。
我们生活中的很多东西,说不定都有液氮洗的一份功劳呢!你能想象没有它的世界会是什么样吗?反正我是不敢想。
总之呢,液氮洗的作用那真是不可小觑啊!它就像是一位幕后英雄,默默地为我们的生活和工业发展贡献着自己的力量。
我们真应该好好感谢它,不是吗?。
1. 分子筛吸附原理吸附是一种把气态或液态物质(吸附质)固定在固体表面(吸附剂)上的物理现象,这种固体(吸附剂)具有大量活性表面的微孔,吸附质的分子受到吸附剂表面引力作用,从而固定在上面。
吸附引力的大小取决于:●吸附剂表面的构造(微孔率);●吸附质的分压;●吸附时的温度。
●与制作吸附剂的材料性质也有关。
吸附伴随着放热,是一种可逆的现象。
类似于凝结:●如果增加压力,吸附能力增加;●如果降低温度,吸附能力增加。
因此,在吸附时,要使压力升到最高,温度降到最低。
解吸时,则要使压力降到最低,温度升到最高。
2. 分子筛工艺流程的描述流程图见PFF11及PFP4301/4302本装置设置分子筛目的在于除去经低温甲醇洗后的合成气中微量的甲醇和CO2 。
离开低温甲醇洗装置的净化合成气流经可切换的工艺气体吸附器Z04301A或Z04301B,甲醇和CO2即被脱除到小于0.1ppm。
此举是为了防止液氮洗装置结冰而堵塞管道。
两个吸附器中,一个进行吸附,另一个进行再生。
吸附器用低压氮气加热来再生,再生后的氮气含有甲醇和CO2 ,作为H2S富聚塔C04203的汽提氮气,这样微量的甲醇就返回到甲醇回路。
再生氮气加热器使用中压蒸汽作为热源。
为了防止热氮气在再生阶段进入低温甲醇洗,在将再生后氮气送入低温甲醇洗装置作为汽提氮气之前,在E04302中用循环水进行冷却。
3. 分子筛系统的操作分子筛由控制单元KY43200程序自动控制,分为切除泄压、预热、加热、预冷、均压、冷却备用几个步骤。
程序中设置了许多压力、温度和时间的连锁,条件不满足时程序将保持,此时可以通过手动干预,排除故障后投入自动运行。
吸附周期约为24小时,加热和冷却时间各约6小时。
对于分子筛再生的氮气,要加热到约220℃,水冷后送到RWU作气提氮气(最大约9,000Nm3/h)用,在加热时蒸汽最大消耗量为1,400kg/h。
再生后的氮气和RWU汽提氮气混合去C04023。
一、液氮洗岗位气密方案1、目的液氮洗的工艺气易燃易爆,又有易于是人窒息的氮气,任何一种气体泄漏都会给人身安全和环境带来直接的危害。
另外本岗位有操作压力高、温度特别低的特点,任何一种工艺介质的泄漏既不利于人身安全也不利于系统的稳定和冷量的平衡。
因此必须对所有设备接口、管道焊缝、阀门、连接法兰做气密试验,将所有的泄漏在开车之前查到并进行处理。
2、范围液氮洗界区内所有设备管道。
3、技术要求本岗位从操作上可分高、中、低压三个区,在查漏工作完成后,要求各压力用氮气充到设计压力,然后关闭氮气阀,检查并确认各个区的泄漏率是否满足国家标准,如不满足继续查漏处理,知道合格为止。
升压/卸压速率不能大于0.1MPaG/3min。
本系统的气密试验介质为中压氮气、低压氮气分系统进行。
升压时按一定的压力等级逐步升至设计压力。
按国家标准,泄漏率试验合格标准为:当达到实验压力后,稳定24小时,试验系统每小时平均泄漏率应符合规范要求,即A≤0.5%。
泄漏率公式:A=100(1-P2T1/P1T2)/t%A——每小时平均泄漏率,%;P1——实验开始时的压力,MPaA;P2——实验结束时的压力,MPaA;T1——实验开始时的温度,K;T2——实验结束时的温度,K;t——试验时间,小时;4、气密前的准备工作4.1 工艺准备(1)确认设备、管道吹扫已完成;(2)空分岗位已送出合格的中压氮气及低压氮气;(3)确认本岗位的仪表及调节阀具备投用条件;(4)本岗位所有的安全阀已调校完毕,本岗位所有的阀门在安装前已水压试验/气压试验合格;(5)确认本岗位所有的临时管线已拆除,管道上盲板处于正确位置,本岗位所有的阀门已关闭,与其他工序连接的阀门也已关闭。
4.2 工具、材料及劳保用品(1)各种规格的扳手、钳子三套;(2)试漏用洗衣粉十袋、宽胶带20卷、塑料瓶20个、脸盆4个;(3)安全带5条、手电筒10个;(4)手套30双、肥皂10条、毛巾20条;4.3 人员组织每班中控操作工1人,现场5人,分三班进行,设备配合若干名。
液氮洗岗位操作规程
1.
岗位的任务及意义
来自低温甲醇洗岗位的净化气体成分为H2 96.42% 、 N2 0.65%、CO 2.7%、Ar0.17%、CH4 0.058%、CO2 0.001%、CH3OH 0.001%,净化气中除H2、N2还含有CH4、CO2、CO3OH、CO、Ar等成分,少量的CO是合成催化剂的毒物必须除净;CH4和Ar为惰性气体,如不除去会在合成回路中积累,增加操作的能耗,又会降低氨净值。
岗位任务:
(1)用分子筛干燥器吸附净化气中的微量CO2 、CH3OH。
(2)把净化工艺气中的 CO、CH4、Ar脱除干净。
(3)配置氢氮比为3:1的合成气,供氨合成用。
2.液氮洗岗位基本原理及流程简述
2.
1液氮洗岗位基本原理
液氮洗工序的工艺原理包括:吸附原理、混合制冷原理及液氮洗涤原理。
1)吸附原理
吸附是一种物理现象,不发生化学变化。
由于分子间引力作用,在吸附剂表面产生一种表面力。
当流体流过吸附剂时,流体与吸附剂充分接触,一些分子由于不规则运动而碰撞在吸附剂表面,有可能被表面
力吸引,被吸附到固体表面,使流体中这种分子减少,达到净化的目的。
分子筛对极性分子的吸附力远远大于非极性分子,因此,从低温甲醇洗工序来的气体中CO2、CH3OH因其极性大于H2,就被分子筛选择性地吸附,而H2为非极性分子,因此分子筛对H2的吸附就比较困难。
被吸附到吸附剂表面上的分子达到一定,即达到了吸附平衡吸附剂达到了饱和状态,这时每公斤吸附剂的吸附量达到最大值,称为静吸附容量(或称平衡吸附容量)。
在吸附过程中,由于流体的流动速度的影响和出口气体纯度等的要求,并不能使全部吸附剂达到吸附平衡,尚有一部分吸附剂未饱和,这时的吸附容量是单位吸附剂的平均吸附容量,称为动吸附容量。
一般情况下,动吸附容量仅为静吸附容量的0.4~0.6倍。
吸附剂床层的切换时间的确定是根据吸附剂在一定操作条件下的动吸附容量来
确定的,如果到了切换时间而不及时切换,出口气体中杂质含量就会超标,因此必须严格按照设计要求的、定时切换再吸附器而进行再生。
2)混合制冷原理
众所周知,在一定条件下,将一种制冷工质压缩至一定压力,再节流膨胀,产生焦耳-汤姆逊效应(J-T效应)即可进行制冷。
科学实践已经证明:“将一种气体在足够高的压力下与另一种气体混合,这种气体也能制冷”。
这是因为在系统总压力不变的情况下,气体在掺入混合物中后分压是降低的,相互混合气体的主要组分(如H2与N2、CO、CH4、Ar等)的沸点至少平均相差33℃
,最好相差57℃,这样更有利于低沸点组分H2的提纯和低、高沸点组份的分离,并且消耗也低。
液氮洗工序就运用了上述原理。
在换热器(E1104、E1105、E1106)中用来自氮洗塔的产品氮洗气,冷却进入本工序的高压氮气和来自低温甲醇洗的净化气;而在氮洗塔中,使净化气和液氮成逆流接触;在此过程中,不仅将净化气中的CO、CH4、Ar等洗涤下来,同时也配入部分氮气。
但这部分氮气并不能使出氮洗塔的产品气体中H2/ N2达到3:1,因此,还有另外一种配氮方式(此配氮过程是在换热器(E1105、E1106)之间完成的,使H2/ N2最终达到3:1;同时,在整个氮气与净化气体混合的过程中,使PN2=5.9MPaG配到净化气中,其分压下降为PN2=1.3MPaG,产生J-T效应而获得了液氮洗工序所需的绝大部分冷量。
3)液氮洗涤原理
液氮洗涤近似于多组分精馏,它是利用氢气与CO、Ar、CH4的沸点相差较大,将CO、CH4、 Ar从气相中溶解到液氮中,从而达到脱除CO、CH4、Ar等杂质的目的,此过程是在液氮洗工序的核心设备—氮洗塔中完成的。
由于氮气和一氧化碳的气化潜热非常接近,因此,可以基本认为液氮洗涤过程为一等温等过程。
下表为液氮洗工序中涉及到的气体之有关物性参数。
气体的有关物性参数
从上表可以看出,各组分的临界温度都比较低,氮的临界温度为-147.1℃(其他组分可见上表),从而决定了液氮洗涤必须在低温下进行。
从各组分的沸点数据可以看出,H2的沸点远远低于N2及其它组分,也就是说,在低温液氮洗涤过程中,CH4、Ar、CO容易溶解于液氮中,而原料气体中的氢气,则不易溶解于液氮中,从而达到了液氮洗涤净化原料气体中CH4、Ar和CO的目的。
目前国内外合成氨原料气脱硫、脱碳的方法有20多种,对于以煤为原料的中小型合成氨厂的合成氨原料气,因为含有大量的CO_2、H_2S、CO和CH_4等,所以采用低温甲醇冼法为代表的冷法物理吸收能耗最低。
在合成氨系统中,当联合采用能脱除H_2S和CO_2的低温甲醇冼与脱除CO和CH_4的液氮洗气体净化工艺时,显得格外合理。
由于液氮洗需要在-190℃左右的低温下进行,并要求进液氮洗装置的气体彻底干燥。
而低温甲醇洗在洗涤的同时既干燥了气体,又使气体温度降到-30℃~-70℃,节省了冷冻的动力。
低温甲醇洗可以脱除气体中的多种杂质。
在-30℃~-70℃的低温下,甲醇能脱除气体中的H_2S、COS、CS_2、RSH、C_4H_4S、CO_2、HCN、NH_3、NO以及石腊烃、芳香烃、粗气油等杂质,同时还可脱除气体中的水份,而使气体得到彻底干燥,为液氮洗脱除CO、CH_4、Ar等杂质,大大减少了合成氨系统中合成塔驰放气的吹除,节约了大量的H_2,并完成氨合成气所要求的H_2:N_2=3:1的配制,送入合成工序创造条件。
本文结合目前低温甲醇洗及低温液氮洗工艺在国内运行情况,从低温甲醇洗及低温液氮洗工艺原理出发,就低温甲醇洗及低温液氮洗在生产中暴露出的问题:(1)低温甲醇洗冷量不足(2)粗煤气中CO含量过高(3)低温甲醇洗中系统甲醇水含量高(4)低温甲醇洗堵塞(5)低温甲醇洗甲醇消耗高(6)甲醇洗循环甲醇中石脑油含量高(7)低温液氮洗装置冷箱冷量不足(8)低温液氮洗冷箱净煤气通道阻力增大进行物理化学分析,总结解决问题的方法。
逐步提高对低温甲
醇洗和低温液氮洗工艺的认识,保障实际生产中低温甲醇洗及低温液氮洗装置平稳运行,充分发挥低温甲醇洗串液氮洗联合装置的先进性、经济性及其环保性。
进一步增强对低温甲醇洗装置有关设计计算方法的认识,为中小型化肥厂的技术改造,完全立足国内自行设计和制造,有效地降低装置投资,积累宝贵的技术资料和操作经验。
同时,为提高企业的生存竞争力打下坚实的基础。